1. Introduction
- This paper demonstrates the 1D, 2D, and 3D printing of conductive microelectrodes via direct-write assembly.
- Direct-write assembly is a method of building up 1D-to-3D printed structures by the deposition of concentrated inks through fine nozzles.
- Our system consists of a computer-controlled 3-axis translation stage, an ink reservoir and nozzle, and 10x telescopic lens for imaging (Figure 1).
- Direct-write assembly is a filamentary printing approach in which concentrated inks are extruded through cylindrical nozzles, whose diameters range from 0.1 to 250 μm (Figure 2). Notably, due to the viscoelastic ink characteristics, direct-write assembly enables self-supporting spanning features (Figure 3). To date, a wide range of inks, including those composed of ceramic6,7, organic8-10, metallic11-15, polymeric16,17, and sol-gel18,19 materials have been developed for this printing approach (Figure 4).
2. Preparation of highly concentrated silver nanoparticle inks
- Silver nanoparticle inks are prepared by first dissolving a blend of 5,000 and 50,000 molecular weight of poly(acrylic acid) in a mixture of 50 g water and 40 g diethanolamine (Video 2.1).
- The polymer acts as a capping agent to control the size of the silver nanoparticles.
- Next, an aqueous solution of silver nitrate is injected into the polymer solution. After addition, a light yellow transparent solution is obtained (Video 2.2).
- After stirring for 24 hrs at room temperature, the solution develops a reddish-brown color (Video 2.3), that coincides with the formation of silver nanoparticles of 5 nm diameter, as determined by transmission electron microscopy.
- Next, the solution is sonicated at 65 °C in a water bath for 2 hrs for further particle growth (Video 2.4).
- After sonication, the solution is transferred to a 500 ml beaker and cooled to room temperature. Then, 300 ml of ethanol is titrated at a rate of 30 ml / min. Since ethanol is a poor solvent for the poly(acrylic acid) capping agent, the particles rapidly coagulate and precipitate from solution (Video 2.5).
- After decanting the supernatant, the precipitate is collected into a centrifuge tube and centrifuged at 9000 rpm for 20 minutes (Video 2.6).
- After this step, a highly concentrated silver nanoparticle ink with a solids loading of ~85 wt% is obtained (Video 2.7).
- Further control over ink viscosity and elastic modulus can be achieved by dilution, followed by homogenization. For an example, a humectant solution, such as ethylene glycol, can be added to the ink and then homogenized at 2000 rpm for 3 minutes using a Thinky homogenization mixer. After this process, a uniform ink of a bluish to magenta color is obtained (Video 2.8).
- The TEM image shows silver nanoparticles obtained by this synthesis procedure (Figure 5_left). The particles have a mean diameter of 20 nm with a size distribution of 5-50 nm. Printed structures require post-annealing to enhance their conductivity. After annealing at 250°C for less than 30 min, the silver nanoparticles form conductive microelectrodes with an electrical resistivity approaching to 10-5 Ω•cm (Figure 5_bottom right). The microstructural evolution of the printed silver microelectrodes as a function of annealing temperature is shown in Figure 5_top right. As the temperature increases from 150° to 550°C, the microelectrodes undergo densification with a total volumetric shrinkage of ~30%.11
- The ink rheology, which strongly depends on its solids loading, determines its printability. The ink viscosity increases with increasing solids loading (Figure 6). Because dilute inks with low viscosity result in a significant lateral spreading, concentrated inks with a solids loading ranging from 70 to 85 wt% are required for printing of planar and spanning ink filaments.
- The ink elastic modulus increases with increasing solids loading (Figure 7). In the linear viscoelastic region, the elastic modulus rises nearly three orders of magnitude as the solids loading increases 60 to 75 wt%. A minimum elastic modulus of 2000 Pa is required to produce self-supporting or spanning features.
3. Direct-write assembly
- Direct-write assembly is carried out by first loading the ink into a syringe barrel. After attaching a deposition nozzle, the ink-loaded syringe barrel is mounted onto the 3-axis printing stage (Video 3.1).
- Using a computer program, arbitrary designs, including linear, planar, and complex three-dimensional structures can be easily generated (Video 3.2).
- Next, the nozzle height is adjusted with the aid of telescope lens with a 10x zoom (Video 3.3).
- After applying pressure using an air-powered fluid dispensing system, the ink is deposited onto the substrate with a controlled printing speed (Video 3.4). The required pressure depends upon ink rheology, nozzle diameter, and printing speed, but typical values range from 10-100 psi at 20-500 μm/s. This printing is performed in air at room temperature. Using this printing procedure, the printing of silver microelectrodes in different layouts and size scales is demonstrated.
- For an example, the printing of conductive silver grids with a center-to-center line spacing of 100 μm, patterned by a 5-μm nozzle on a silicon wafer substrate is demonstrated (Video 3.5).
- In addition, this video shows how to create a high aspect ratio cylindrical structure by a 30-μm nozzle using a layer-by-layer printing method (Video 3.6).
- Furthermore, the omnidirectional printing of silver microelectrodes between two glass substrates offset by a 1-mm height difference is demonstrated using a 30-μm nozzle (Video 3.7).
- Completely free-standing, vertically printed silver microspikes can be created by a 30-μm nozzle on a Si wafer substrate (Video 3.8).
- Finally, this video shows direct writing of a spanning silver microelectrode using a 10-μm nozzle (Video 3.9). The printed feature can span distances up to one centimeter with minimal drooping or buckling.
4. Representative results:
We prepared a highly concentrated silver nanoparticle inks and demonstrated printed conductive features in planar and 3D motifs for electronic and optoelectronic applications with printing resolution ~ 2 – 30 μm. For an example, Figure 8 exhibits the printing resolution of this technique. Printed features with minimum electrode width of ~ 2 μm (1.4 μm thick) are obtained in a single pass using a 1-μm nozzle11.
Figure 9 shows transparent conductive silver grids, patterned by a 5 μm nozzle on a flexible polyimide film12. The texts underneath the printed grids are clearly visible. These transparent silver grids could be attractive alternatives for transparent conducting oxide (TCO) materials.
Conformal printing onto a non-planar substrates is also enabled by this method. Figure 10 demonstrates the conformal printing of a 3D electrically small antenna. A 100 μm metal nozzle is used to print meander-line patterns on the surface of a glass hemisphere13. This approach may find several applications including implantable and wearable antennas, electronics, and sensors.
Applications of spanning silver microelectrodes in three-dimensional photovoltaics and light-emitting diodes are demonstrated (Figure 11-14).
First, Figure 11 is an example of silicon spherical shell. This tenuous film with a 2-μm thickness can be wire-bonded to an external circuit by omnidirectional printing14. This method uses minimal contact pressure, which is highly advantageous for delicate devices.
Next, Figure 12 demonstrates an example of printing a spanning interconnect for a silicon solar microcell array in which silicon microribbon elements are separated by 33-μm gap15.
Next, Figure 13 shows silver interconnects for the gallium arsenide-based LED array with 4-by-4 pixels, where each pixel (500 x 500 x 2.5 μm3) is spaced 200 μm apart11. The bottom image displays the LED array, emitting uniform red light under an applied bias of 6 V from a single pixel. The ability to print spanning electrodes enables multilayer interconnection without the use of supporting or sacrificial layers (top images).
As a final demonstration, Figure 14 shows SEM images for the complex 3D microperiodic silver lattice printed by a 5μm nozzle.
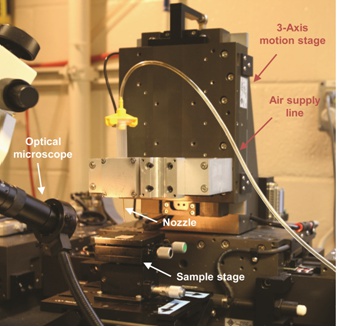
Figure 1. Optical image of direct ink writing apparatus.
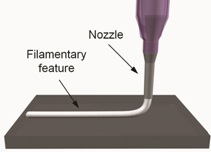
Figure 2. Direct ink writing of a filamentary feature.
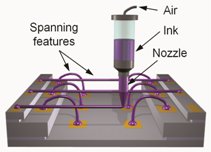
Figure 3. Direct ink writing of self-supporting spanning features.
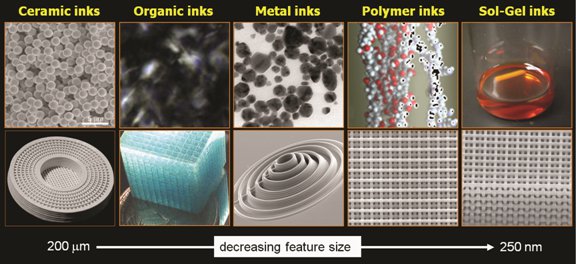
Figure 4. Ink designs for direct ink writing. A wide range of concentrated viscoelastic inks have been developed for direct writing of planar and complex 3D structures with microscale features.
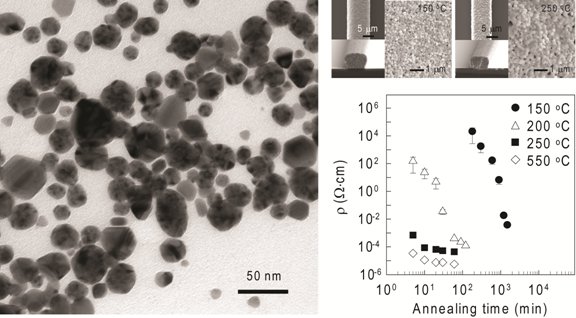
Figure 5. (Left) Transmission electron microscopy (TEM) image of silver nanoparticles. (Top right) SEM images of silver microelectrodes patterned with a 15-μm nozzle as a function of annealing temperature. (Bottom right) Electrical resistivity of silver microelectrodes as a function of annealing temperature and time.
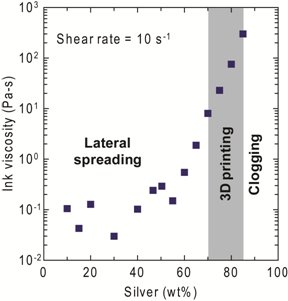
Figure 6. Apparent viscosity (η) of the silver nanoparticle inks as a function of solids loading.
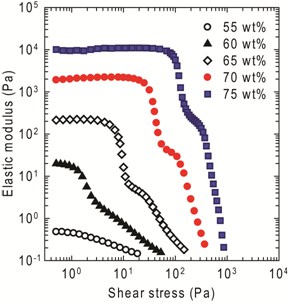
Figure 7. Shear elastic modulus (G’) as a function of shear stress for silver nanoparticle inks of varying solids loading.
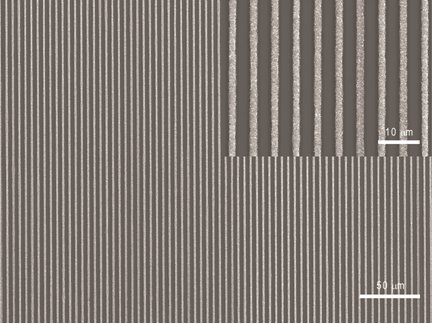
Figure 8. SEM images of planar arrays of silver microelectrodes patterned on a Si wafer with a 1-μm nozzle.
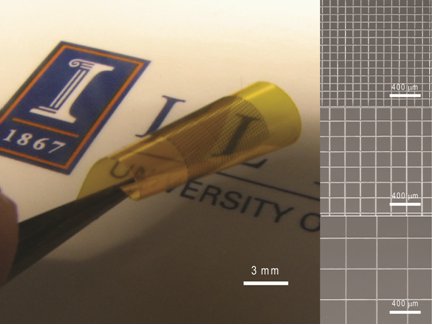
Figure 9. Optical image of transparent conductive silver grids (left) and SEM images of the grids printed as a function of line pitch (right).
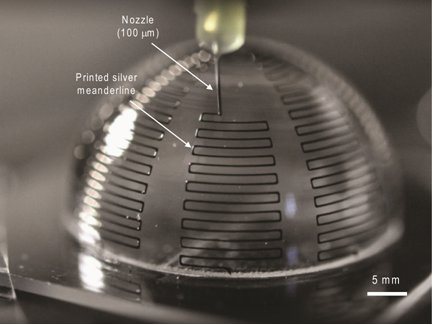
Figure 10. Optical image captured during conformal printing of electrically small antennas on a hemispherical glass substrate.
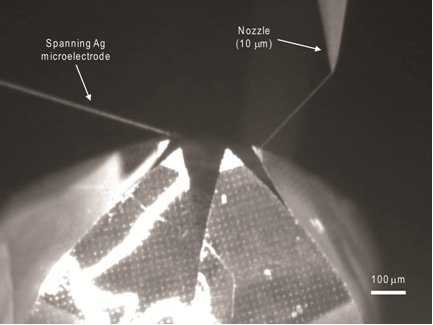
Figure 11. Optical image obtained during printing of spanning silver microelectrodes onto a thin (2-μm) silicon spherical shell.
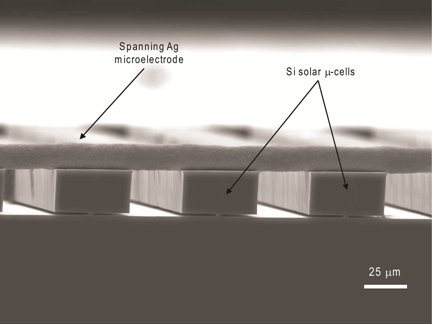
Figure 12. SEM image of a spanning silver microelectrode printed onto a silicon solar microcell array.
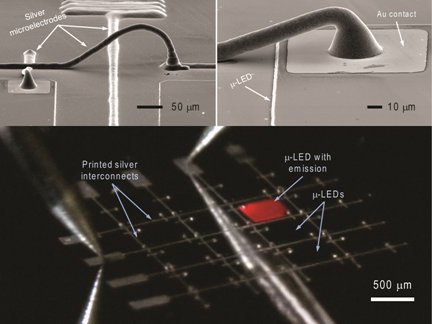
Figure 13. SEM images (top) and optical image (bottom) of a 4-by-4 LED chip array interconnected by silver microelectrodes.
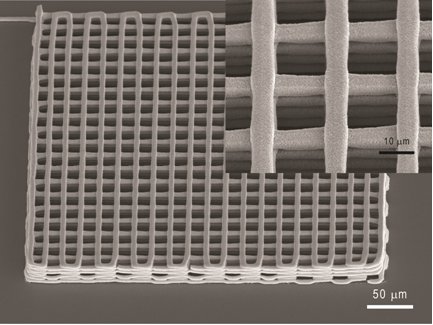
Figure 14. SEM image of 3D microperiodic silver lattice.
