The protocols in this section describe the materials and equipment utilized specifically to obtain the experimental results presented. Note that alternative suppliers for chemicals and equipment may be utilized.
1. Device Fabrication and Soft Lithography
Standard soft lithography techniques,21 a number of which have been featured in previous JOVE articles,22 were used for creating polydimethylsiloxane (PDMS) microchannel networks bonded to glass substrates. Aside from master replica mold fabrication by SU-8 photolithography, the processes may be performed outside a clean room or clean hood; however, dust and particulates should still be minimized to achieve consistent results.
- Design a micro-channel pattern as shown in Figure 1 in AutoCAD (AutoDesk Inc.). Employ a third party manufacturer (Fineline Imaging Inc.) to print a high resolution (50,000 dpi) transparency mask on Mylar film or quartz where channels are transparent on a dark background.
- Create a silicon and SU-8 photoresist master for replica molding. Briefly, spin SU-8 2050 (MicroChem) negative photoresist with manufacturer’s recommended rpm on a spin-coater to create a 52 μm thick layer on a clean 7.5 cm or 10 cm silicon wafer. After soft bake, edge bead removal, UV exposure through a contact mask, post-exposure bake, development, and flood exposure, measure the actual thickness of the SU-8 layer using a Dektak profilometer (Veeco). Tape the master mold onto the bottom of a 4″ or 5″ Petri dish to prepare for PDMS replica molding.
- Mix PDMS elastomer base with elastomer curing agent (Dow Corning) in a 10:1 ratio w/w base to curing agent. Pour well-mixed PDMS precursor onto the silicon master to create a 2-3 mm final thickness layer. A mixture of 20 g elastomer base with 2 g curing agent is sufficient to cover a 4″ diameter surface.
- Place the master mold and PDMS in vacuum desiccator (Jencons) to de-gas the uncured PDMS. Using a pressure regulator (Cole Parmer), slowly decrease the chamber gage pressure from 0″ Hg to -27″ Hg over 20 minutes to avoid excessive foaming. Leave device in vacuum chamber at -27″ Hg for 30 minutes or until air bubbles disappear.
- Release vacuum and move master mold and PDMS to a 65 °C oven (Thermo Scientific) for a minimum of four hours. The device may be left in the oven overnight to improve curing.
- Remove the device from oven and allow to cool. Carefully cut PDMS around circular wafer using a precision knife and peel out PDMS. Cut out device outline as shown in Figure 1 with a scalpel.
- Punch fluidic ports (three per device) in the three round regions shown in Figure 1 using a biopsy punch. For this device, use a 0.75 mm outer diameter punch (Harris).
- Adhere scotch tape to the patterned side of the PDMS and peel to remove any dust. As a cost-saving but viable alternative to conventional oxygen plasma apparatuses,21,22 plasma treat the patterned side of the PDMS and a clean 3″ x 1″ glass microscope slide using a hand-held laboratory corona treater (Electro-Technic Products Inc.).23 Note that this device should be used in a fume hood or well-ventilated area due to ozone discharge, and all watches and cell phones should be kept at least ten feet away. Adjust the corona discharge to attain a stable corona with minimal sparking. Slowly wave the electrode about 1/4″ above each surface for around 20 seconds and then immediately bring the treated surfaces into contact to form a strong permanent bond before the PDMS surfaces return to their native state.
- Place the device on a metal plate, place in a cool oven, set the oven to 120 °C, and bake overnight to complete bonding and to return the PDMS to its original hydrophobic state.24 During this high temperature baking, the glass surface of the channel will also be rendered hydrophobic due to deposition of a thin hydrophobic layer onto the glass. Alternatively, hydrophobic coatings such as Aquapel (PPG Industries) may be injected into the fluidic ports using a 1 mL syringe and a syringe needle.12 Carefully but firmly inject the Aquapel followed by purging air into the fluidic ports without breaking the PDMS to glass bond. Aggressively repeat the air purge on all inlet and outlet ports while wiping off any excess Aquapel in order to avoid any deposits that may clog the channels upon drying.
2. Sample Preparation
- Prepare a cell culture according to established procedures for your chosen cell type. For the particular device used in this study, 8-15 μm particles or cells should adequately order for encapsulation. Smaller or larger cell types may require changing the dimensions of the focusing channel to achieve adequate Rep. For the method demonstration results shown in this paper, 9.9 μm polystyrene microspheres (G1000, Thermo Scientific) are utilized as cell surrogates.
- Prepare the aqueous particle or cell suspension through gentle mixing. When using cells or polystyrene particles, concentration control is essential (see Figure 4) to achieve ideal ordered encapsulation. Using previous data12 as a guide, calculate the desired cell or particle concentration based on the ordered train spacing and micro-channel size as: one cell or particle per expected longitudinal train spacing times the focusing channel cross-sectional area. If the stock concentration (1% w/w) is inadequate, increase the concentration (here to 1.5% w/w) by gently centrifuging the stock sample, removing supernatant liquid, and re-suspending the particles by vortex mixing, or gentler mixing when using cells. Prepare an adequate volume to account for desired collection volume and for run time associated with flow tuning.
- Both cells and polystyrene particles have a specific gravity greater than one. Although not demonstrated in this protocol, for long-term experiments lasting on the order of many minutes to hours, buoyancy match the solution by adding a solute such as CaCl2 for particles or OptiPrep (Sigma-Aldrich) for cells.
- Prepare a 10 mL sample of the continuous fluorocarbon oil phase by mixing the fluorocarbon oil FC-40 (3M) and PFPE-PEG block copolymer surfactant25 (2.5% w/w) (RainDance Technologies) in a 15 mL centrifuge tube. Alternatively, light mineral oil (PTI Process Chemicals) can be utilized with ABIL-EM 90 surfactant (2.5% w/w) (Evonik Goldschmidt Corporation).
3. Experimental Setup
- Power on the inverted optical microscope (Axio Observer, Zeiss) and high speed camera (Phantom V310, Vision Research). Focus and inspect the channels for clogs and debris by either manually moving the device or by using a motorized microscope stage. Some small debris may be pushed out when liquid flows through. For large debris or obvious clogs, select another channel on the device as debris in the focusing channel can degrade ordering quality significantly. Note that clogs can often be removed under flow by pressing firmly on the PDMS surface above the affected region with blunt tweezers.
- Cut three lengths of PVC tubing (0.01″ ID/0.03″ OD, Tygon) for the aqueous inlet, oil inlet, and emulsion outlet. To minimize dead volume, cut just enough tubing to reach from the syringe pumps to the microscope stage. Cut tubing ends at a 45° angle to facilitate insertion into fluidic ports.
- Use tweezers to press fit the tube ends into the fluidic ports punched in Step 1 and then press fit two 30 gauge blunt-tip stainless steel syringe needles (SmallParts) into the free ends of the respective aqueous and oil inlet tubes (no adhesive necessary). Place the outlet tubing into a waste reservoir. This tube will later be moved into a collection reservoir.
- Move the device and attached tubing to the microscope stage, align, and focus on the device nozzle using an available objective (20x was used for this experiment). Adjust for K hler illumination and other microscope settings as required for optimal recording.
- Fill a 1 mL syringe (BD) with the well-mixed aqueous phase and a 3 mL syringe (BD) with the oil phase solution prepared in Step 2. Note that any syringes of any volume may be used and should be carefully selected depending on the desired run times and minimization of any pulsatility. Tilt one syringe vertically and flick to move air bubbles to the syringe outlet. Slowly depress plunger enough to push the air to the syringe tip. Holding the syringe vertically, connect the syringes to the respective syringe needle already attached to the device in Step 3.3. Depress plunger to force the air through the syringe needle dead volume until fluid is pushed through the tubing almost to the device. Securely mount the syringe to a syringe pump (Nexus 3000, Chemyx) and engage the plunger block. Repeat connections for the second syringe and mount to a second syringe pump.
- Power on each syringe pump and program using the pump manufacturer’s protocols. Set the initial flow rates to Qoil = 50 μL/min and Qaq = 5 μL/min for the oil phase and aqueous phase, respectively. Start the pumps.
- Wait for each fluid to enter the device and fill the channels, pushing out remaining dead air. This may take several minutes. If there is a large amount of air in the inlet tubing, temporarily increase each flow rate until the air is expelled. Do not increase the flow rates so high that large pressures occur in the channel, potentially leading to PDMS-to-glass bond failure.
- Using the initial flow rates, observe the formation of drops at the nozzle (results shown here: 20x magnification, frame rate 21005 fps, exposure 3 μs). Reduce the camera field of view to only the nozzle to maximize the frame rate and reduce memory requirements if possible. Capture sample videos and confirm that the sampling rate is adequate to avoid aliasing.
- To avoid jetting (see Figure 2), start with low aqueous flow rates. Slowly increase the aqueous flow rate to observe ordering of particles in the long aqueous solution channel as the flow rate increases.
- If the particle concentration is too low to provide trains with relatively few “missing” particles and the sample was not buoyancy matched, physically tilt the syringe pump toward the syringe outlet to provide gradual settling of particles toward the syringe outlet. This method is demonstrated in the video protocol. Periodically rotating the syringe along its axis may also reduce undesired settling.
- Once adequate ordering occurs, adjust the oil flow rate to tune the generation frequency and size of drops. The mean drop volume may be calculated using the aqueous flow rate divided by the drop generation frequency as measured by video capture. Iteratively adjust both flow rates to achieve desired encapsulation rates and drop volumes.
- Once stable ordered encapsulation is confirmed, move the outlet tubing from the waste reservoir into a collection reservoir or feed it into another device for subsequent testing.
- Determine the collection time based on desired number of droplets and the calculated generation frequency.
- Record the fraction of drops containing 0, 1, 2,…, N particles to quantify efficiency using either drop generation video results or by pipetting a sample of collected emulsion for inspection.
4. Representative Results
Results are presented which achieve both controlled single-particle and controlled double-particle encapsulation (Figure 3). By cutting the FC-40 oil flow rate in half, single-particle encapsulation becomes two-particle encapsulation. Conversely, we could have increased the aqueous flow rate to deliver particles to the nozzle more quickly, but we also would have increased the risk of jetting of the aqueous stream. Histograms in Figure 3 present the fractional number of particles per drop for the two cases, along with comparisons to Poisson statistics. The occasional drops with zero particles are primarily due to “missing” particles in the ordered trains, while the cases where there are more encapsulated particles than desired result from local high particle concentrations and particles which sometimes migrate toward one of the two vertical focusing positions. Note that buoyancy matching as described in Section 2 was not utilized. Instead, the syringe pump was physically tilted to allow settling of particles toward the syringe outlet, leading to a high concentration of particles during the run.
An experimental run illustrating the need for proper particle and cell concentrations is shown in Figure 4. Without full ordering, localized groups of particles order and are encapsulated, but many drops are without particles. A histogram shows the decreased encapsulation efficiency for the desired two particle encapsulation.
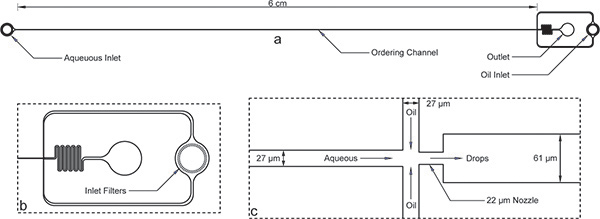
Figure 1. Encapsulation device. a) Overall device with inlets, outlet, and long ordering channel. The device height is 52 μm and the ordering channel width is 27 μm. b) Both aqueous and oil inlets have large debris filters with gaps on the order of the ordering channel width for the enlarged view of the oil inlet. c)The enlarged nozzle view shows equal channel widths of 27 μm for the aqueous and oil channels, followed by the nozzle contraction of 22 μm and sudden expansion to a wider 61 μm channel. Note that the dimensions of the device shown here have been verified using a profilometer after microfabrication and differ slightly from the nominal dimensions on the mask. A true image of the ordering channel and nozzle are available online as Supplemental Figure 1. The AutoCAD mask file has also been included online as a supplement to this manuscript.
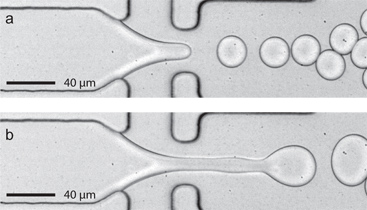
Figure 2. Hysteresis of a dripping to jetting transition using a wider device (80 μm wide x 22 μm high). a) At constant FC-40 flow rate (Qoil = 45 μL/min), steady drop formation occurs at 10 kHz using an aqueous flow rate Qaq = 8 μL/min. As the aqueous flow rate is slowly increased to 10 μL/min, jetting of the aqueous fluid stream is triggered. b) When the flow rate is returned to 8 μL/min jetting continues. Note that steady drop formation can be re-established by briefly pausing the aqueous flow pump (a 1 second pause is typical).
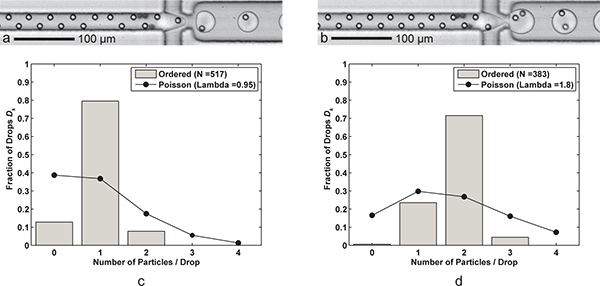
Figure 3. Single- and double- particle encapsulation. a) Drop formation with one cell per drop (Qoil = 60 μL/min, Qaq = 9 μL/min) with a drop generation rate of 6.1 kHz, average drop size of 24.4 pL, and a single-cell capture efficiencies Dk = 79.5% and Pk = 83.7% (λ = 0.95) for a sample size of nd = 517 drops and np = 491 particles. b) Drop formation with two cells per drop is achieved simply by reducing the FC-40 flow rate Qoil to 30 μL/min. The larger (39.8 pL) drops are formed at a rate of 3.8 kHz with a two-cell capture efficiency Dk = 71.5% and Pk = 79.5% (λ = 1.80) for a sample size of nd = 383 drops and np = 689 particles. c-d) Two histograms compare the drop encapsulation particle efficiencies Dk of ordered single- and double- particle encapsulation with Poisson statistics (random encapsulation). Note that for both cases, particle spacing in the direction of flow is about 17-18 μm for fully ordered, alternating particles. Supplemental videos showing both single- and double- particle encapsulation are available online. Click here to view Supplemental Movie 3a. Click here to view Supplemental Movie 3b.
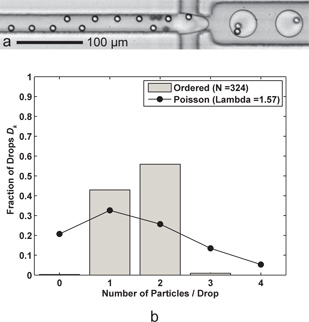
Figure 4. Concentration greatly affects encapsulation efficiency. a) As the concentration decreases, full ordering does not occur, and thus “holes” in the trains emerge, leaving some drops with fewer than anticipated particles. b) The histogram shows the decreased efficiency (Dk = 55.9%, Pk = 70.9%) for two-particle encapsulation due to a lower value of λ = 1.57 where there are nearly as many single-particle drops as there are double-particle drops. This figure results from Qoil = 30 μL/min and Qaq = 9 μL/min, the same flow conditions as for Figure 3b. A representative supplemental video is available online. Click here to view Supplemental Movie 4.
