One of the critical steps in the process described above is the etching of the mesa (step 1). It is important to etch enough to remove the 2DEG below while avoiding overetching. Therefore, it is recommended to use a bulk GaAs dummy sample to test the etching solution before performing the etch on the GaAs/AlGaAs sample. The etch rate of the GaAs/AlGaAs heterostructure is larger than that of GaAs, but the etching of the dummy can give an indication to whether the solution is more or less reactive than usual and the etch time of the actual sample can be adjusted accordingly.
Once the devices have been fabricated, they are ready to be attached to a sample holder using silver epoxy. Wire bonding between the sample's bonding pads and the sample holder's connection pins is done using 25 μm Al wire. It is best to avoid observing the devices in a Scanning Electron Microscope (SEM) because there is a risk of damaging them. Instead, there are simple tests that can be done at fairly high temperatures (~4 K) and that allow to confirm if any of the gates are broken or missing before cooling the sample in a dilution refrigerator for further characterization. One of these tests consists in applying a voltage bias between two ohmic contacts and measuring the current driven through the sample as a function of the voltage applied on a pair of gates. An example of such measurements is shown in Figure 5. The curves in Figure 5 show two distinct regimes. The first regime ranges from 0 V to -750 mV and presents two depletion steps: one at about -300mV corresponding to the depletion of the 200 nm wide leads and one at about -750mV corresponding to the depletion of the 60 nm wide gates. The second regime at lower voltages shows plateaus that correspond to the quantization of the conductance. Typical values for pinch-off points between pairs of gates range between -500mV to -2V. Moreover, one shouldn't apply positive voltage above 500 or 600 mV on a gate since it could damage the Schottky barrier. From Figure 5, it is possible to conclude that, in the case of this particular sample, the gates are likely to be geometrically similar since the TC-TL and TC-TR pairs pinch off the current at approximately equal voltages. The same goes for the TC-BL and TC-BR pairs. However, the fact that the current still flows between the TC and BC gates even for high voltages indicates that the BC gate is either broken or missing. Usually, about 50% of the tested devices have fully functional gates and ohmic contacts.
Once a suitable device has been found, it can be loaded into a dilution refrigerator for characterization at low temperatures (<100 mK). The voltages on each of the gates must then be adjusted to form the double dot. It is not the goal of this paper to detail this adjustment process. Once a double dot has been formed, a stability diagram can be measured to check if the double dot can reach the few-electron regime. This is done by applying a small constant source-drain bias (~10 μV) and by measuring the current through the double dot as a function of the voltages applied on the BL and BR gates. If the design of the device includes a quantum point contact which serves as a charge detector, it is preferable to use this, rather than the current through the dot, for the measurement of the stability diagram11. A measured stability diagram and a schematic of an ideal result are shown in Figure 6. As shown in Figure 6b, current only flows through the double dot at triple points. The zero-electron regime is reached when no more triple points can be observed in the stability diagram, no matter how negative the voltages on the gates become. However, the fact that current no longer flows through the dot for high voltages can also indicate that the tunnel barriers connecting the source and drain to the double dot have been completely pinched off. Spin blockade can be measured at different triple points to prove that the few-electron regime has been reached12, but the exact number of electrons in the double dot needs to be determined using charge sensing. For more detailed information regarding stability diagrams, spin blockade and charge sensing see R. Hanson et al.13
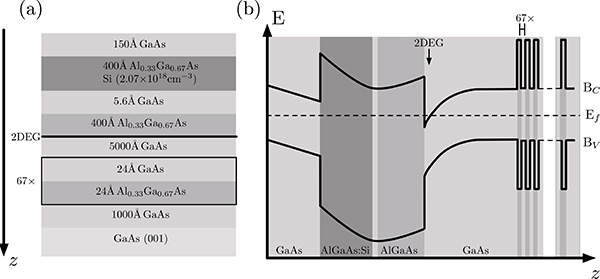
Figure 1. a) Sequence of layers present in a GaAs/AlGaAs heterostructure grown by molecular beam epitaxy. b) Band structure of the heterostructure shown in a). Bc and Bv are respectively the conduction and valence bands. The only region where the conduction band is below the Fermi level (Ef) is found between the 5,000 Å layer of GaAs and the 400 Å layer of AlGaAs. It is here that the 2DEG is found. Click here to view larger image.
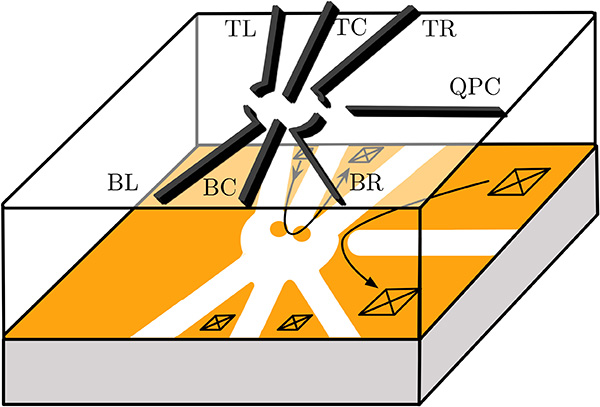
Figure 2. Schematic of the metallic gate electrodes (dark grey) of a double quantum dot deposited on top of a GaAs/AlGaAs heterostructure. The 2DEG is shown in orange and the depleted regions are white. The black squares represent ohmic contacts and the arrows show the current flow through the dot and the quantum point contact (QPC). The two dots are located in the orange regions where electrons still remain in the center of the depleted zone. Gates BL and BR are used to control the number of electrons on the left and right dots respectively. BC and TC control the tunnel barrier between the two dots. TL is used to tune the tunnel barrier between the source and the left dot while TR tunes the barrier between the right dot and the drain. Click here to view larger image.
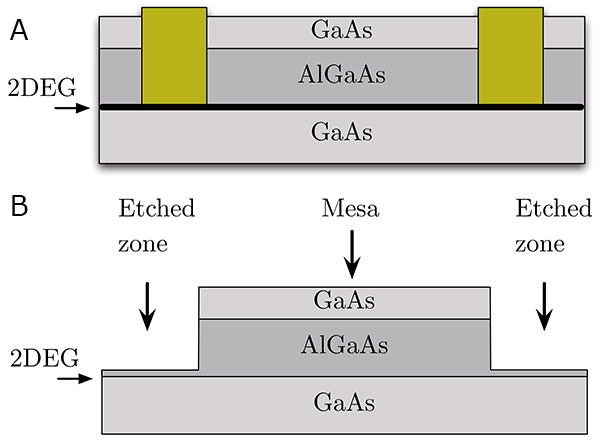
Figure 3. (a) Schematic of a Ni/Ge/Au ohmic contact (golden rectangles) diffused by rapid thermal anneal from the surface of the sample down to the 2DEG. (b) Lateral view of the surface of the sample that is etched to create the mesa. Click here to view larger image.
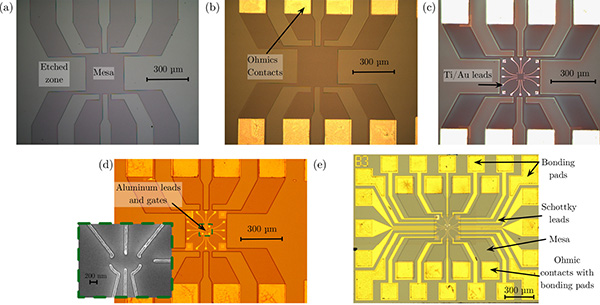
Figure 4. Optical microscope images of a double quantum dot device after different steps of the fabrication process. (a) Device after the etching of the mesa (step 1). The light gray areas have been etched away preventing the electric current from flowing through these regions, while the dark gray regions still present a 2DEG. (b) Device after the fabrication of the ohmic contacts (step 2). The ohmic contacts are the gold squares. (c) Device after the fabrication of the Ti/Au Schottky leads (step 3). The leads are the white lines in the center of the image. (d) Device after the fabrication of the Al Schottky leads and gates (step 4). These are found in the green square in the center of the image. A SEM image of the gates used to define the quantum dots is also shown. (e) Device after the fabrication of the Schottky leads and bonding pads (step 5). Click here to view larger image.
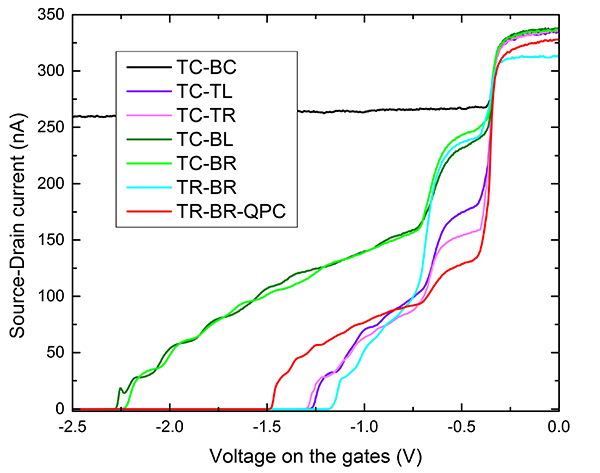
Figure 5. Current flowing from source to drain as a function of the voltage applied on different pairs of gates. The depletion of the electron gas begins at ~-400 mV and is finished at ~-700 mV. The voltage bias applied between the source and the drain is 500 μV and the current is measured by a two-point measurement. All curves are taken at 1.4 K. Click here to view larger image.
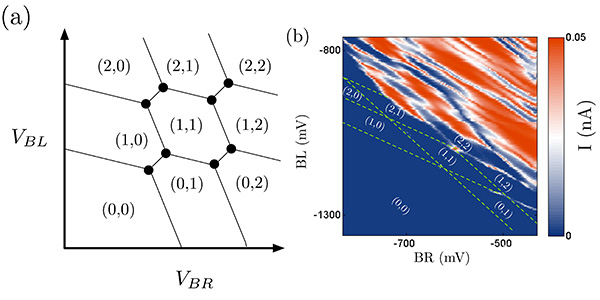
Figure 6. (a) Schematic of an ideal stability diagram that would be obtained using a QPC. Lines can be observed when an electron tunnels onto one dot or between the dots. The black circles represent triple points where it is possible for current to flow through the dot. (b) Stability diagram obtained by measuring the current flowing through the dot with TL = -100 mV, TC = -350 mV, TR = -1,080 mV, BC = -1,160 mV, QPC = -600 mV and a source-drain bias of 10 μV. The sample was bias-cooled with a voltage V = +500 mV on each gate, which shifts all the depletion and pinch-off points by approximately 500 mV and reduces telegraphic noise in the experiment14. For this type of stability diagram, only the triple points are supposed to be visible, as is the case here for the most negative voltages. In both (a) and (b), the numbers (L,R) indicate the number of electrons in the left and right dot for different values of the voltages on the BL and BR gates. The green lines in (b) are guides to show the regions with a constant number of electrons. Click here to view larger image.
