One of the more challenging metal forming operations currently being practiced in the aerospace and transportation sectors is metal spinning, including derivatives such as shear forming and flow forming1,2. In this process, an axisymmetric workpiece is placed on a mandrel representing the final desired shape, and spun into contact with one or more impinging rollers. The workpiece being compressed between the roller and mandrel then plastically deforms, with a diverse response including combined bending, thinning and axial elongation. In a material which has limited ductility or is otherwise difficult to form, this is sometimes carried out at elevated temperature to decrease flow stress and increase ductility.
From a processing standpoint, there are a wide range of parameters which can dictate the shape and properties of the manufactured component. Numerous studies have focused on statistical techniques for optimizing various parameters3,4,5. Variables include tooling geometry, such as the shape of the tool and mandrel; forming speeds including both mandrel rotation rate and tooling feed rates; as well as material properties. When elevated temperatures are required, practitioners need to assess the minimum temperature required while still retaining a sound product.
Cast aluminum alloys are employed in a wide variety of automotive and aerospace applications, with alloy A356 used in automotive wheels. However, this alloy is not suitable for forming at room temperature6,7 owing to its limited ductility and must be formed at elevated temperatures. This introduces a host of processing complexity, principally in controlling temperature. As this material's properties change significantly with temperature8, it is particularly important to perform instrumented trials in which thermal conditions can be kept to within a reasonable processing window and be monitored. Detailed data on the thermomechanical behavior of as-cast A356 ranging from ambient temperature to 500 °C over a wide range of strain rates can be reviewed elsewhere.9
In order to support development and optimization of flow forming operations for wheel manufacturing, custom forming equipment has been developed at the Department of Materials Engineering at the University of British Columbia (Figure 1). This apparatus has been built primarily from a manual, belt-driven capstan lathe with a total output of 22 kW, and a propane torch heating system with a peak output of 82 kW (Figure 2). A mandrel with embedded thermocouples along with a rigid roller assembly (Figure 3) has been installed, which is capable of forming workpieces up to 330 mm in diameter. The mandrel has a manually activated clamping system which is able to account for large changes in workpiece diameter occurring during processing (Figure 4). A battery operated Data Acquisition (DAQ) system containing a miniature wireless computer capable of monitoring the temperature of the mandrel during forming and the blank for characterizing heating has been installed on the quill of the lathe. While other flow forming processes have been synthesized using adapted lathes4,10, the present apparatus is the first to embody in situ heating and thermal data acquisition.
A processing protocol for industrially-scaled forming operations has been developed to provide indicative processing conditions. Described subsequently, this protocol consists of tooling and workpiece preparation, forming practice, concluding with end of forming trial operations.
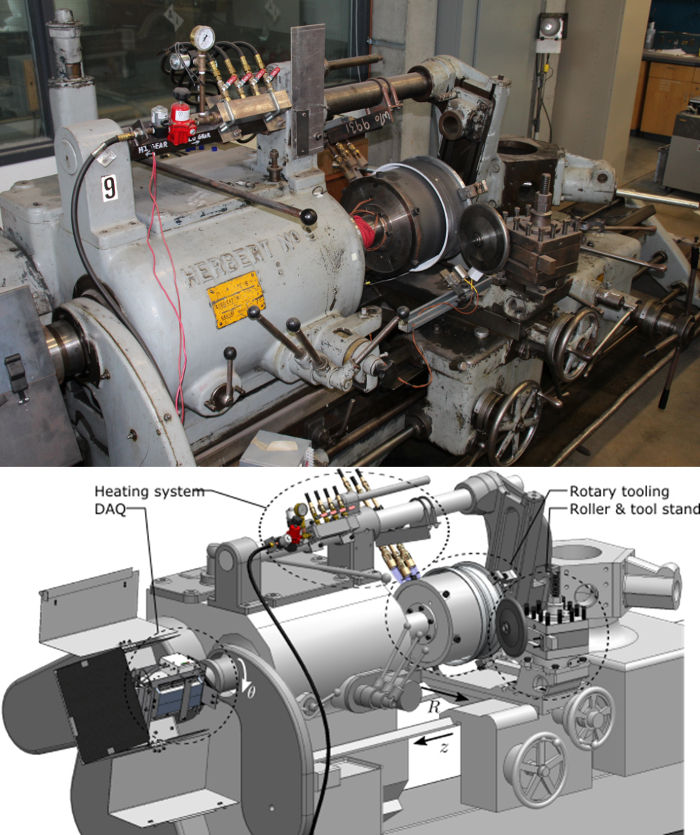
Figure 1: Experimental apparatus overview. Principle components which have been added to a modified capstan lathe for forming at elevated temperatures. Photograph of equipment (top) and main working directions and components labelled on a computer-aided design depiction (bottom). Please click here to view a larger version of this figure.
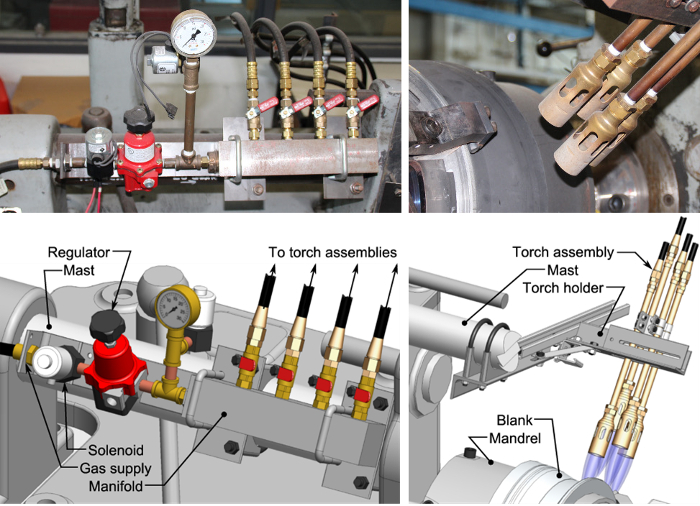
Figure 2: Heating system detail. A propane heating system with four discrete burners (top and bottom right) actuated from a central manifold containing a gas control solenoid (top and bottom left). Gas pressure and a discrete flow rate to each of the burners is possible, along with placement along the blank to conform to different geometries. Please click here to view a larger version of this figure.
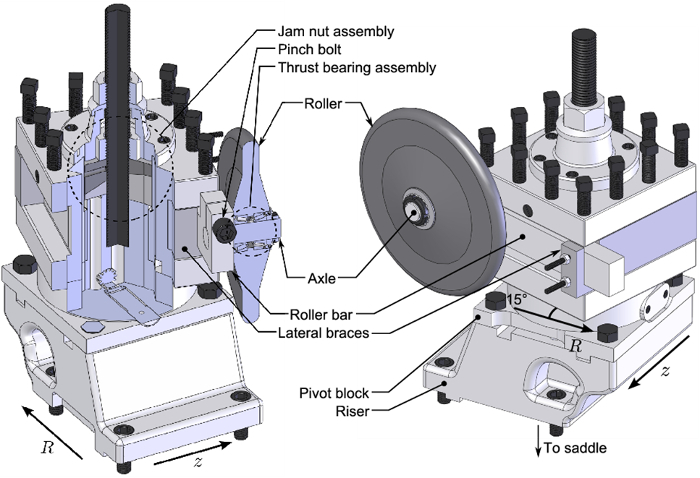
Figure 3: Roller stand assembly detail. The original tool holder on for the lathe has been adapted to hold a roller at arbitrary angles relative to the turning axis of the mandrel via a jam nut assembly. Please click here to view a larger version of this figure.
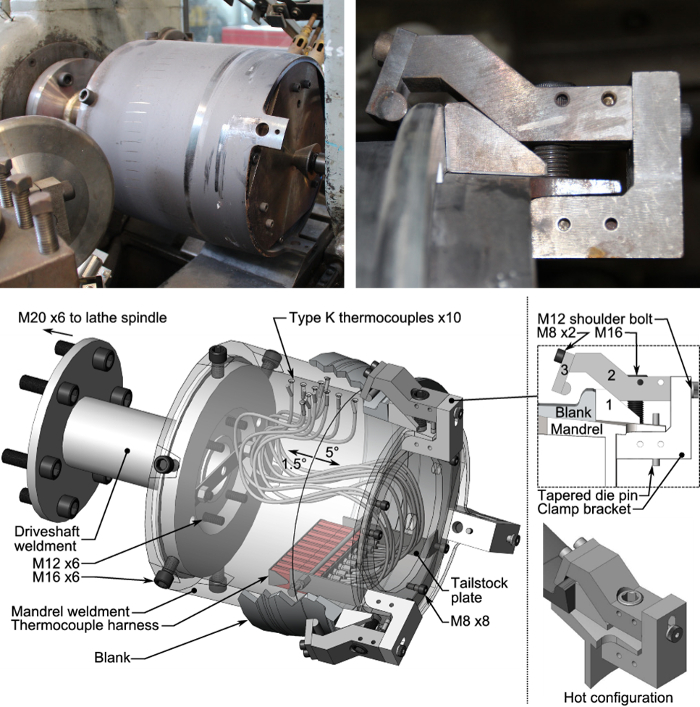
Figure 4: Instrumented mandrel and clamp system overview. The rotary tooling has been designed to bolt directly to the lathe spindle, which is in turn supported by a live center on the tailstock (top and bottom left). Clamp assembly/operation is also depicted (top and bottom right). Please click here to view a larger version of this figure.
As-cast aluminum A356 workpieces were formed according to the method described in this paper. The workpieces were obtained from as-cast wheels from a North American wheel manufacturer employing the low-pressure die casting process. One workpiece instrumented with thermocouples was not formed, but underwent the pre-heating cycle (Protocol Section 3, steps 3.3-3.5) to capture the distribution of temperature across the surface of the blank during this aspect of the process. This response is shown in Figure 5. A further 3 samples were deformed to various levels, including one which received two forming passes for a high level of deformation. The first two samples and the first pass performed on the latter sample served to straighten the workpiece with little demonstrable change in wall thickness. The latter sample peak wall thickness reduction was approximately 10%, the majority of which was achieved in the second pass. Cross-sections and microstructure of the as-cast blank and those obtained in multi-pass sample are shown in Figure 6. Here, the as-cast microstructure is shown to significantly be refined by the process with dendritic features barely discernable. The interdendritic eutectic is broken up by the deformation imposed, creating a much more homogenous microstructure than in the as-cast state. This improves the overall ductility as well as fatigue and fracture properties of the component. The authors have previously described more details of workpiece geometry, specific cross-sectional changes in wall thickness, defects observed, and dimensional variation in microstructure on the full set of samples8,13.
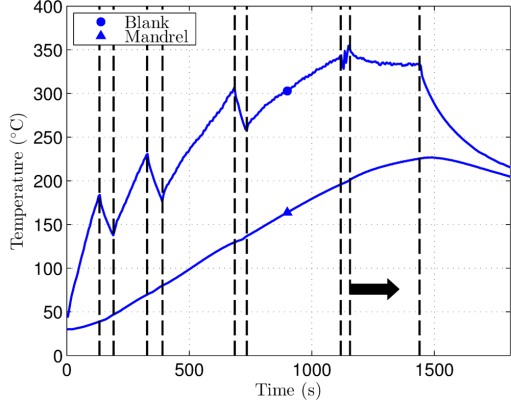
Figure 5: Typical temperature profile of mandrel and blank. A representative transient thermal response of the blank and mandrel obtained with the heating system. Vertical dashed lines indicate where clamps were tightened during the preheating steps, and the black arrow depicts forming. The last vertical line shows where the heating system was turned off whilst the system cooled.
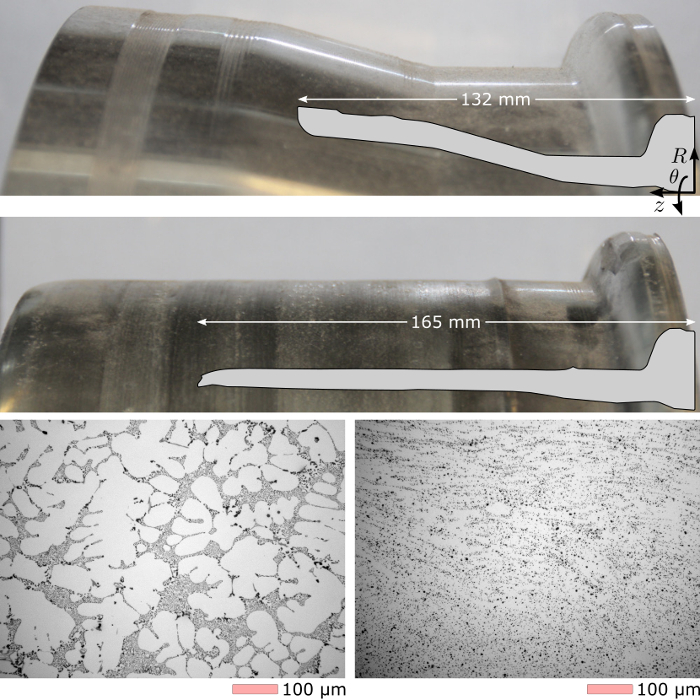
Figure 6: As-cast and formed result. The as-received, as-cast blank surface and geometry having a minimum inner diameter of 330 mm (top) was deformed in two passes to provide the result shown (middle). The as-cast dendritic microstructure (bottom left) is visibly modified by the forming operation and a subsequent T6 heat treatment (bottom right) as observed with optical microscopy8,13. Please click here to view a larger version of this figure.
