Figure 3B shows images of the layers of hydrogels polymerized using the fabrication set-up. Figure 3B(i) shows a fabricated 400 µm thick base layer with a 600 µm aperture. Figure 3B(ii) shows a further two layers that were layered on top of the base layer; a 500 µm tall perimeter and an 800 µm tall axle in the middle. The total fabrication time for these three layers was less than 3 minutes taking into account 4 seconds of exposure for each layer and time taken to adjust the height of the bottom substrate and alignment of photomasks. Previous work performed on the same fabrication set-up demonstrates that a variety of designs can be fabricated with resolutions as high as 100 µm.
The hydrogel components could also be easily doped with iron oxide nanoparticles. The exposure times were optimized to ensure thin layers (200 µm) of PEGDA prepolymers doped with iron oxide nanoparticles could be fully polymerized. Figure 5A shows the photomask used to define the shape of the iron oxide segment to be polymerized. The un-doped PEGDA prepolymer can be fully polymerized within 4 seconds of UV exposure. However, when the iron oxide doped prepolymer was exposed for 4 seconds to UV, the resultant hydrogel was not fully polymerized, as can be seen in Figure 5C. The segment generated was thinner (as compared to a fully cross-linked segment shown in Figure 5B), and the edges were uneven with compromised fidelity as compared to the shape defined by the photomask. UV exposure of 10 seconds was required to fully cross link the iron oxide segment and Figure 5B shows the iron oxide segment that was generated; the polymerized iron oxide segment is of full thickness (200 µm) with straight edges, and shape fidelity is closely maintained as compared to the photomask (Figure 5A). Conversely, over exposure (>15 seconds) to UV light generated iron oxide segments that were over polymerized. Figure 5D shows an over polymerized segment that has poor shape fidelity and is larger than the shape defined by the photomask.
Figure 6A shows a complete device after sealing with proper alignment by utilizing photomasks with alignment marks. The gear within the device is entirely within the central void of the device and is thus responsive to magnetic actuation. Figure 6B shows a device with a misaligned sealing layer. Figure 6C shows the bottom layers of hydrogel and the gear itself elucidated with black outlines and Figure 6D shows the misaligned sealing of the top hydrogel layer elucidated in white outlines. As can be seen from Figure 6D, portions of the gear that fall within regions where polymerization would take place during sealing (shown in red fill) results in portions of the gear being anchored to the bulk of the hydrogel material. This prevents the gear from moving during actuation.
Figure 7 shows a functional single gear device that was fabricated (total fabrication time ~15 minutes). The total thickness of the device is 2 mm and the longest dimension of the device is 13 mm. The top and bottom layers of the device is 400 µm thick and the gear has a height of 1 mm. This design allows for a 100 µm clearance on the top and bottom surface of the gear to allow for movement. The top most layer of the device has a 600 µm aperture and the axle for the gear is 400 µm in diameter. Figure 5B shows images of the device when it is actuated with a magnet such that the gear performs a full rotation as can be observed from the change in position of the iron oxide segment from (i) through (vi).
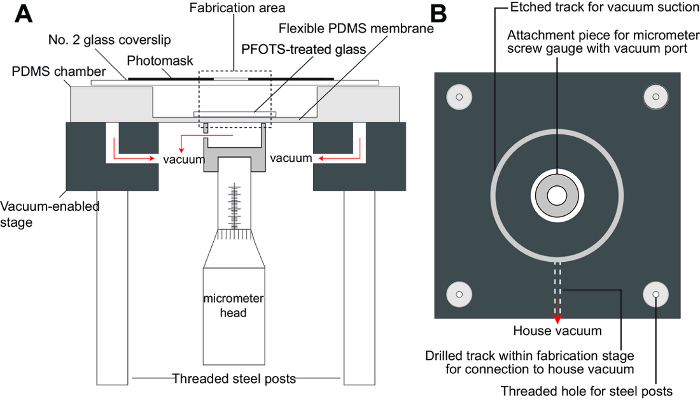
Figure 1. Fabrication set-up for hydrogel-based micromachines. A) Schematic of fabrication stage. This schematic shows the various components of the fabrication set-up including the PDMS chamber in which the hydrogels are formed within the fabrication area, a vacuum-enabled stage which holds down the PDMS chamber as well as attaches the flexible membrane to a micrometer head for height control, and top substrate consisting of a glass coverslip that is either untreated or coated with PDMS. B) Schematic of the top view of the fabrication stage (without PDMS chamber). The UV light source is then positioned such that the incident angle of the light is perpendicular to the horizontal plane of the fabrication stage (not shown in figure). Please click here to view a larger version of this figure.
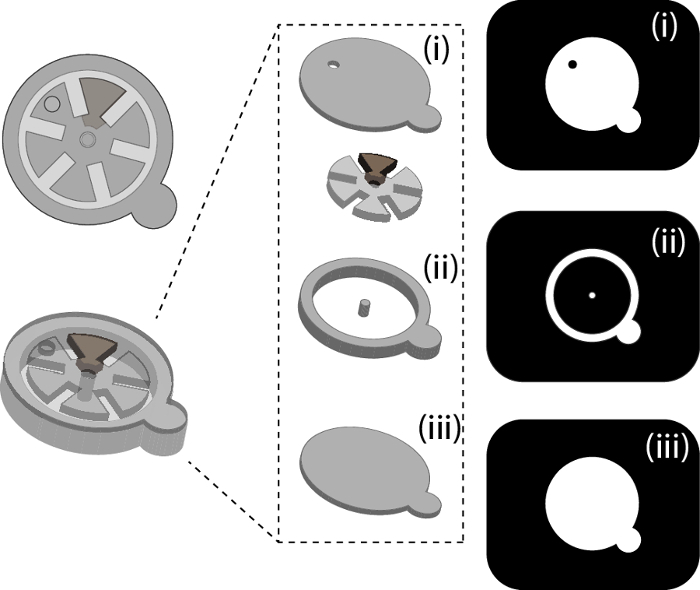
Figure 2. Schematic of single-gear hydrogel-based device and photomasks used for each layer. A) Schematic of the top- and oblique-view of a typical hydrogel-based device that can be fabricated using this strategy. This device consists of a single gear that contains an iron-doped segment which allows for magnetic control. B) Schematic of the individual layers and components within the device. This single-gear device consists of a top sealing layer (i), support structures such as the post for the iron-doped gear and the walls of the device (ii) as well as a bottom layer (iii). C) Photomask designs used to fabricate the single-gear device. The photomasks are designed dark field; desired features are left transparent while the background is dark. This panel shows the photomask designs corresponding to the top sealing layer (i), support structures (ii) and bottom layer (iii). Please click here to view a larger version of this figure.
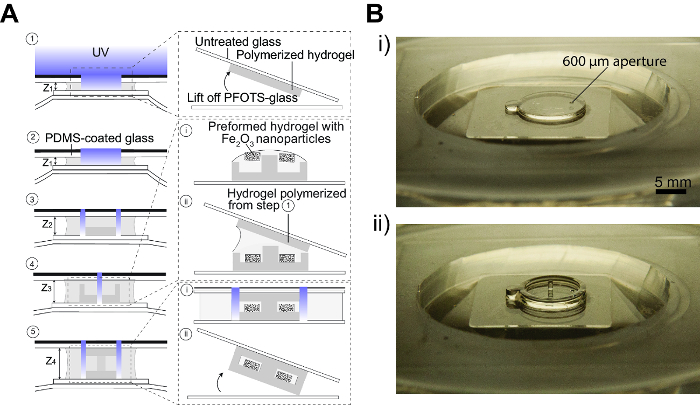
Figure 3. Layer-by-layer photolithography of hydrogel-based micromachines. A) Schematic of step-by-step process for device fabrication within the fabrication area of the PDMS chamber. 1: A small volume of PEGDA prepolymer is pipetted onto the glass coverslip bonded to the flexible membrane of the PDMS chamber (bottom substrate). A piece of untreated glass coverslip is used as the top substrate and a photomask is placed on top of this top substrate. The height of the bottom substrate is brought to the desired height (Z1) using the micrometer head. The hydrogel prepolymer is then exposed to UV light through the photomask. The top substrate can then be lifted off the PDMS chamber and the hydrogel remains adhered to the top substrate (inset). This layer is then reserved for later use. 2: Step 1 is repeated but the top substrate is now replaced with PDMS-coated glass. The polymerized hydrogel will remain adhered to the bottom substrate. 3: The height of the bottom substrate is lowered (Z2> Z1) and more prepolymer can be added to the fabrication area. A second photomask is used and the prepolymer is exposed to UV light once again. 4: Step 3 can be repeated (Z3 >Z2) until the desired support structures are created. (i) Once the support structures are completed, the top substrate can be removed to allow for access to fabrication area for introduction of any preformed hydrogel components (e.g., iron-doped gear). (ii) Once the preformed components have been placed and properly aligned, the hydrogel layer from Step 1 can be placed on top of the fabricated structure and aligned. 5: All the layers are then exposed to UV light through a photomask that seals the edges of the device. (i) The sealing step seals the entire device while the interior components are shielded from further UV exposure. (ii) The sealed device can then be lifted off the fabrication chamber as it would preferentially adhere to the top substrate. Please click here to view a larger version of this figure.
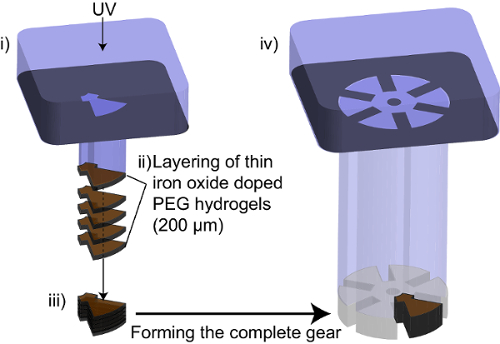
Figure 4. Steps for iron-oxide nanoparticle doping of hydrogel components. (i) UV light is exposed through a photomask defining the iron oxide-doped segment within the hydrogel gear. (ii) Thin (200 µm) layers of iron oxide-doped hydrogel is polymerized each time and stacked on top of each other. (iii) The layer of thin layers creates a segment with total height of 1 mm. This segment is left in the fabrication layer. (iv) Un-doped prepolymer is then deposited into the fabrication area and a photomask that defines the complete shape of the gear is then used during cross-linking. This enables the formation of the complete gear with an iron oxide-doped segment. Please click here to view a larger version of this figure.
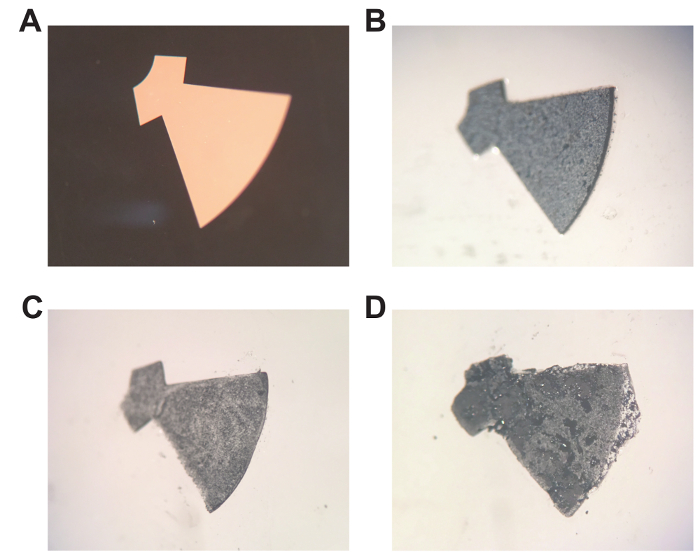
Figure 5. Photopolymerization of iron oxide-doped hydrogel components. A) Photomask of gear segment to be doped with iron oxide nanoparticles. B) Iron oxide-doped hydrogel that has been optimally polymerized (10 s exposure). C) Iron oxide-doped hydrogel that has been under-polymerized (4 s exposure). D) Iron oxide-doped hydrogel that has been over-polymerized (20 s exposure). Please click here to view a larger version of this figure.
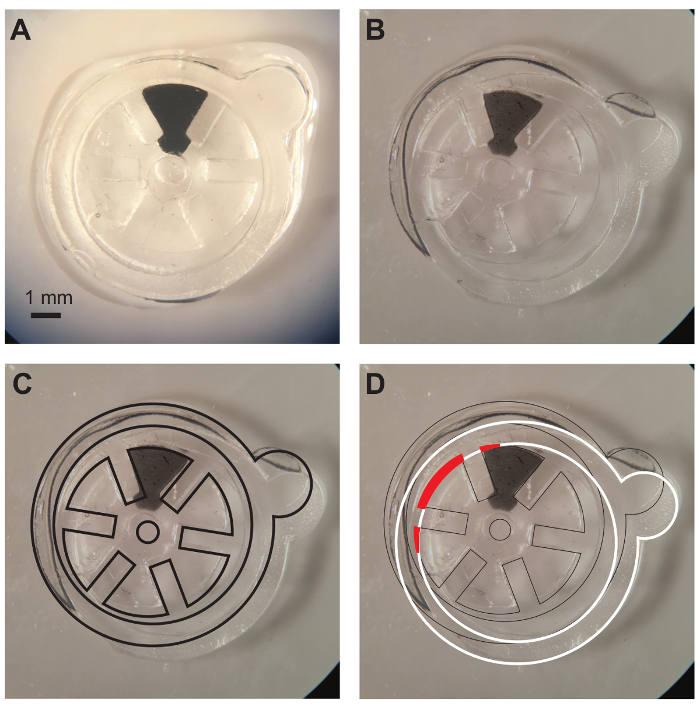
Figure 6. Alignment of hydrogel layers during sealing of device. A) Image showing the correct alignment of hydrogel layers with free-moving gear that is entirely within the void of the device. B) Image showing device with misaligned hydrogel layers (B, C, and D are images of the same device but with different layers highlighted). C) Same image as in (B) but with black outlines elucidating bottom layers which are correctly aligned. The gear is correctly placed within the bottom layers. D) Same image as in (B) but with white outlines showing the misaligned top layer of hydrogel. The gear has been partially polymerized during the sealing step and portions of the gear (red fill) has been anchored to the bulk material of the device. This renders the device non-functional. Please click here to view a larger version of this figure.
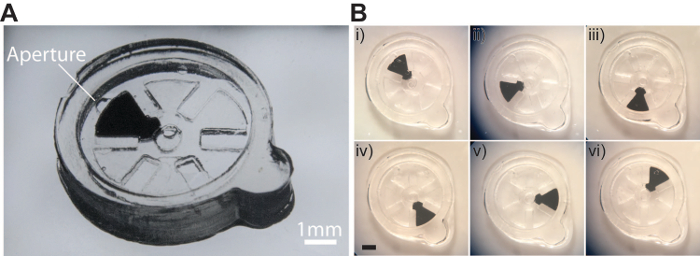
Figure 7. Actuation of a single-gear hydrogel-based micromachine. A) Image showing the fabricated device. B) Images showing the different orientations of the gear upon actuation. (i) From its initial orientation (0°), the gear is rotated by (ii) 60°, (iii) 120°, (iv) 180°, (v) 240°, and 300°. Scale bar is 1 mm Please click here to view a larger version of this figure.
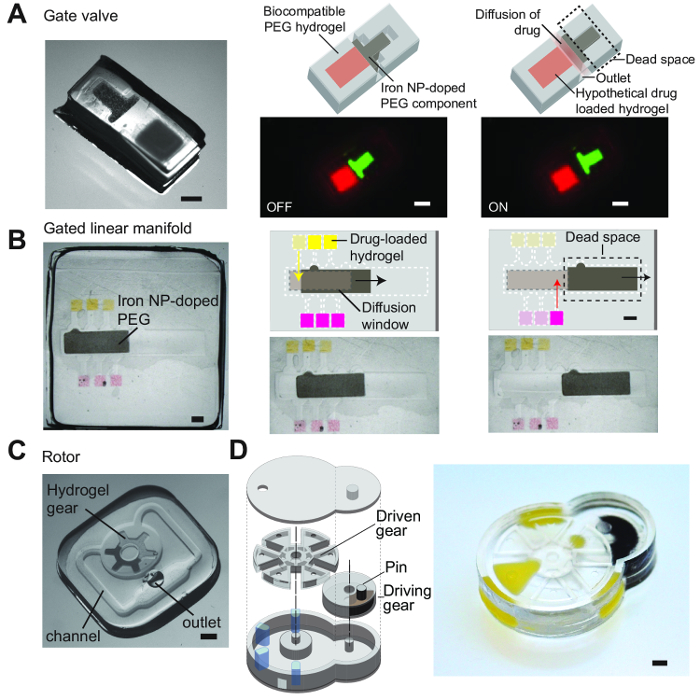
Figure 8. Versatile fabrication of various designs for hydrogel-based micromachines. A) A simple gate valve which controls the release of drugs from a single reservoir. The linear movement of the iron oxide-doped hydrogel component gates the diffusion of a hypothetical drug out through and outlet. B) A gated linear manifold which controls the release of drugs from multiple reservoirs. Each reservoir contains hypothetical drugs and the movement of the iron oxide-doped component gates the movement of drugs out of these reservoirs through a window of hydrogel that allows for the diffusion of these drugs out to the exterior. C) A simple rotor that can be actuated to spin about an axis. D) A sophisticated design based on the Geneva drive. A driving gear with a pin is able to engage a larger driven gear and produce intermittent movement; a full rotation of the driving gear rotates the driven gear by 60°. All scale bars are 1 mm. From Chin, S. Y. et al. Additive manufacturing of hydrogel-based materials for next-generation implantable medical devices. Science Robotics. 2 (2), (2017). Reprinted with permission from AAAS17. Please click here to view a larger version of this figure.
