Tests were conducted on isolated connectors to evaluate the effectiveness of the smoothing method. In addition, two methods of impregnation and insertion of the connectors were compared. The wet method involved impregnating the anchors immediately before insertion, as in the presented protocol. The hardened (or pre-impregnated) method consisted of impregnation of the embedded region of anchors in advance, at least 24 h before insertion.
In tests conducted following the proposed method, an average increase of 27 MPa was achieved compared with non-smoothed specimens of the same embedment length and hole diameter. Of note is the difference in terms of the standard deviation, which was only 10.9 MPa for smoothed specimens following the method, whereas for an identical configuration and non-smoothed specimens it was 88.2 MPa. It should be noted that the tensile strength of the tested carbon fiber ropes was not achieved in any test, as all anchors exhibited premature failure due to being in shear.
The difference between the two impregnation and installation methods was not important in terms of the ultimate load, but it was significant in terms of the scatter. This has been related to the relative ease of quality control, which is critical for spike anchors. It should be noted that the handling of FRP anchors requires skillful workers. Nevertheless, given that the quality of the impregnation is difficult to control in the hardened method, this method is not recommended. Pre-impregnated connectors had higher standard deviations when embedment length was sufficient to prevent adherent failure (100 and 125 mm embedment lengths, hemb). Results obtained from wet and hardened anchors with smoothed holes are displayed in Figure 4.
Load-bearing capacity calculated according to the equations presented fits the available data in pull-out and shear. To find out more about this design modeling and the test results, please see previous works by the authors7,14.
Once the load bearing capacity of isolated spike anchors has been addressed, it is crucial to evaluate the contribution to the overall strength of externally bonded reinforcements. The existing data for anchored FRP joints in simple situations with spike anchors (i.e., single or double shear tests on concrete specimens) are quite limited. The proposed steps for design with FRP anchors were found to fit acceptably well to the existing database including tests by different authors5,19,20,21,22.
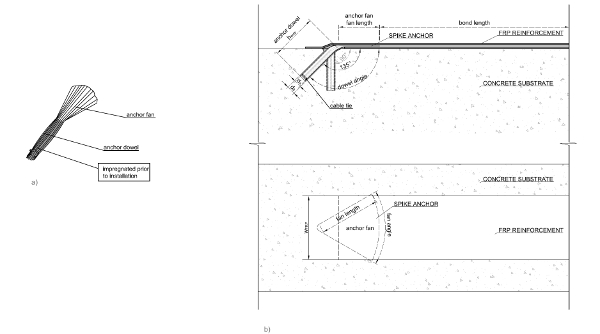
Figure 1: Configuration and dowel angles of FRP spike anchors. The dowel angle, together with the embedment length, plays a major role in stress concentration in spike anchors. The fan angle must be adapted to the width of the external reinforcement. (a) Typical FRP spike anchor. (b) Variables for design (fan angle, dowel angle, embedment length, and fan length) are summarized. The parameters d0 and da are the nominal diameter of the anchor and the hole diameter, respectively. This figure has been modified from Villanueva Llauradó et al. 201714. Please click here to view a larger version of this figure.
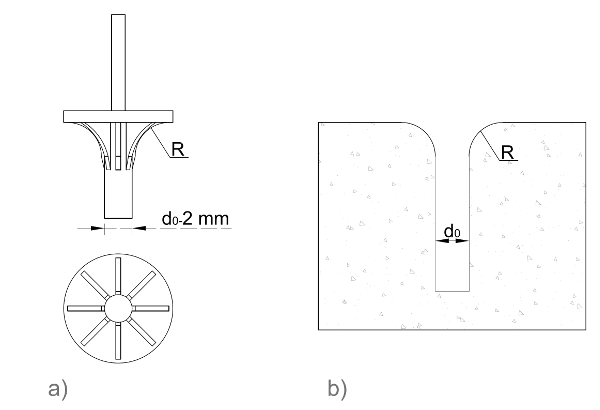
Figure 2: Customized drill bit. Generate customized drill bits with the desired radius. Diamond bits may be of choice for durability reasons. The proposed tool (a) has eight cutters. The smoothing process is terminated when the tool round plate of the tool touches the surface of the substrate. The resulting profile of the hole is shown in (b). Please click here to view a larger version of this figure.
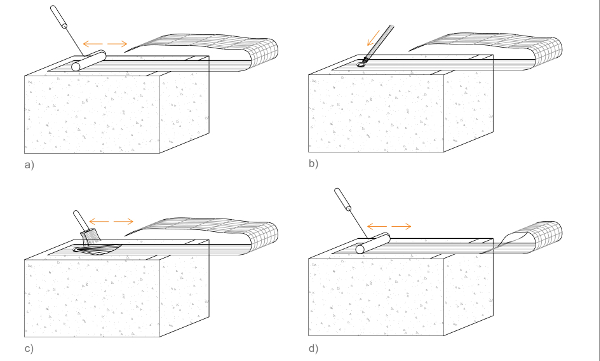
Figure 3: Connection between spike anchor and external reinforcement. The main steps involved in the installation and connection between the external reinforcement and the spike anchor are pictured here. (a) The first ply (or layer) of the FRP reinforcement is applied to the substrate with resin. (b) The insertion of the anchor dowel in the hole. (c) The free length of the anchor is fanned out and bonded to the reinforcement with resin. (d) After each step of application of resin, the air voids must be removed with a bubble roller. Please click here to view a larger version of this figure.
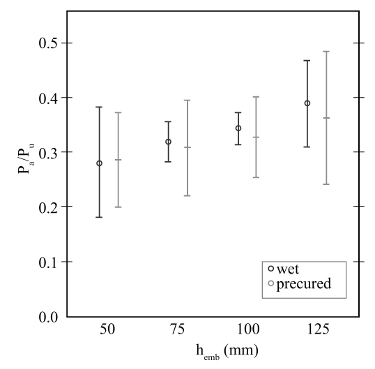
Figure 4: Influence of the insertion method on the scatter of results. Results of tests performed by the authors (mean values and error bars representing the central 95% range). There is an almost linear increase of the anchor capacity with embedment length. This is displayed together with the influence of the installation method in the scatter of results. The horizontal and vertical axes represent, respectively, the embedment length (hemb) and the ratio between the actual performance of the anchors (Pa) and their tensile strength (Pu). Please click here to view a larger version of this figure.
