Three views of 2D images were built through commercial CAD software (see the Table of Materials). In these images, practical size and technical requirements have also been added (Figure 1). Further, three-dimensional data were constructed in (Figure 2) and saved in STL format (Figure 3). As presented in Figure 4, solid parts were built on the platform of the printer. Choosing five groups of these parts, absolute error and error range was calculated (Figure 6a,b). The result showed that, in outer ring, the maximum absolute error and minimum absolute error were found in the outside diameter of the waist and in the thickness of the top respectively. In the inner ring, the maximum absolute error and the minimum absolute error were found in the inside diameter and thickness of the top respectively. The total error range was [0.00, 0.59] (Figure 6a,b).
The STL file is further be converted to Gcode file in the slicing solfware. After that, the Gcode file is transmitted into the 3D printer using an SD card. In the 3D printer, carbon fiber was fed through feeding port. A temperature control unit was used to control the melting of the carbon fiber and the nozzle was used to control the release of printing material and construct the solid model.

Figure 1: 2D image of burr hole ring. (a–c) 2D views (front view, left view and top view, respectively) of the outer ring. (d–f) 2D views (front view, left view and top, view respectively) of the inner ring. Unit: mm. Please click here to view a larger version of this figure.
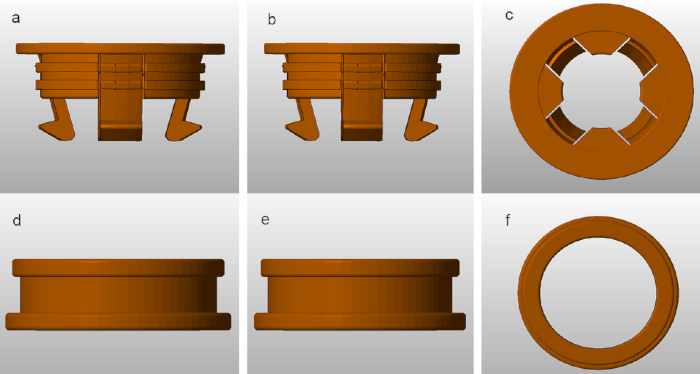
Figure 2: 3D image of the burr hole ring. (a–c) 3D views (front view, left view and top view, respectively) of the outer ring. (d–f) 3D views (front view, left view and top view, respectively) of the inner ring. Please click here to view a larger version of this figure.
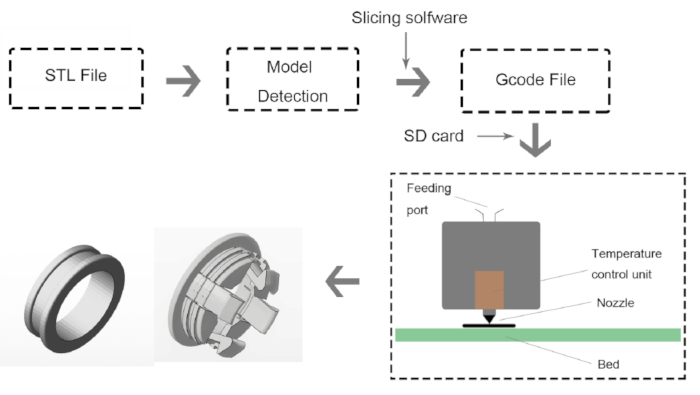
Figure 3: The flowchart for constructing a burr hole ring via 3D printing. Please click here to view a larger version of this figure.
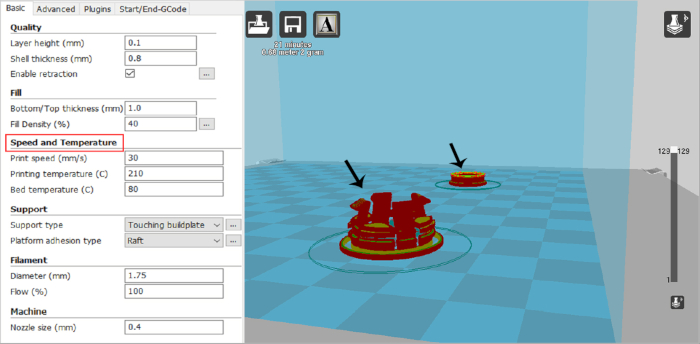
Figure 4: The process of slicing the burr hole ring by slicing solfware. In the slicing solfware, the STL model was sliced into 0.1 mm thick layers (the black solid arrows). Parameters such as speed and temperature were set (red box) as follows: printing speed at 30 mm/s, printing temperature at 210 °C and bed temperature at 80 °C. Finally, we pressed Save toolpath, and the STL file was converted into Gcode files for 3D printing directly. Please click here to view a larger version of this figure.
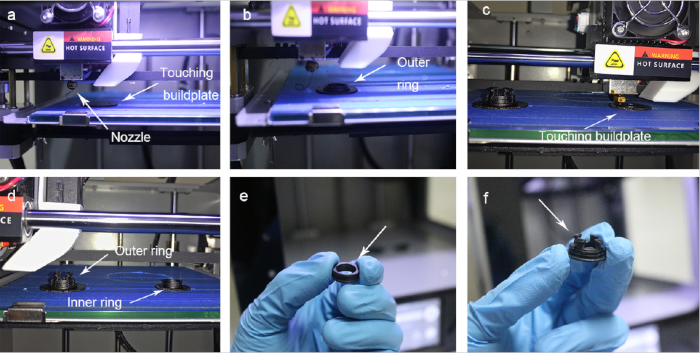
Figure 5: The example of constructing burr hole ring via 3D printing. (a)The solid arrow on the left indicated the nozzle and the solid arrow on the right side showed the touching buildplate, which was used to host the solid model. (b) The outer ring (the solid arrow) was constructed on the touching buildplate. (c) The inner ring was built on the touching builplate (the solid arrow). (d) The inner ring was built on the right side of the bed (the solid arrow). (e-f) Example of inner ring and the outer ring (the solid arrow) after polishing. Please click here to view a larger version of this figure.
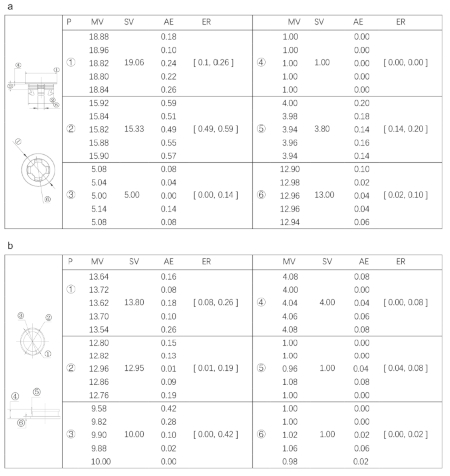
Figure 6: Measurement of absolute error. (a) Absolute error and error range of outer rings (AE = | MV – SV |; main structures: (1) outer diameter of the top; (2) outer diameter of the waist; (3) thickness of main body; (4) thickness of the top; (5) width of the hook; (6) inner diameter of the top). (b) Absolute error and error range of inner rings (AE = | MV – SV |; main structures: (1) outside diameter of the top; (2) outer diameter of the bottom; (3) inner diameter; (4) total height; (5) thickness of the bottom; (6) thickness of the top. P = part, MV = measured values, SV = standard values, AE = absolute error, ER = error range. Accuracy = 0.02 mm; Unit = mm. Please click here to view a larger version of this figure.
Supplemental File 1: Outer Burr Hole Ring. Please click here to view this file. (Right-click to download.)
Supplemental File 2: Inner Burr Hole Ring. Please click here to view this file. (Right-click to download.)
