Particle sealing and filling are two of the most critical steps in this protocol. Particles were filled with fluorescein sodium salt to demonstrate ideal filling and some common errors. Fluorescein sodium salt was used in lieu of the RABV antigen for ease of visualization. During filling, it is important to dispense solution into the bottom of particle cores, then allow enough time for the solvent/water to evaporate. Once complete, a depot of the solute remains in the bottom of the particle core (Figure 1A). Once filled, it is critical to seal the particles correctly. Figure 1B demonstrates several outcomes (successful and unsuccessful) of the sealing process. After 12 s of sealing time, a distinct pathway remains from the particle center to the outside of the particle, demonstrating a particle that is not entirely sealed. Conversely, if left to seal for 36 s, the PLGA almost entirely melts, resulting in a microstructure with a shallow profile. The Ideal morphology can be visualized when particles are sealed for 18 and 24 s, as they contain cargo entirely encapsulated by the polymer while maintaining a particle structure. Figure 1C demonstrates several potential outcomes after filling and sealing. During dispensing, if the solvent does not reach the particle bottom, it leaves solute dried in the middle of the particle core (incorrectly filled); although these particles may still seal, the poor loading of cargo can limit loading efficiency. If particles are filled with too much cargo (overfilled), the sealing process is inhibited, as the cargo prevents PLGA from flowing over the opening. When correctly filled and sealed, particles of this geometry are small enough to fit easily inside a 19 G needle. Further, 10 particles consistently flowed through a 19 G needle (100% ± 0%) when injected with a viscous solution such as 2% carboxymethyl cellulose (Supplementary Figure 7).
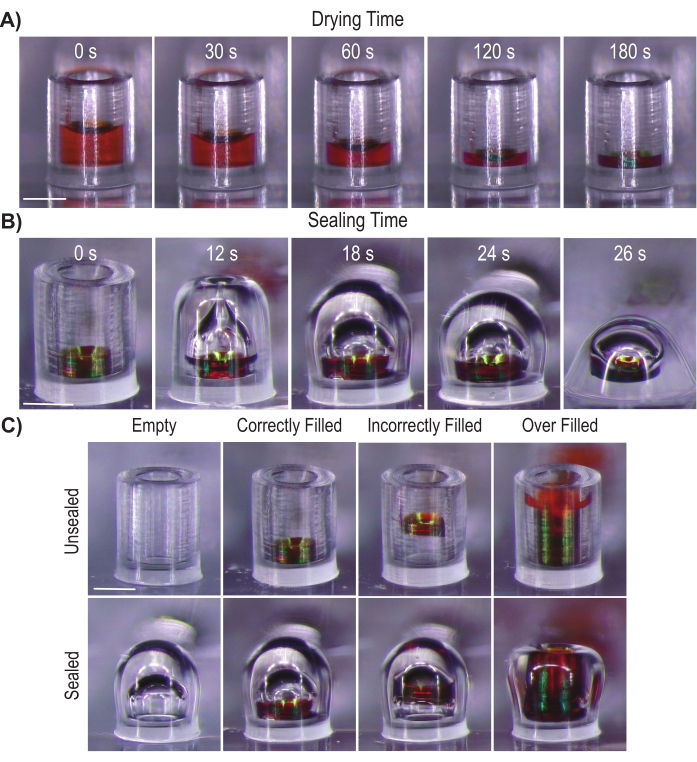
Figure 1: Common problems with the filling and sealing process. (A) Images show the evaporation of solvent after one filling cycle, where particles are loaded with 6 nL of 100 mg/mL fluorescein sodium salt dissolved in water. (B) Representative images of 502H PLGA particles removed from the sealing process at 0, 12, 18, 24, and 36 s. (C) Different outcomes of the sealing process when particles are filled correctly, incorrectly, or overfilled. Images are generated by focus stacking multiple images and merging them using focus stacking software. Scale bar = 200 µm. Please click here to view a larger version of this figure.
Processing the antigen through a spin filter prior to loading it into the particles is important for two reasons. First, the centrifugation serves to remove stock excipients in the vaccine solution, that can limit particle loading capacity while retaining the RABV antigen. The current protocol purifies the antigen by approximately 50-fold. Second, the antigen is also concentrated during this process. Figure 2A shows a micrograph of intact RABV virions in the concentrated antigen sample. This antigen is approximately 4.4-fold more concentrated than the starting stock solution (Figure 2B). The amount of antigen initially loaded into the centrifugal spin filters can be altered to modulate the final fold concentration achieved. For example, loading 40 µL of stock antigen results in an approximate 1.75-fold concentration. Supplementary Figure 8 demonstrates the importance of vortexing (step 5.15) in the concentration process. Neglecting to vortex or improperly vortexing the samples limits the concentration process.
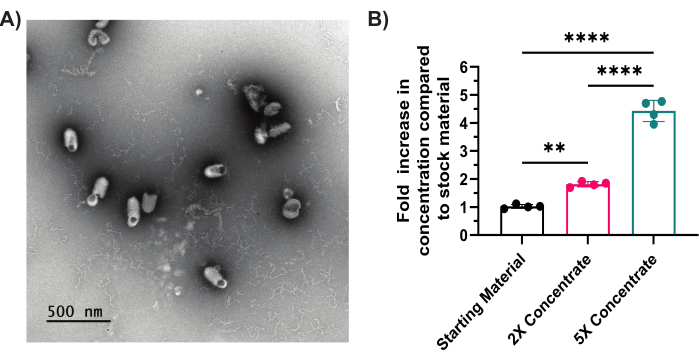
Figure 2: Antigen concentration. The concentration of antigen by centrifugal filtration shown by transmission electron microscopy (A) and confirmed by ELISA (B). Error bars indicate the standard deviation. Statistical analysis is done using Tukey's multiple comparison tests with one-way ANOVA. **p < 0.01, ****p < 0.0001. Please click here to view a larger version of this figure.
Figure 3A depicts concentrated antigen filled into unsealed and sealed particles. Although a significant amount of antigen is loaded into the particles (0.0469 ± 0.0086 IU), this material comprises <90% of the particle capacity, leaving ample space for the loading of additional antigen. Interestingly, unsealed particles only contain 0.0396 ± 0.0077 IU, comprising only 85% ± 16% of the total amount loaded. Although a statistically insignificant loss, some of the RABV antigen may have denatured during repeated rehydration and drying in the filling process. After sealing, 69% ± 5% of the antigen remains encapsulated in a bioactive form. Although this suggests significant loss occurs during the sealing process due to thermal stress, most of the inactivated viral antigen remains intact (Figure 3B). Co-encapsulation of stabilizing excipients along with the antigen is one possible strategy to further increase antigen stability throughout the fabrication process, and has previously been successful with other inactivated virus antigens14,15.
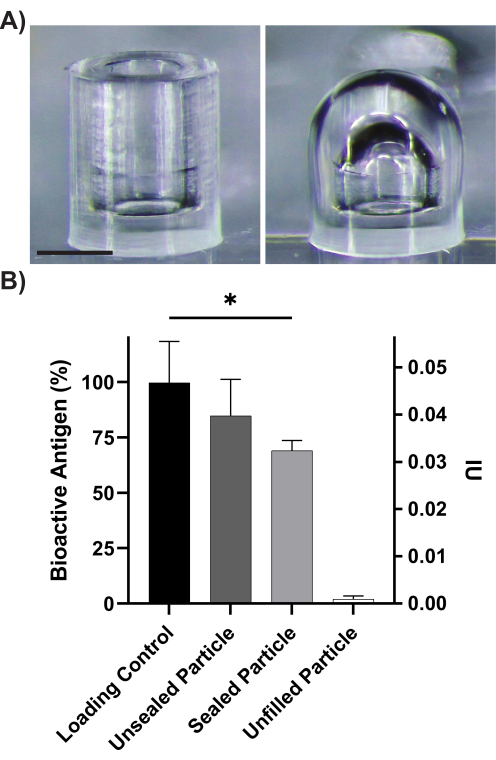
Figure 3: Bioactive RABV antigen after particle fabrication. (A) Images show unsealed and sealed particles containing the RABV antigen. (B) Antigen stability through the particle fabrication process (n = 4). Loading control is generated by dispensing the antigen directly into the solution. Error bars indicate the standard deviation. Scale bar = 200 µm. Statistical analysis is done using Tukey's multiple comparison tests with one-way ANOVA. *p < 0.05. Images are generated by focus stacking multiple images and merging them using focus stacking software. Please click here to view a larger version of this figure.
Supplementary Figure 1: Particle, fiducial, and array dimensions. The figure shows the geometric properties of the four-pointed star fiducial (A), the cylindrical microparticle (B), the five-pointed star fiducial (C), and an array of particles with fiducials (D) displayed in the CAD software. Please click here to download this File.
Supplementary Figure 2: This figure shows a cross-section of the structure placed into the oven to cure PDMS molds. Arrows indicate where binder clamps are applied. Please click here to download this File.
Supplementary Figure 3: Proper technique to efficiently recover concentrated antigen. At the end of the first spin, the concentrated sample circled in red (A) is retained in the filter, while the filtrate is collected in the bottom of the collection tube (larger outer tube). To resuspend the pelleted antigen, the centrifugal filter unit is capped using the collection tube (B) in preparation for vortexing. When vortexing, the tip of the tube is kept in contact with the vortex pad and the cap end rotated around while maintaining a 45° angle with the vortex pad (C). Please click here to download this File.
Supplementary Figure 4: Pre-run programming piezoelectric dispenser. (A) Set up the "Find Target Reference Points" by navigating from the "Main tab" to the Robot Setup > Miscellaneous >Div. Function > Find Target Reference Points. Use the buttons highlighted in blue to set the fiduciary marks. First, select Learn Template and draw a box around the fiduciary mark of interest, the verify the template accuracy by clicking on Search Template, and save the template. Do this for the four- and five-pointed stars, and save the file names according to the instructions under Use Two Different Template Images. Next, ensure all the parameters in the black boxes match. Load the four-pointed star fiducial using the Load Template (green box). Save the "Find Target Reference Points" program by selecting Task List (orange box). (B) Set up the Run by navigating to the Robot Setup > Tasks tab, then load the sequence of tasks shown in the blue box by adding tasks from the Task List (black box) using the Task in Run selections (green box). Finally, save the task (orange box). (C) Set up the "Target Substrate" by navigating to the Robot Setup > Target Substrate, then add a target (blue box). (D) Enter the parameters shown here and select Save (blue box). Please click here to download this File.
Supplementary Figure 5: Loading antigen and calibrating dispending alignment. (A) Navigate to the Nozzle Setup > Do Task tab and aspirate 10 µL of the antigen into the dispensing tip by selecting TakeProbe10 uL (black box) and clicking on DO (black box). (B) This opens a separate window. Select the well the concentrated antigen was loaded into and select OK (blue box). (C) After the antigen has been aspirated, wash the tip by selecting the blue box, and repeat this wash two more times. Select the camera (black box) and determine the drop volume by selecting drop volume (green box). Ensure a stable drop is forming with a volume standard deviation (%) <2 (orange box). (D) Following these steps will open up the Snap Drop Cam; select Image (blue box) in the drop-down menu and select Nozzle Head Camera Wizard. This opens a new window. Perform the next sequence of steps quickly. (E) Ensure the target made in Supplementary Figure 4 is loaded, then select Move To Target (blue box). Adjust the drops to 15 and select Spot (black box). Once spotted, immediately select Move (green box). Ensure Auto Find is selected and delete particle size = 12, then click on Start (orange boxes). If the auto-detection fails, repeat this process after moving to a different area on the slide (purple box). Please click here to download this File.
Supplementary Figure 6: Programing spotting array and beginning the run. (A) Navigate to the Target Setup > Target, then fill in the parameters shown in the blue box. (B) Next, navigate to the "Field Setup tab" and enter 20 into the no. of drops field (blue box), select a well (black box), then select targets/particles to dispense into (green box). By selecting a different well and reselecting the targets/particles, additional filling cycles are performed during a single run. (C) On the main screen, ensure the run and target created in Supplementary Figure 5 are selected. (D) Navigate to the "Run tab" and select Start Run (blue box). Please click here to download this File.
Supplementary Figure 7: Microparticle injectability. (A–C) Focus-stacked stereoscope images of microparticles filled with fluorescein sodium salt and sealed in a 19 G needle. (D) A total of 10 particles were injected through a 19 G needle using a 2% carboxymethyl cellulose solution (n = 8). Scale bar = 1 mm. Error bars indicate standard deviation. Please click here to download this File.
Supplementary Figure 8: Potential issues with antigen concentration. The red line indicates the expected fold increase in concentration. Error bars indicate standard deviation. Statistical analysis was done using Tukey's multiple comparison tests with one-way ANOVA. *** p < 0.001, ****p < 0.0001. Please click here to download this File.
Supplementary File 1: Preparation of buffers and solutions for RABV ELISA. Please click here to download this File.
Supplementary Coding File 1: STL file containing particle array. Please click here to download this File.
Supplementary Coding File 2: STL file containing geometry for the custom slide holder used for sealing particles. Please click here to download this File.
