Caution: The process outlined here includes the use of radioactive material (e.g., Uranium Nitrate Hexahydrate) and several corrosive substances. Appropriate protective clothing and equipment should be used (including a lab coat, gloves, eye protection, and a fume hood) during sample preparation. In addition, laboratory areas used for this work should be monitored regularly for radioactive contamination.
Note: The chemical compounds needed are listed in Table 1. This formulation was developed by examining previously reported compositional data for trinitite.10 The mass fractions reported here were determined by averaging the mass fractions for several different trinitite samples.10 The "missing" mass (the fractions to not sum to unity) exists to allow for some flexibility when adding fuel, tamper, and other constituents. Our independent analysis of several trinitite samples suggests that quartz is the only mineral phase surviving in trinitite.5 Therefore, quartz is the only mineral included in our Standard Trinitite Formulation (STF). Although relic grains of other minerals have been reported in trinitite,11 these tend to be the exception, rather than the rule. In general, quartz is the only mineral found in the melt glass.10,12 Also, quartz sand is a common component of asphalt and concrete which will be important in the formation of urban nuclear melt glass.
| Averaged Trinitite Data | Standard Trinitite Formulation (STF) | ||
| Compound | Mass Fraction | Compound | Mass Fraction |
| SiO2 | 6.42×10-1 | SiO2 | 6.42×10-1 |
| Al2O3 | 1.43×10-1 | Al2O3 | 1.43×10-1 |
| CaO | 9.64×10-2 | CaO | 9.64×10-2 |
| FeO | 1.97×10-2 | FeO | 1.97×10-2 |
| MgO | 1.15×10-2 | MgO | 1.15×10-2 |
| Na2O | 1.25×10-2 | Na2O | 1.25×10-2 |
| K2O | 5.13×10-2 | KOH | 6.12×10-2 |
| MnO | 5.05×10-4 | MnO | 5.05×10-4 |
| TiO2 | 4.27×10-3 | TiO2 | 4.27×10-3 |
| Total | 9.81×10-1 | Total | 9.91×10-1 |
Table 1. List of chemical compounds.
1. Preparation of the STF
Note: Equipment needed includes a microbalance, metal spatulas, a ceramic mortar and pestle, a chemical fume hood, latex gloves, a lab coat, and eye protection.
- Mixing of non-radioactive components
- Acquire at least 65 g of quartz sand (SiO2), 15 g of Al2O3 powder, 10 g of CaO powder, 2 g of FeO powder, 2 g of MgO powder, 2 g of Na2O powder, 7 g of KOH pellets, 1 g of MnO powder and 1 g of TiO2 powder (compounds listed in Table 1).
- Use a microbalance and small spatula to precisely measure the mass fractions of each compound as listed in Table 1. For best results prepare 100 g of the non-radioactive precursor matrix at one time.
- Use a mortar and pestle to pulverize (to ~10-20 µm size granules) and thoroughly mix the compounds, forming a homogenous powder mixture containing 64.2 g of SiO2, 14.2 g of Al2O3, 9.64 g of CaO, 1.97 g of FeO, 1.15 g of MgO, 1.25 g of Na2O. 6.12 g of KOH, 0.0505 g of MnO, and 0.427 g of TiO2.
- Agitate the mixture, using a ball mixer, shortly before the next step is taken.
- Mixing of STF with Uranium Nitrate Hexahydrate (UNH)
- Acquire at least 1 g of UNH.
- Inside a fume hood, pulverize a few UNH crystals (using a mortar and pestle) to form a fine powder of 1-2 µm granules.
- Add 33.75 µg of UNH per gram of the non-radioactive precursor matrix (this ratio is appropriate for simulating a simple weapon with a yield of 1 kiloton).13
- Thoroughly mix the powder mixture, including the UNH, using a mortar and pestle. Complete final mixing shortly before the melting step.
2. Production of 1-gram Melt Glass Sample
Note: Equipment needed includes an HTF rated at 1,600 °C or higher, high purity graphite crucibles, long stainless steel crucible tongs, heat resistant gloves, and eye protection. Heat resistant gloves and eye protection should be worn when introducing or removing samples from the furnace. Tinted safety goggles (or sun glasses) are useful as they reduce the glare from the furnace.
- Production of a non-radioactive sample
- Fill a thick ceramic dish (such as a mortar) with ~100 g of pure quartz sand and maintain at RT near the location of the furnace where the samples will be melted.
- Preheat the HTF to 1,500 °C.
- Carefully measure 1.00 g of the non-radioactive powder mixture and place the powder in a high purity graphite crucible.
- Carefully place the crucible in the heated HTF (using a long pair of steel crucible tongs) and melt the mixture for 30 min.
- Remove the sample (again using the tongs) and pour the molten sample into the mortar filled with sand.
- Allow the glass bead to cool for 1-2 min before handling.
- Polish the bead to remove residual sand (if necessary).
- Production of a radioactive sample
- Repeat steps 2.1.1 and 2.1.2 above.
- Carefully measure 1.00 gram of the radioactive powder mixture (including UNH) and place the powder in a high purity graphite crucible using a separate spatula and microbalance to avoid cross contamination.
- Repeat steps 2.1.4 – 2.1.6 above.
- Monitor the area around the furnace (using a hand-held radiation detector and/or swipe assays) to check for radioactive contamination.
3. Sample Activation
Note: The equations that follow were derived assuming the use of weapons grade (enriched) uranium metal. The quantities of UNH or Uranium Oxide will need to be scaled according to the mass fraction of elemental uranium and the level of 235U enrichment.
- Activation of a Melt Glass Sample with Uranium Fue
- Calculate the mass fraction of uranium metal required for the sample using the equation below13 (where mU represents the uranium mass fraction and Y represents the weapon yield):
- Optional: Calculate the mass fraction of tamper (e.g., natural uranium, lead, tungsten) using the equation below:13
- Calculate the target number of fissions in the sample using the following equation13 where Ms represents the mass of the sample in grams and Nf represents the number of fissions produced in the sample during irradiation:

- Calculate the required irradiation time using the equation below13 where m235 represents the 235U mass fraction (enrichment level) and tirr is the irradiation time in seconds:
- Irradiate the sample for tirr seconds at a thermal neutron flux of 4.0 x 1014 n/cm2/sec. For example, a 60 sec irradiation in Pneumatic Tube 1 (PT-1) at HFIR (with a thermal to resonance ratio of 35) will produce approximately 1.1 x 1011 fissions in a sample containing 870 µg of UNH (equivalent to 410 µg of natural uranium, or 3.0 µg of 235U). This has been accomplished for one 0.433 g glass bead designed to simulate a melt glass sample produced by a weapon with a 0.1 kiloton yield. This sample has been thoroughly analyzed by Cook et al.14
- Follow applicable safety protocols for handling the radioactive sample post-irradiation.
- Calculate the mass fraction of uranium metal required for the sample using the equation below13 (where mU represents the uranium mass fraction and Y represents the weapon yield):
- Activation of a Melt Glass Sample with Plutonium Fuel (Planning Factors)
- Calculate the mass fraction of plutonium metal required for the sample using the equation below13 where mPu represents the plutonium mass fraction and Y represents the weapon yield:
- Repeat Steps 3.1.2 and 3.1.3 above.
- Determine the irradiation time required to obtain the desired number of fissions in the melt glass sample. This time will depend on the composition and grade of the plutonium as well as the neutron energy spectrum.
- Calculate the mass fraction of plutonium metal required for the sample using the equation below13 where mPu represents the plutonium mass fraction and Y represents the weapon yield:
Note: Great care should be taken when dealing with plutonium and additional analysis will be required. As of this writing, only uranium has been used in the synthetic melt glass samples produced at UT and irradiated at HFIR.
The non-radioactive samples produced in this study have been compared to trinitite and Figures 1-3 show that the physical properties and morphology are indeed similar. Figure 1 provides photographs that reveal the similarities in color and texture which are observed at the macroscopic level. Figure 2 shows Scanning Electron Microscope (SEM) Secondary Electron (SE) images which reveal similar features at the micron level. SEM analysis was performed using a SEM and SEM software. Numerous voids are observed in both trinitite and synthetic samples. The defects and heterogeneity are similar in both as well. Figure 3 provides a comparison of Powder X-Ray Diffraction (P-XRD) spectra for trinitite and synthetic samples. P-XRD analysis was performed on trinitite and synthetic melt glass samples using a X-ray diffractometer with a 3D detector. The x-ray source was a Cu anode set at 40 mA and 45 kV. A slit window of 1/4° 2θ was used along with a 1/8° 2θ anti-scatter diffraction grating. All samples were measured using a silicon (001) no-background sample holder and were set to spin at 4 revolutions/sec. All spectra were acquired from 10° 2θ to 100° 2θ. Quartz is the only mineral present in both cases, and the peak intensities are similar, suggesting a comparable degree of amorphousness3. These results are consistent with previous studies of trinitite15,16,12,17 and other types of nuclear melt glass.18,19
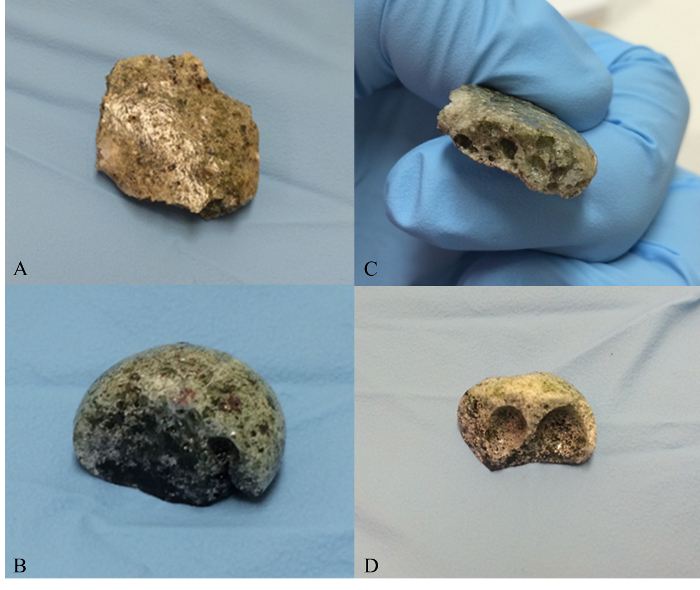
Figure 1. Macroscopic comparison of trinitite and synthetic nuclear melt glass. (A) Photograph showing the top surface of a trinitite sample, (B) Photograph showing the top surface of a synthetic nuclear melt glass sample produced at UT, (C) Photograph showing the internal structure (cross sectional view) of a trinitite sample, (D) Photograph showing the internal structure of a synthetic nuclear melt glass sample. Please click here to view a larger version of this figure.
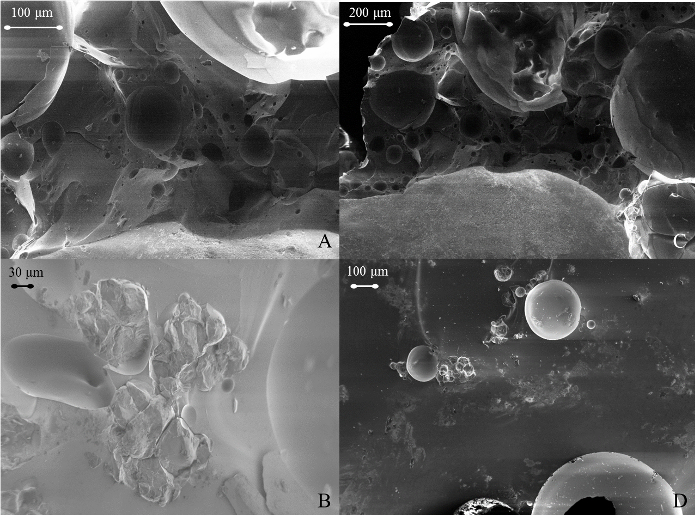
Figure 2. Microscopic comparison of trinitite and synthetic nuclear melt glass. SEM images showing the details of the microstructure of trinitite (top images) and synthetic nuclear melt glass (bottom images). Please click here to view a larger version of this figure.
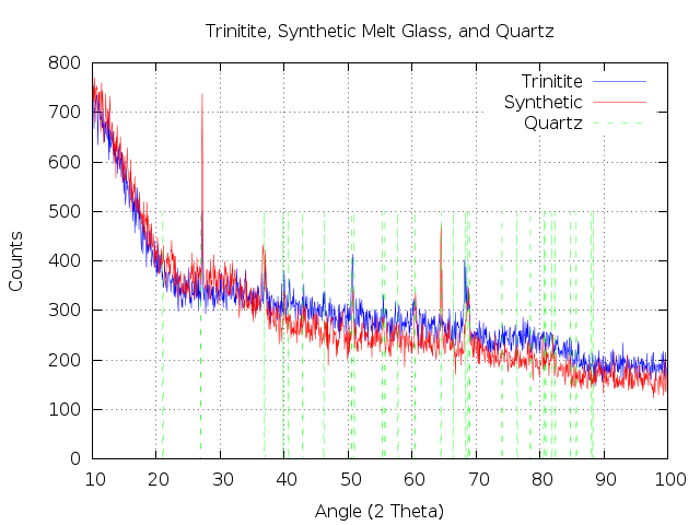
Figure 3. Crystalline morphology of trinitite and synthetic nuclear melt glass. P-XRD spectra of trinitite (blue line) and synthetic nuclear melt glass (red line). The vertical, dashed green lines represent the locations of peaks typically associated with quartz. Please click here to view a larger version of this figure.
