A convex mold and microwell pattern were successfully fabricated by following steps 2.1 to 3.7. (Figure 4). The commercial steel beads were trapped in the 30 x 30 through-hole array. The beads were held tightly without any gaps between the beads and the corresponding through-holes (Figure 4a). The shape of fabricated concave microwell is concave hemispherical, with a diameter of 600 µm, which is the same as that of the steel bead (Figure 4b). A cross-section of a concave microwell (Figure 4c) shows that the distance from the neighboring microwell was 1 mm (center to center), which was the same as that of the through-holes. The Φ14 mm concave microwell substrate, which was placed in the 24 well plate, contained over 120 microwells (Figure 4d).
Adipose-derived stem cells were cultured in the concave microwells. We seeded 2 x 106 cells on the Φ14 mm concave microwell array. After 24 h, the cells had aggregated into spheroids, as shown in Figure 4. The average diameter of the spheroids formed in our microwell array was 185.68 ± 22.82 µm (day 1, Figure 5a, 5c). At day 3, the cells had become more aggregated, with the average diameter of the spheroids falling to 147.00 ± 17.11 µm (Figure 5b, 5d).
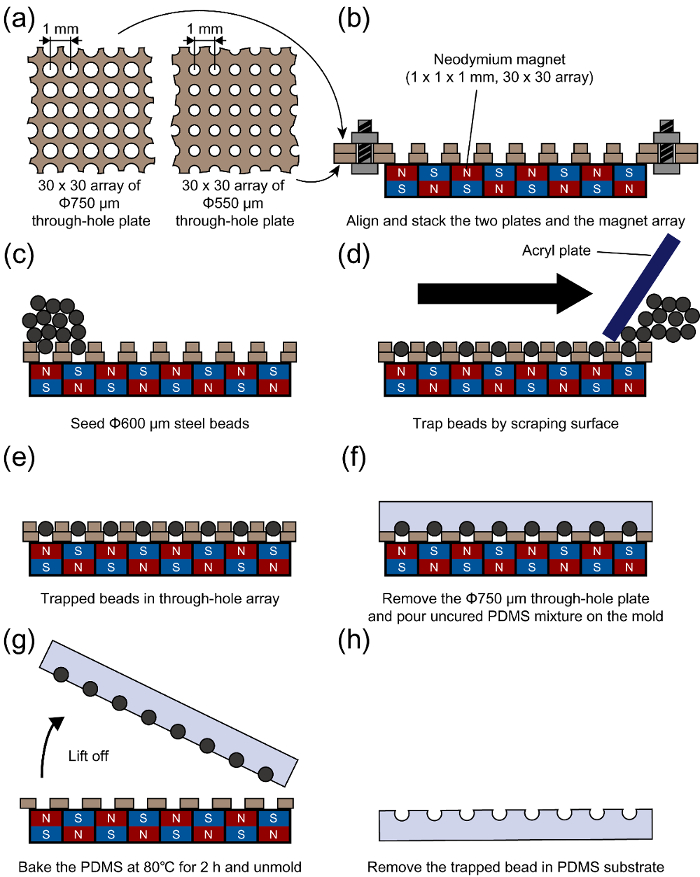
Figure 1: Schematic of fabrication process. (a) Making 30 x 30 Φ550 and 750 µm through-hole array in aluminum plates using CNC engraver. (b) Aligning the two through plates by using the alignment holes. Subsequently, the aligned plates were stacked on the magnet array. (c) Seeding a sufficient amount of steel beads onto the plates. (d) Scraping the beads using an acryl plate to trap the beads in the through-hole array. (e) Beads were trapped in the through-hole array. (f) The top plate (Φ750-µm through-hole array) was removed and uncured PDMS mixture was poured into the mold. (g) After the PDMS was baked at 80 ˚C for 2 h, the cured PDMS was unmolded. (h) The cured PDMS grabs the steel beads. The beads are then removed using a neodymium magnet (Φ15 mm with a thickness of 2 mm). Please click here to view a larger version of this figure.
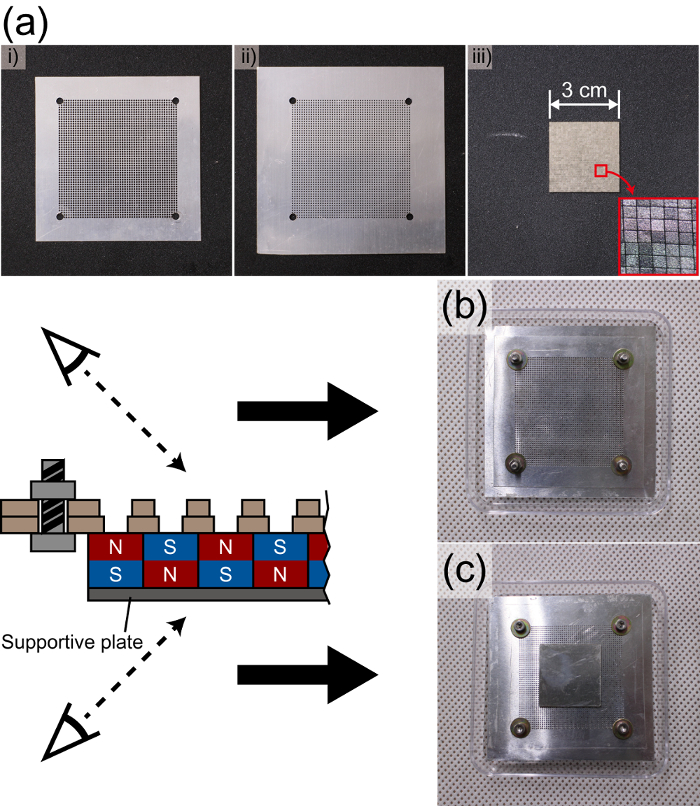
Figure 2: Fabrication process. (a) Preparing two through-hole plates and magnet array. i) Aluminum plate having 750 µm through-hole array. ii) Aluminum plate having 550 µm through-hole array. iii) 30 x 30 array of 1 mm x 1 mm x 1 mm magnets. (b) Top view of stacked and aligned plates. (c) Bottom view of stacked and aligned plates and magnet array. Please click here to view a larger version of this figure.
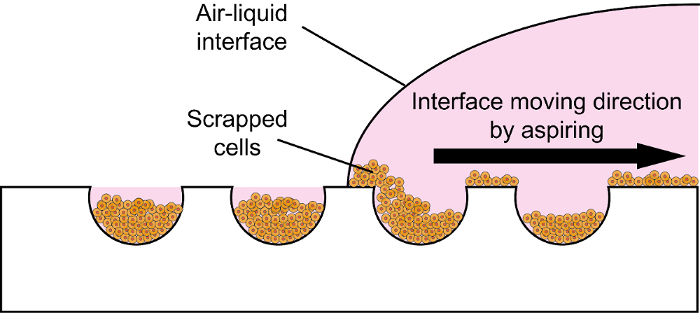
Figure 3: Removing excessive cells by receding meniscus. By aspiring the medium, the surface tension was caused by air-liquid interface, then the surface tension scrapped excessive cells on surface of microwell substrate. Please click here to view a larger version of this figure.
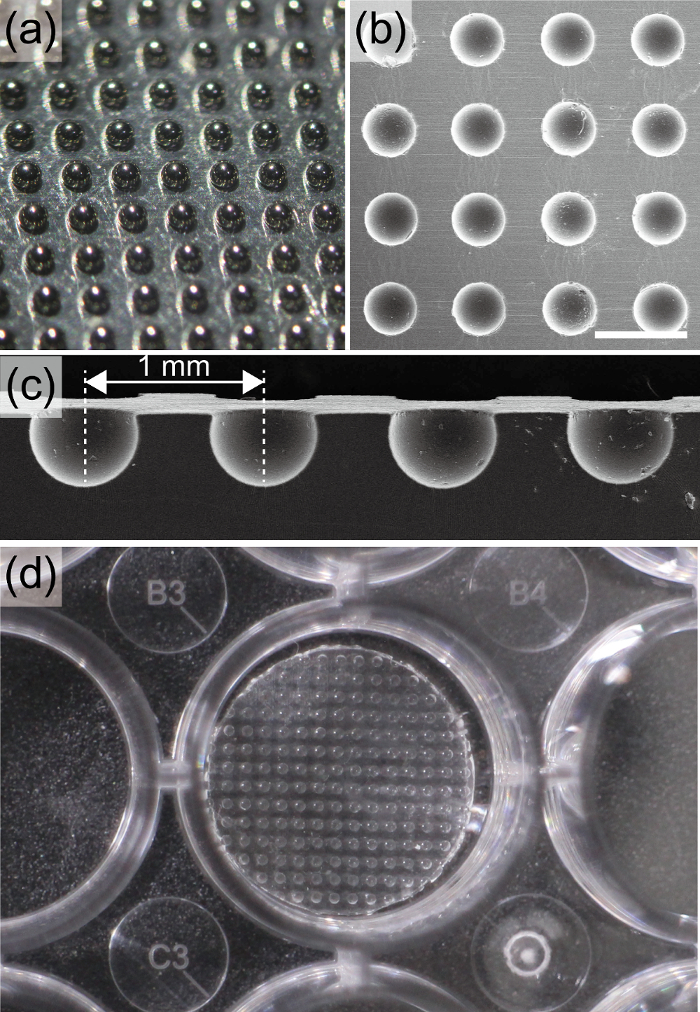
Figure 4: Convex mold and fabricated microwell array. (a) Trapped beads in through-hole array aluminum plate. The trapped beads act as a mold to fabricate the concave microwells. The bead size was 600 µm. The scale bar is 1 mm. (b) and (c) SEM images of fabricated microwells. Each fabricated microwell has a hemispherical shape, 600 µm in diameter. (d) Φ14-mm microwell array in 24-well plate. The array contains over 120 concave microwells. Please click here to view a larger version of this figure.
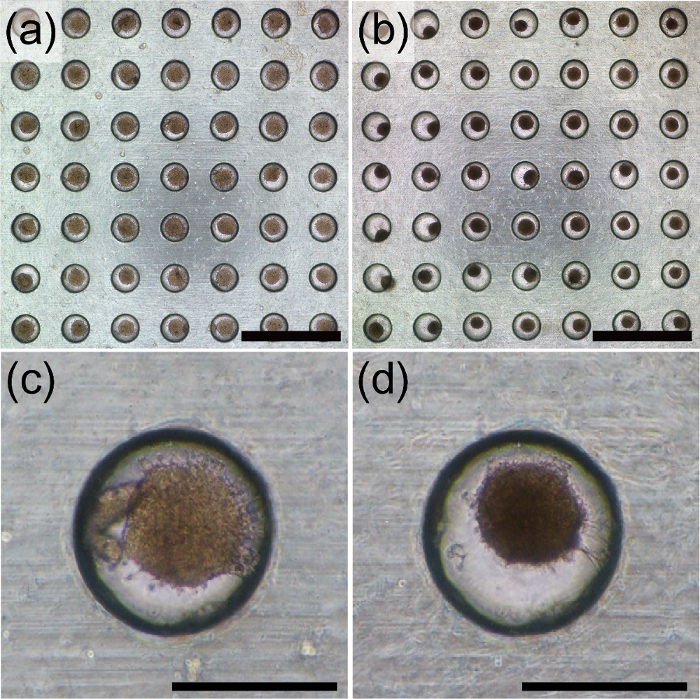
Figure 5: Culture spheroids in concave microwell array. The Φ14-mm microwell array was seeded with 2 x 106 ASCs and cultured for 3 days. (a) Cultured spheroids at Day 1; the cells have started to form spheroids. The scale bar is 2 mm. (b) Cultured spheroids at Day 3; the formed spheroids are more tightly structured, while their average diameter has fallen from 185.68 ± 22.82 µm at Day 1 to 147.00 ± 17.11 µm at Day 3. The scale bar is 2 mm. (c) Magnification images of spheroid at Day 1. The scale bar is 500 µm. (d) Magnification images of spheroid at Day 3. The scale bar is 500 µm. Please click here to view a larger version of this figure.
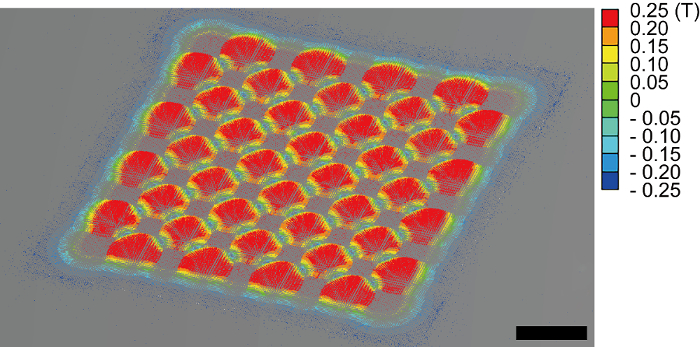
Figure 6: Simulation result for vector of magnetic flux density. The density of the magnetic flux on the magnet array was computed using the magnetostatic module. The simulation result shows that the strongest magnetic flux density is at center of each magnet, causing the beads to be trapped in the center of the through-holes where they became securely fixed. The scale bar is 2 mm. Please click here to view a larger version of this figure.
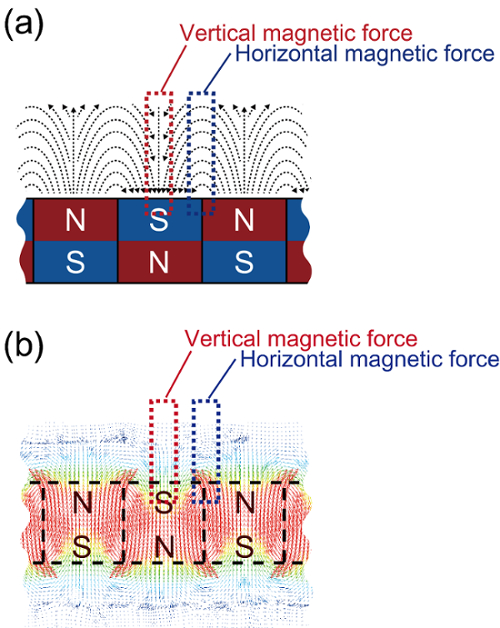
Figure 7: Magnetic field distribution of magnet array. Each magnet is of the opposite polarity to its neighbor. The horizontal magnetic field is dominant at the interface between neighboring magnets, while the vertical magnetic field is strongest at the center of each magnet. These directional forces guide a bead to the center of a magnet. (a) Magnetic field of magnet array. (b) Vector of magnetic field as determined by magnetostatic simulation. Please click here to view a larger version of this figure.
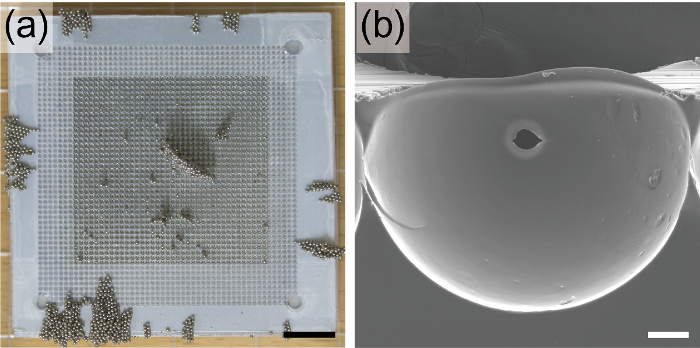
Figure 8: Limitation using single big magnet and of bead size. (a) Unlike the case of using an array of small magnets, when one large magnet is used, almost all of the beads tend to move to the edge or center of the magnet where the high density magnetic field is formed. Further, the beads are connected to form a chain shape. The scale bar is 10 mm. (b) SEM image of linked microwell which was fabricated by using Φ800 µm beads with 1 mm x 1 mm x 1 mm magnet array. Using a bead that is too large in size relative to the size of the magnet can create a small hole in the wall between adjacent microwells. The scale bar is 100 µm. Please click here to view a larger version of this figure.
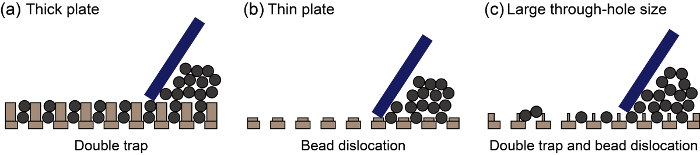
Figure 9: The importance of choosing the appropriate top plate thickness and hole size in the bead trapping process. (a) If the top plate is too thick, a double trap will occur. (b) Conversely, if the top plate is too thin, there is a tendency for the beads to come off. (c) If the size of the through-hole is larger than the bead diameter, both double trap and bead dislocation may occur. Please click here to view a larger version of this figure.
