With a rapid maturity in the nanotechnology, its advancement is driven by rapid commercialization of products containing Engineered Nanomaterials (ENM) with remarkable properties. As described by Potocnick1 in the article 18(5) of Regulation 1169/2011, issued by the European Commission, ENM can be defined as "any intentionally manufactured material, containing particles, in an unbound state or as an aggregate or as an agglomerate and where, for 50% or more of the particles in the number size distribution, one or more external dimensions is in the size range 1 nm to 100 nm". Moreover, the products containing ENM, either in their solid bulk or on their solid surfaces or in their liquid suspensions, can be termed as Nanostructured products. Different types of ENM with different formulations and functionalizations are used in such products according to the nature of application and budget. The products can be in the form of coatings, paints, tiles, house bricks, concrete etc.
As far as the research is concerned, one may also find enormous number of publications on the innovations that have been accomplished through nanotechnology. Despite this enormous research, the appealing traits of ENM are under probe for potential health or environmental dangers due to their tendency to get released or emitted in air in the form of aerosols during the use or processing of the nanostructures products (for example Oberdorster et al.2, Le Bihan et al.3 and Houdy et al.4). Kulkarni et al.5 defines an aerosol as the suspension of solid or liquid particles in the gaseous medium. Hsu and Chein6 have demonstrated that during the use or processing of a nanostructured product, a nanostructured product is subjected to various mechanical stresses and environmental weathering which facilitate such an emission.
According to Maynard7, upon exposure, these aerosols of ENM may interact with human organism through inhalation or dermal contacts and get deposited inside the body which consequently may cause various detrimental effects, including the carcinogenic ones. Thus, a thorough understanding of the ENM emission phenomenon is of paramount importance given the unprecedented use of nanostructured products, as mentioned by Shatkin et al.8. This may not only help in avoiding unanticipated health related complications arising from their exposure but also in encouraging public confidence in nanotechnologies.
Nevertheless, the exposure related problem has now started getting attention by the research community and has been recently highlighted by various research units throughout the world (for example, Hsu and Chein6, Göhler et al.9, Allen et al.10, Allen et al.11, Al-Kattan et al.12, Kaegi et al.13, Hirth et al.14, Shandilya et al.15, 31, 33, Wohlleben et al.16, Bouillardet al.17, Ounoughene et al.18). Considering the large scale deployment of nanostructured products in the commercial markets, the most effective approach to tackle the problem would be a preemptive one. In such an approach, a product is designed in such a way that it is "nanosafe-by-design" or "Design for safer Nanotechnology" (Morose19) i.e., low emissive. In other words, it maximizes their benefits in problem solving during its use while emitting a minimum amount of aerosols in the environment.
To test the nanosafety-by-design during the usage phase of a nanostructured product, the authors present an appropriate experimental methodology to do so in the present article. This methodology consists of two types of solicitations: (i) mechanical and (ii) environmental which aim at simulating the real life stresses to which the nanostructured product, a masonry brick, is subjected to during its usage phase.
(i) A linear abrasion apparatus which simulates the mechanical solicitation. Its original and commercial form, as shown in Figure 1A, is referenced in numerous internationally recognized test standards like ASTM D406020, ASTM D603721 and ASTM D104422. According to Golanski et al.23, due to its robust and user-friendly design, its original form is already being used widely in industries for analyzing the performance of products like paint, coating, metal, paper, textile, etc. The stress being applied through this apparatus corresponds to the typical one applied in a domestic setting, for example, walking with shoes and displacement of different objects in a household (Vorbau et al.24 and Hassan et al.25). In Figure 1A, a horizontally displacing bar moves the standard abradant in a to and fro motion over the sample surface. The abrasion wear occurs at the contact surface due to the friction at the contact. The magnitude of the abrasion wear can be varied by varying the normal load (FN) which acts at the top of the abradant. By changing the type of the abradant and normal load value, one may vary the abrasiveness and hence the mechanical stress. Morgeneyer et al.26 have pointed out that the stress tensor to be measured during abrasion is composed of normal and tangential components. The normal stress is the direct result of the normal load, i.e., of FN whereas the tangential stress is the result of the tangentially acting friction process, measured as force (FT) and it acts parallel or anti-parallel to the direction in which abrasion takes place. In the original form of this abrasion apparatus, one cannot determine FT. Therefore, the role of the mechanical stresses during the aerosolization of ENM cannot completely be determined. To eradicate this limitation, as described in details by Morgeneyer et al.26, we have (a) modified it by replacing the already installed horizontal steel bar by a replica in aluminum 2024 alloy and (b) mounted a strain gauge on the top surface of this replicated aluminum alloy bar. This is shown in Figure 1B. This strain gauge has 1.5 mm of active measuring grid length and 5.7 mm of measuring grid carrier length. It is made of a constantan foil having 3.8 µm of thickness and 1.95 ± 1.5% of gauge factor. A proper measurement of the mechanical stresses are ensured through a dynamic strain gauge amplifier which is connected in series to the strain gauge, thus allowing a reliable measurement of the strain produced in the gauge. The data transmitted via amplifier is acquired using data acquisition software.
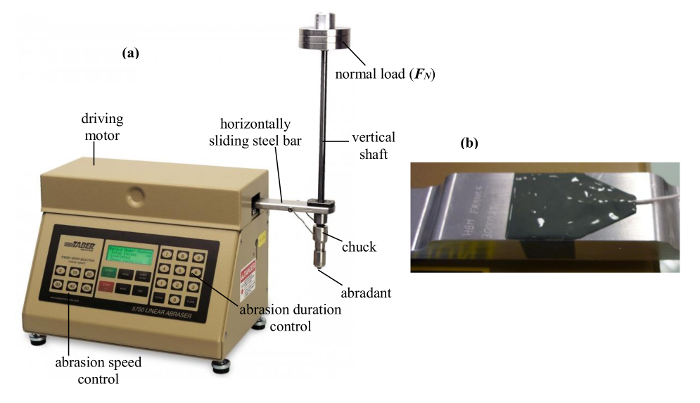
Figure 1. Abrasion Apparatus and Strain Gauge. The commercial standard form of the Taber abrasion apparatus (A) with abrasion speed, duration and stroke length controls. The originally mounted steel bar was replaced by an aluminum bar and was further equipped with a strain gauge (B) to measure the tangential force (FT). Please click here to view a larger version of this figure.
In the Figure 2, the complete experimental set-up is shown where this modified Taber abrasion apparatus is placed under the conformity of a nanosecured work post. A particle free air is constantly circulating inside this work post at a flow rate of 31,000 l/min. It has a particle filter efficiency of 99.99% and has already been successfully employed by Morgeneyer et al.27 in various nanoparticles' dustiness tests.
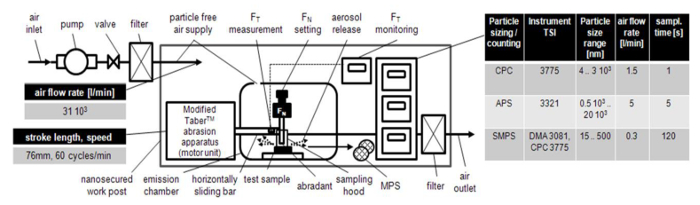
Figure 2. Experimental Set-up (Shandilya et al.31). A nanosecured work facility to carry out the abrasion tests and real time characterization (both qualitative and quantitavive) of the generated aerosol particles. A small fraction of the particle free air passes through a slot inside the emission chamber to eliminate its background particles number concentration. Please click here to view a larger version of this figure.
The motor of the abrasion apparatus is kept outside and its linearly sliding part is kept inside a self-designed emission test chamber, with dimensions, 0.5 m × 0.3 m × 0.6 m, (details in Le Bihan et al.28). It helps in preventing the abrasion apparatus' motor emissions from interfering in the test results. The sampling of the generated aerosol particles is done inside the proximity of a radial symmetric hood (volume of 713 cm3). By employing such a hood, the aerosol particles losses due to their deposition on the surfaces can be minimized. The other advantage includes increase in the aerosol particles number concentration due to a relatively lower volume of the hood with respect to the emission test chamber. Thanks to this set up, a real time characterization and analysis of the particle aerosols getting generated during the abrasion wear can be done experimentally in terms of their number concentrations, size distributions, elemental compositions and shapes. According to Kulkarni et al.5, the number concentration of ENM aerosols particles can be defined as "the number of ENM present in unit cubic centimeter of air". Similarly, the size distribution of ENM aerosols is "the relationship expressing the quantity of an ENM property (usually number and mass concentrations) associated with particles in a given size range".
A particle Counter (measurable size range: 4 nm to 3 µm) measures the aerosol particles number concentration (PNC). The particle sizers (measurable size range: 15 nm – 20 µm) measure the particle size distribution (PSD). An aerosol particles sampler (described in details by R'mili et al.30) is used for the particle collection through filtration technique on a porous copper mesh grid which can be used later in Transmission Electron Microscope (TEM) for various qualitative analyses of the released particles.
(ii) The environmental solicitation can be simulated through accelerated artificial weathering in a weathering chamber, shown in Figure 3. As shown by Shandilya et al.31, the weathering conditions can be kept in conformity with the international standards or be customized depending upon the type of simulation. The UV exposure is provided via xenon arc lamp (300 − 400 nm) installed with an optical radiation filter. The action of rain is simulated by spraying deionized and purified water onto them. A reservoir is placed beneath the test samples to collect the runoff water. The collected water or leachate can be used later to perform the ENM leaching analysis.

Figure 3. Weathering Chamber. The commercial form of the Suntest XLS+ weathering chamber contains a stainless steel hood inside which the nanocoated samples are placed. The water reservoir is placed beneath the hood which is the source of the water to be sprayed inside the hood. Please click here to view a larger version of this figure.
Test Samples
The protocols presented in the article were applied to three different commercial nanostructured products. A focus is put here on the details of the experimental approach:
(a) alumino-silicate brick reinforced with TiO2 nanoparticles, (11 cm x 5 cm x 2 cm). It finds its frequent application in constructing façades, house walls, wall tiles, pavements etc. Its material properties along with a scanning electron microscope image are shown in Table 1 and Figure 4 respectively.
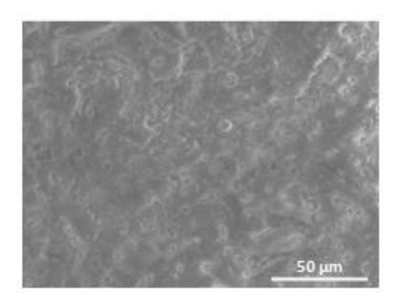
Figure 4. SEM Image of the Nanostructured Alumino-silicate Brick (Shandilya et al.33). A rough surface with the microsized crates or surface asperities can be observed in the image. These surface asperities interact with the abradant during abrasion. Please click here to view a larger version of this figure.
| Properties | Value |
| Composition | Al, Si, Ca, Ti |
| rms roughness | 7 µm |
| Average primary particle size of TiO2 | < 20 nm |
| Elastic modulus | 20 Gpa (approx.) |
| Poisson's ratio | 0.2 |
| Vickers Hardness | 800 (approx.) |
Table 1: Material Properties of the Nanostructured Alumino-silicate Brick.
(b) Photocatalytic nanocoatings consisting of anatase titanium dioxide nanoparticles with a PMMA and alcoholic base as dispersants respectively. The Transmission Electron Microscope (TEM) analysis of the two nanocoatings, shown in Figures 5 (A) and (B), reveal average TiO2 particle size equal to 8 ± 4 nm in the former case while 25 ± 17 nm in the latter. Also, two distinct phases contributed by the dispersant (in grey color) and incorporated TiO2 nanoparticles (in pitch black color) can also be observed. The volume percentages of titanium dioxide nanoparticles in the two nanocoatings are same and equal to 1.1%. The Energy dispersive X-ray analysis (EDX) of the elemental composition of the two nanocoatings, obtained after following the protocol for the drop deposition technique, show similar observations i.e., C (60 to 65% in mass), O (15 to 20% in mass) and Ti (10 to 15% in mass). It should be noted that both nanocoatings are manufactured specifically for applications on external surfaces of the buildings which are generally porous like brick, concrete, etc. Therefore, the substrate chosen for the nanocoating application was a commercial plain masonry brick (11 cm × 5 cm × 5 cm).
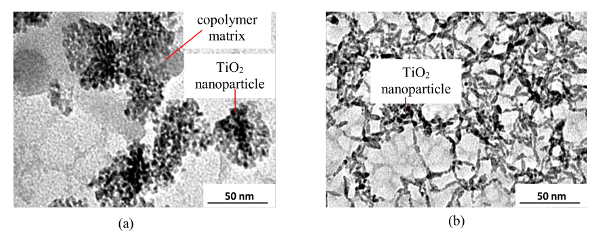
Figure 5. TEM Image of the Nanoparticles Present in the Nanocoatings with (A) PMMA and (B) Alcoholic Base as Dispersants Respectively (Shandilya et al.33). Apart from the different constituent nanoparticles sizes of the two nanocoatings, their individual morphologies are also different i.e., cloud like structure for the former while stranded for the latter. Please click here to view a larger version of this figure.
(c) Transparent glaze additive consisting of nanoparticles of CeO2 having a primary size of 10 nm. It is dispersed in the glaze with 1.3% volume percentage. Such glaze is generally applied on externally lying painted wooden surfaces to impart protection towards their eventual discoloration and weathering with time. In Figures 6A and B, TEM image and elemental composition analysis of a sample drop are shown respectively.
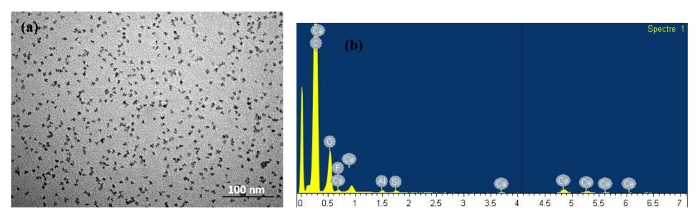
Figure 6: TEM Image and Elemental Composition Analysis of a Sample Drop. TEM image (A) and elemental composition analysis (B) of a sample drop are shown Please click here to view a larger version of this figure.
Emission from the Nanostructured Brick
The evolution of the total worn mass of the nanostructured brick (Mt) during abrasion is shown with respect to FN de Figure 7. For each value of FN, the abrasion test has been repeated thrice. This evolution appears to follow a linear path up to FN = 10.5 N after which it unexpectedly increases for the higher loads. The standard deviations, measured in the values of the worn mass, range from 0 to 0.023 g. The worn mass of the abradant during each abrasion test was less than 2% that of the brick, therefore negligible.
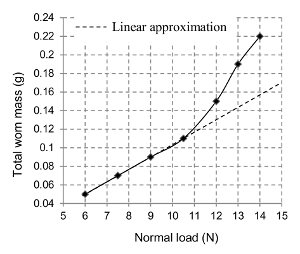
Figure 7. Wear mass as a function of normal load. The total worn mass of the brick increases monotonously during its abrasion with constantly increasing normal load (Shandilya et al.33) Please click here to view a larger version of this figure.
In Figure 8, the unimodal PSD of the emitted aerosol particles are shown for different values of FN. For each value, the abrasion test has been repeated thrice. With an increasing FN, the mode of the PSD is also increasing. However, beyond 10.5 N, the number concentration peak or the maximum particle number concentration remains stagnant at ~ 645 cm-3.
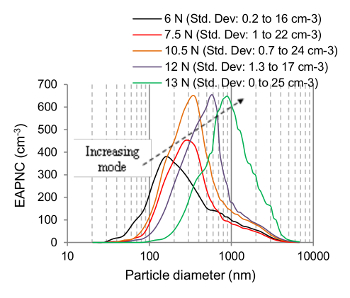
Figure 8. Aerosol Particles Size as a Function of Normal Load. The modal size of the particle size distribution (PSD) curves of the emitted aerosol particles increases with normal load (Shandilya et al.33) Please click here to view a larger version of this figure.
In Figure 9A, the evolution of the total PNC is shown with respect to FN. For the particles having sizes in the range of 20-500 nm, it appears to increase up to 10.5 N after which it starts decreasing. For 0.5 – 20 µm size range, it increases continuously. However, it seems to approach a constant value beyond 10.5 N. However, the behavior of total PNC with respect to the increasing FT, shown in Figure 9B is different as it increases monotonously. A similar observation can be observed for the PSD modes too.
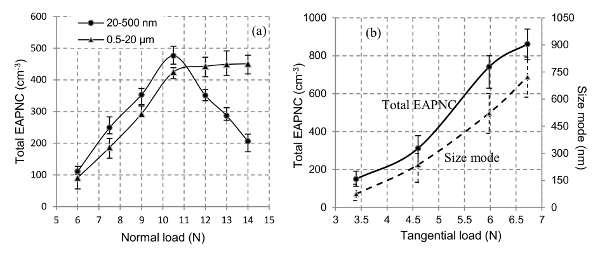
Figure 9. Emitted Aerosol Particles. (A) Total emitted aerosol particles number concentration (PNC) of the aerosol particles as a function of normal load (Shandilya et al.34) (B) Total PNC and PSD mode as a function of tangential load Please click here to view a larger version of this figure.
For the TEM analysis of the sampled aerosol particles which were collected on a mesh grid during the abrasion at 4 different values of FN, the sizes of 50 different aerosol particles were measured for each grid, and their average sizes were determined in each case. Table 2 shows the average values. A clear increase in the average size of the sampled aerosol particles can be seen with the increasing FN.
| Normal load (N) | Average aerosol particle size (µm) |
| 6 | 0.2 ± 0.1 |
| 9 | 0.9 ± 0.3 |
| 10.5 | 3 ± 0.7 |
| 13 | 5 ± 0.6 |
Table 2: Average Aerosol Particle Size of the Sampled Aerosol Particles at Different Values of FN.
Emission From the Photocatalytic Nanocoatings
To test the emission of aerosol particles from the photocatalytic nanocoatings, abrasion tests of their weathered and non-weathered test samples were done. The results pertaining to their non-weathered samples are presented first. The PNC curves obtained when the 4 layered nanocoatings' test samples were abraded under a normal load of 6 N are shown in the Figures 10A. The test was repeated thrice under same conditions. For uncoated reference, the repetition was done on the same brick. In the Figure 10A the abrasion starts at t= 240 sec and ends at t= 840 sec. Before and after this time interval (t= 0 to 240 sec), the system is idle. The nanocoating with alcoholic base seems to impart no difference on the PNC when it is compared with the uncoated reference. The two have almost the same PNC levels. Since the nanocoating probably gets rubbed off completely without providing any resistance, the PNC attains its maximum value (≈ 200 cm−3) soon after the abrasion starts. The standard deviation ranges from 5 to 16 cm−3. For the nanocoating with PMMA, the PNC is initially low (≈ 14 cm−3) due to a probable resistance of the nanocoating against abrasion. However, this resistance continues up to a certain point (t= 624 sec) after which it may start getting rubbed off. As a result, the PNC starts increasing gradually. It attains the same value as for the other nanocoating or the reference towards the end of the abrasion. The standard deviation in the values measured for the nanocoating with PMMA varies from 0.7 to 27 cm−3.
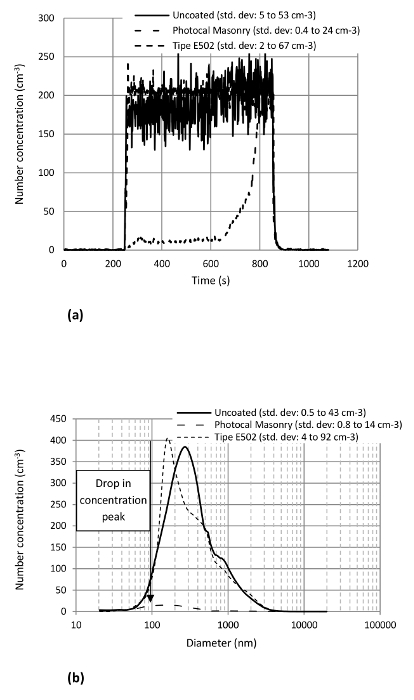
Figure 10. Effect of the Nanocoating Types on the Aerosol Particles Generation from the Nanocoatings. (A) PNC variation with time (B) PSD of the aerosol particles emitted during the abrasion of 4 layers of the nanocoating under 6 N of normal load (note: all the curves are mean curves obtained from 3 repeated tests) (Shandilya et al.33) Please click here to view a larger version of this figure.
In Figure 10B, the PSD of the emitted aerosol particles is shown. The nanocoating with alcoholic base seems to have no effect on the PSD either except the shift of the size mode towards smaller particle sizes (154 ± 10 nm). The standard deviation in the PSD measured in this case changes from 0.2 to 16 cm−3. The nanocoating with PMMA considerably drops the peak of the PSD curve by a factor of ∼ 30 rendering the particle emission totally insignificant. The standard deviation measured here is 8 cm−3 maximum.
In Figure 11A, effect of increasing FN has been shown on a 4 layered nanocoating with PMMA. The abrasion commences at t= 240 sec and ends at t= 840 sec. For a clear view of the PNC, between t= 240 sec and t= 480 sec, a zoomed view in Figure 11A1 is also shown. The PNC increases with normal load. The same pattern continues in Figure 11B for a 4 layered nanocoating with the alcoholic base too. While measuring the PSD for the nanocoating with PMMA, the PSD showed very low concentrations which were even close to their particle detection thresholds. Hence, the two particle sizers were not employed further. But for the nanocoating with alcoholic base, there were no such problems. The PSD in this case is shown in Figure 11C. Three unimodal distributions with increasing size modes (i.e., 154 nm to 274 nm to 365 nm) and increasing concentration peaks can be seen for increasing normal loads.
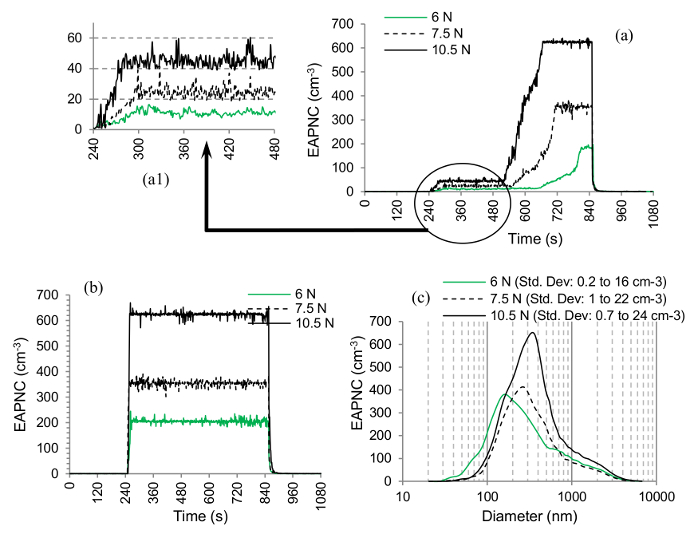
Figure 11. Effect of the Normal Load on the Aerosol Particles Generation from the Nanocoatings. (A) PNC variation with time for 4 layers of nanocoating with PMMA and (B) alcoholic base; (a1) zoomed view; (C) PSD of the aerosol particles emitted during the abrasion of 4 layers of nanocoating with alcoholic base (note: all the curves are mean curves obtained from 3 repeated tests) (Shandilya et al.33) Please click here to view a larger version of this figure.
The number of layers also has a substantial effect on PNC. The Figure 12 demonstrates this effect where two samples, having 2 and 4 layers of the nanocoating with PMMA, are tested for FN= 6 N. The abrasion commences at t= 240 sec and ends at t= 840 sec. The PNC is always lower when 4 layers of the nanocoating (std. deviation: 2 to 27 cm−3) is abraded as compared to the 2 layers (std. deviation: 13 to 37 cm−3) or an uncoated reference. Both sets of layers seem to provide resistance towards abrasion. However, in the case of the nanocoating with alcoholic base, both 2 and 4 layers have similar PNC.
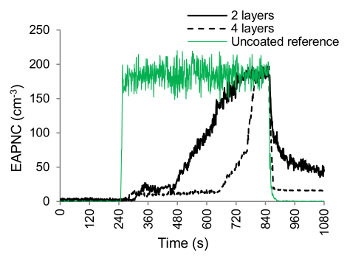
Figure 12. Effect of the Number of Coating Layers on the Aerosol Particles Generation from the Nano-coatings. PNC variation with time for 2 and 4 layers of nanocoating with PMMA (note: all the curves are mean curves obtained from 3 repeated tests) (Shandilya et al.33) Please click here to view a larger version of this figure.
The SEM observations of the 4 layered nanocoating with PMMA were also done at the end of the abrasion. The Figure 13 shows the observation. An unabraded coated surface (marked A) had an average Ti content of ∼ 12% (in mass). For the abraded part (marked B), the average Ti content lowers down to ∼ 0% (in mass), thus, completely exposing the brick surface.
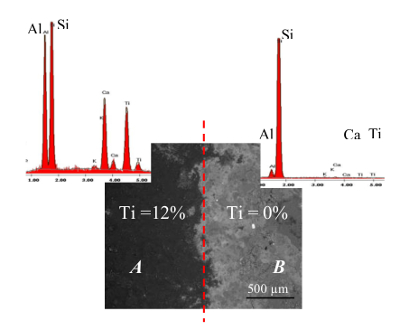
Figure 13. Microscopic Analysis of the Nanocoated Surfaces. SEM image and EDX analysis of the coated and abraded parts of the nanocoating with PMMA; part (A): unabraded coated surface; part (B): abraded (Shandilya et al.33) Please click here to view a larger version of this figure.
Hence, a 4 layered nanocating with PMMA has performed remarkably well as compared to its 2 layered counterpart or the other nanocoating, including its both 2 and 4 layers of nanocoating. Considering this observation, some 4 layered samples of of the nanocoating with PMMA were also exposed to the artificial accelerated weathering prior to their abrasion. In Figures 14A-E, one may see a deteriorating effect of the weathering. A continuous and integrated form of the nonweathered nanocoating can be observed in Figure 14A. A progressive deterioration of the nanocoating via cracking can be then observed in the successive figures i.e., Figures 14B, C, D and E. On the contrary, an uncoated reference shows no such effects. The drying stress due to water content evaporation and gradual embrittlement of the polymeric binder present in the nanocoating during its interaction with UV rays result in such a deterioration (White35, Murray36, Dufresne et al.37, Hare38 Tirumkudulu and Russel39). The EDS analysis of the weathered nanocoating via elemental mapping between Ti (contributed by the nancoating) and Ca (contributed by the brick) is shown in Figures 14F-J. In the figure, an almost stagnant Ti content on the surface (average value ∼16.1%) can be observed with an increasing Ca content and hence the exposed surface. One of the major implications of this result can be the shrinkage of nanocoating with weathering.
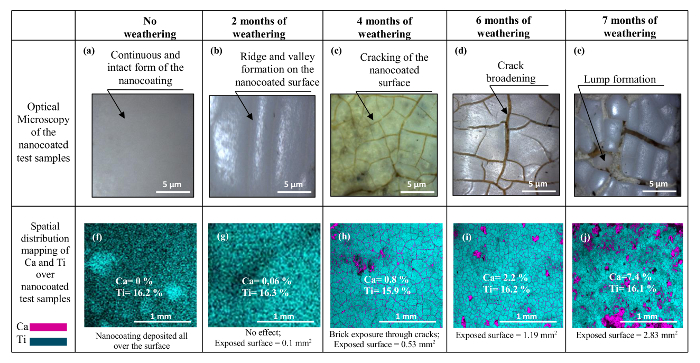
Figure 14. Microscopic Analysis of Progressively Deteriorating Nanocoating (Shandilya et al.31). The deterioration is via the appearance of cracks on the surface which deepens up with time Please click here to view a larger version of this figure.
The quantification of the TiO2 nanoparticles emission in the water was carried out at the intervals of 2, 4, 6 and 7 months of weathering. For this 100 ml samples of leachate were taken from the collected runoff water and analyzed using an Inductively Coupled Plasma Mass Spectrometry (ICP-MS). Table 3 shows ICP-MS's operating conditions. We found that the Ti was found to be always below the threshold detection value (= 0.5 µg/l) in the sample volume. This observation leads to the conclusion that despite the deterioration by weathering, the nanocoating is still strongly bound to resist their leaching into the runoff waters.
| Sample volume | 2 ml |
| RF Power | 1550 W |
| RF Matching | 1.78 V |
| Carrier Gas | 0.85 l/min |
| Makeup gas | 0.2 l/min |
| Nebulizer | Micromist |
| Nebulizer pump | 0.1 r/s |
| S/C temperature | 15 °C |
| He flow rate | 5 ml/min |
| H2 flow rate | 2 ml/min |
| Integration time | 0.1 s |
| Chamber & Torch | Quartz |
| Cone | Ni |
Table 3: Operating Conditions of ICP-MS.
The weathering was followed by the abrasion. The Figures 15A and B show the results of TEM analysis of the sampled aerosol particles, during the first 2 min of abrasion of the 4 and 7 months weathered nanocoating under the same sampling conditions. A qualitatively higher deposition of aerosol particles on the mesh grids can be observed in the case of latter. The polydispersed aerosol particles can be observed upon higher magnification. Even though we weren't able to quantify, but a significant amount of free nanoparticles of TiO2 (i.e., Ti mass> 90%) was observed when 7 months weathered nanocoating was abraded (Figure 15C and D). Confidence intervals are small to the measured quantities and thus neglected in the plots. This result differs from the findings of non-weathered nanocoatings and various other studies like Shandilya et al.15, Golanski et al.23, Göhler et al.29, Shandilya et al.33. Hence, it is of more particular interest. In previously obtained results for non-weathered nanocoatings and other mentioned studies, a large fraction of the emitted aerosols composed of the nanomaterial in the matrix-bound state and not in the free state.
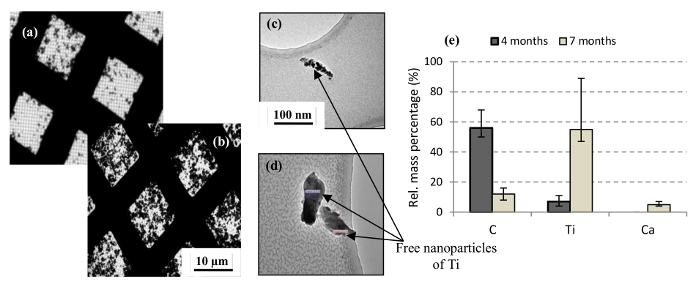
Figure 15. Microscopic Analysis of the Aerosol Particles. TEM image of aerosol particles emitted from the abrasion of (A) 4 months and (B) 7 months weathered nanocoating (C, D) free nanoparticles emitted from the abrasion of 7 months weathered nanocoating (E) Chemical analysis of aerosol particles emitted from the abrasion of 4 and 7 months weathered nanocoating (Shandilya et al.31) Please click here to view a larger version of this figure.
In the Figure 15E, the variations in the percentages of the three elements- C, Ti and Ca are shown when the weathering duration reaches 7 months from 4 months. A clear effect of the polymer embrittlement can be observed with a drop in the C content from 56% to 12%. This drop directly implies the reduction in the presence of the matrix around the emitted aerosol particles. An increase from 7% to 55% in the Ti content signifies an increase of Ti concentration in the emitted aerosol particles. The exposed surface of the underlying brick, after 7 months of weathering, yields some aerosol particles too upon abrasion. As a result, some aerosol particles from the brick are also observed after 7 months of weathering. Hence, the weathering duration has a direct impact on the size and chemical composition of the aerosol particles.
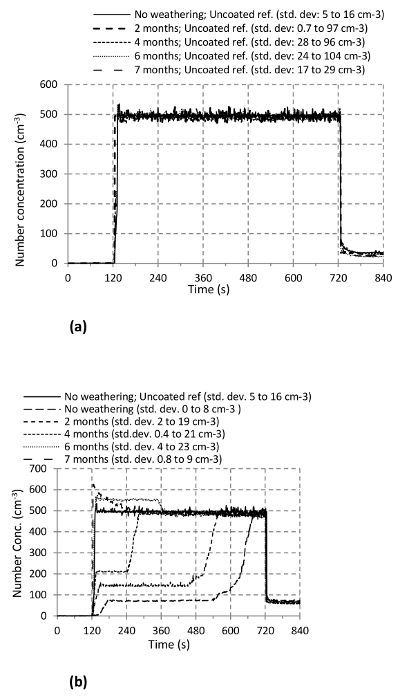
Figure 16. PNC and PSD as a Function of the Abrasion Duration: PNC and PSD during the abrasion of weathered reference and nanocoating. The abrasion takes place for t = 120−720 sec in panels (A) and (B). (Shandilya et al.31) Please click here to view a larger version of this figure.
The Figures 16A-D show the results on PNC and PSD of the aerosol particles sampled within the volume of the sampling hood. In Figures 16A and B, starting at t= 120 sec and continuing until t= 720 sec, the abrasion of the uncoated reference yielded a constant and weathering duration independent PNC (∼ 500 cm−3; standard deviation 5 − 16 cm−3; repeated thrice). Therefore, the artificial weathering has no apparent effect on emitted aerosol particles from the uncoated reference. However, in the case of the nanoacoating, a clear effect of the weathering duration can be observed as the PNC increases with weathering duration. Except for 6 and 7 months, the nature of its variation with time is also strikingly similar i.e., initial ascension, followed by stagnation, then ascension again, and the final stagnation. For 6 and 7 months, there is an immediate bump in the concentration as soon as the abrasion starts. This initial bump in the concentration is even higher than that of the reference. However, after t= 360 sec, it tends to come back to the reference level. This difference in the nanocoating behavior with respect to the abrasion can be explained on the basis of its removal mechanism during abrasion. Until 4 months of the weathering, the nanocoating is believed to be strong enough to resist its abrasion. As a result, it gets worn slowly and hence, the number concentration of the emitted aerosols increases slowly. However, after 6 and 7 months of the weathering, the nanocoating is lumpy (as already seen in the Figure 14E) as possibly loosely attached to the brick's surface. As a result, as soon as the abrasion starts, these nanocoating lumps get uprooted easily which shows a bump in the number concentration of the emitted aerosol particles. The PSD of the emitted aerosol particles for the reference (Figure 16C) shows no apparent effect of the weathering (mode alternating between 250 and 350 nm; PNC ≈ 375 cm−3; standard deviation 0.2 − 8 cm−3). In Figure 16D, the particle size distribution is shown for the nanocoating that correspond to the first phase during which the PNC is stagnant. This figure does not show any curve for 6 and 7 months weathering because there is no first stagnant phase for them. As one may see clearly, there is an increase in the size mode as well as maximum PNC.
Emission from the Glaze
Contrary to the aerosol particles emission observations in the case of the reinforced bricks and photocatalytic nanocoatings, the two layers of glaze were found to be non-emissive during their abrasion when FN= 6 N. The number concentration of the emitted aerosol particles, obtained using the particle counter, was always found to be less than 1 cm-3, hence insignificant.
