1. Specimen preparation
- Prepare dog bone shaped tensile specimens according to ISO standard6 in advance.
NOTE: Similar specimens are also used4. - Install strain gauges on the tab section (mandatory for load measurement) and on the gauge section (optional for strain measurement) of the tensile specimen.
- Select the proper model of strain gauge based on the size, maximum extension, testing temperature, electrical resistance, etc.4.
- Clean the surface of the specimen with isopropanol to remove any contamination and install the strain gauge at the proper location. Install the tab section strain gauge at equal to or greater than the width of the tab section from the gripping section and the gauge section to ensure a uniform stress flow of the nominal value (i.e. no stress concentration), otherwise the numerical analysis is required to predict the stress value at the location of the strain gauge.
- Connect the strain gauge wires to the Wheatstone bridge box. Use a wire connection tab if required to mount the connections to the external wires.
- Verify the strain gauge reading with a simple loading and boundary conditions. Apply a known load to the specimen (e.g. hang a known mass from the specimen) and check the strain readouts.
- Prepare the specimen for DIC as follows:
- Prepare the surface of the specimen with high contrast features. For example, paint the specimen white and speckle it with fine black dots. Through trial and error match the speckle pattern to the camera image sensor size such that each speckle is composed of approximately 3 pixels or more.
NOTE: Avoid performing DIC on the side that the strain gauges are installed to prevent the undesirable surface features. - Leave the paint to dry before the test. Test the specimen, preferably, in the same day it was painted.
NOTE: Depending on the type and consistency of the paint, this may take up to a few hours. Do not leave the speckled specimens for a prolonged period (e.g., several days) before testing as this will result in the paint becoming brittle and flaking off during the test.
- Prepare the surface of the specimen with high contrast features. For example, paint the specimen white and speckle it with fine black dots. Through trial and error match the speckle pattern to the camera image sensor size such that each speckle is composed of approximately 3 pixels or more.
2. Start-up procedure
- Turn on the power to the Control Console using the button on the UPS (Uninterruptable Power Supply). Check that the isolation valve from the pump to the High Rate frame is open, and then turn on the computer.
- From the desktop start the Controller Application, selecting the High Rate Calculate Displacement.cfg configuration, then click Reset to clear interlock 1 (under Station Controls).
NOTE: The other two indicators (Program 1 and Gate 1) will be red because the high pressure hydraulic is not applied yet. - Check Exclusive Control so the frame can only be controlled from the software (and not from the handset).
- Now, start up the hydraulic pump (HPU) and open the service manifold (HSM 1) one by one (3 total). For each case wait until the low indicator stops flashing before pressing the high indicator. If the pump has been off for a long time, wait for 30 s before selecting the high to give the feeder pump time to supply oil to the high-pressure pump.
- Again, from the desktop, start the Test Design software. From the toolbar make sure the HPU and HSM 1 are ON (green). From the top menu File> New> Test from Template select Custom Templates, and then select Tension test.
3. Setup of the strain gauges
- Go to the load frame crosshead control (next to the handset) and turn the switch to the low rate (turtle icon).
- Inside the test chamber connect the wires of the specimen strain gauge(s) to the strain gauge box using the color code (red, white and black). If there is only one strain gauge, use the SG 1 series.
NOTE: The red lead is the separate terminal (excitation + or -), and the white and black are the sense and signal leads. - In the Controller Application and under Auxiliary Inputs go to Strain 1 (or 2) to select the maximum range of the strains (i.e. 2%, 5%, or 10%). For example, if 5% is chosen, the software maps this from 50,000 µε to 10 Volts output and cannot measure strains beyond 5%.
- Run the Conditioner Utility software to configure the strain gauges and balance the Wheatstone bridge according to the following steps:
- Calculate the output voltage using the formula for the Wheatstone bridge:

Here, VO is the output voltage, VE is the excitation voltage, GF is the gauge factor, ε1 is 50,000 (5%), whereas ε2, ε3, and ε4 are zero (completion bridge).
- Calculate the output voltage using the formula for the Wheatstone bridge:
- Calculate the gain using the following equation:
- In the conditioner utility software, there are options of 1, 8, 64, and 512 for the Preamp Gain, while the Post amp Gain value is limited to 9. 9976. Calculate the Post amp Gain based on different options of 1, 8, 64, and 512 for the Preamp Gain using the following equation:
- Select the lowest Preamp Gain that gives out a Post amp Gain that is lower than 9.9976 and input these values into the conditioner utility software.
- Run the High Rate Data Acquisition Configuration software. Under the strain channels (Channel 3 and 4), enter the full-scale range of the strain gauge (e.g. 50,000).
NOTE: Channel 1 and 2 are dedicated to Displacement and Force, respectively. - Offset the strain gauges to zero according to the following steps:
- First in the software, remove any offset values for the strain channels (bring offset values to zero).
NOTE: This process has to be done when the test specimen is resting (e.g. on the table) and is not under load. - Then, adjust the Bridge balance parameter to bring the readout strain almost to zero. This is the coarse adjustment step.
- Then adjust the Feedback Zero parameter, to bring the strain value in the strain manager software completely to zero. This step is the fine adjustment.
- To assure the input parameters were correct, click on Shunt Enable option.
NOTE: The strain value in the Controller Application software should read 1640 µε (with either + or – sign). Remember to turn off the shunt to remove the shunt resistor out of the Wheatstone bridge. The Strain value will go back to zero.
- First in the software, remove any offset values for the strain channels (bring offset values to zero).
- If there are two strain gauges on the specimen, in the conditioner utility software, click on Strain 2 and repeat all the strain gauge setup steps.
4. Mounting the test specimen
- In the Controller Application activate the Manual Control and enter the position of the head to full extension at -125 mm.
- Then click to turn off the Enable Manual Command check box and uncheck the Exclusive Control box.
- Use the mounting fixture to align the coupon inside the grips. An elastic cord may be used to hold the slack adapter in a retracted position giving room to install the coupon. Tighten the coupon in the bottom grip first.
- On the handset push the key icon on the top right corner to activate the handset. Ensure that the Exclusive Control box on the software is unchecked. Make sure the top grip is loose to prevent the undesirable application of load to the specimen.
- Remove the elastic cord and push the wheel icon below the thumbwheel on the controller to activate it. Slowly roll the wheel to bring the head down until the bottom arm of the slack adaptor is almost fully retracted and the crosshead is nearly at -125 mm.
NOTE: the position of the head can be read on the handset.
- Remove the elastic cord and push the wheel icon below the thumbwheel on the controller to activate it. Slowly roll the wheel to bring the head down until the bottom arm of the slack adaptor is almost fully retracted and the crosshead is nearly at -125 mm.
- On the handset push the key icon once again to de-activate the handset. Return to the computer and on the Controller Application check the Exclusive Control box and use the Manual Control to bring the head to exactly -125 mm. The top grip is loose so there is no load applied to the coupon.
- Now, tighten the top grips with a wrench and a key by rotating the slack adapter. Do not twist the coupon while tightening the grip.
- Check the spiral washers between the slack adaptor and the intermediate crosshead and make sure they are tight and there is no axial clearance along the load train.
- Again, using the crosshead control box return the frame to the high rate (rabbit icon), and make sure the enclosure doors are tightly closed.
- Back on the computer, to clear the interlocks click Reset (on the right-hand side of the Controller Application).
NOTE: The interlocks include "Interlock 1" (an interlock chain running through all frames and the hydraulic pump), "Program 1" (computer software controlled, for example, high/low velocity), "Gate 1" (enclosure and Rate switch), and "C-Stop 1" (controlled stop). - When there is no intention to move the head manually, uncheck the Enable Manual Command box in Manual Command menu to avoid accidentally entering a number into the software and moving the head.
5. DIC setup preparation
- Connect the high-speed camera to the computer using a Gigabit LAN Cable.
- Connect the Digital I/O box to the high-speed camera and MTC frame controller.
- Connect the computer to the MTS frame controller through the DAQ box. Force and displacement signals are transferred from the MTS controller to the computer through this box.
- Connect the high-speed camera to the DAQ box for the trigger signal and the synchronization signal.
- Mount the camera onto the base of the load frame to avoid relative movement between the camera and specimen during the test, as the frame shakes due to the impact.
- Position the camera carefully to ensure its image sensor is parallel to the specimen. Use a telecentric lens (e.g., Opto-engineering 23-64with a field of view of 64 × 48 mm and a working distance of 182 mm) to reduce the possibility of perspective distortion from out-of-plane motion.
- During camera setup, consider the final deformation of the specimen and make sure the camera's field of view covers the specimen throughout the entire test.
- To set up the software connections in the computer, select Network and Sharing Centre from Windows Control Panel. Next click Local Area Connection.
- Select Internet Protocol Version 4 (TCP/IPv6) in the Local Area Connection properties and set the IP address.
- Open the High-Speed Imaging viewer software and click detect and then save the setup.
- Click on the Camera Option button and select the I/O tab to set the external signals.
- To set the frame rate and frame resolution, click on the variable button. Set the camera frequency and the data acquisition (DAQ) box acquisition rate to the same number as the high-speed data acquisition system in the load frame to make the data analysis step easier
- Open the high speed DAQ in the High-Speed Imaging viewer and select the required channels and the samples per frame.
- After camera setup, capture several static images and calculate the strain field using the image correlation routine.
NOTE: The maximum strain and displacements measured from this noise floor are noted and provide a qualitative measure of the image quality.
6. Running the test
- In the test design software, from the top menu follow File> New> Test> Test from Template. Then under Custom Templates open Tension Test.
- Select New Test Run and enter a valid file name (usually the name of the coupon without spaces). Modify the fields as needed; then click OK.
- If strain gauges are included, remember to input Channel Count as 4.
- The starting point is usually -125 mm. This is important because if this is not correct the head will move to this value before the test starts possibly damaging the coupon.
- The default values for High Speed Acquisition Rate and Buffer Size are 50,000 and 20,000, respectively. Depending on the duration of the test and required time resolution (time interval between data points), modify these numbers if necessary.
NOTE: The default parameters result in saving data for the duration of 0.4 s. - For Ramp Rate select the nominal desired head velocity (for example, 8,000 mm/s), then click OK.
- A series of prompts will appear, reminding to check key hardware times, after which the test will be initiated by clicking on the Run icon.
- On the Control Console switch the Mode Select a High Rate. This activates the large valve for high rate load application. The default Valve 1 is selected (the light is on).
- On the computer screen, a series of steps are shown. Follow the steps.
- On the Control Console, depress and hold Arm/Charge Accumulator switch. The system is now ready.
- Press Fire to complete the test.
- Switch the Mode Select back to Standard and press the return to start (Green button) on the console to return the head back from the endcap (125 mm).
- Go to the crosshead control and switch back to the low rate (turtle icon).
- Open the enclosure and take out the specimen. Find the data files stored on the computer at
C:DatafilesHigh Rate Data (for high rate data) and at C:DatafilesLow Rate Data (for low rate data).
7. Shutdown procedure
- On the Controller Application software turn the HSM 1 to Low (yellow) and then to Off (red). This will close the manifold and shut down the pump.
- In the test design software, save the test run, if required, by following from the top menu File> Save as and then choose the test. Close the test design software.
- Close the Controller Application. Save the parameters before closing the software, if required. Shut down the computer.
- Close the hydraulic valve (large lever) and turn off power to the Control Console again using the power button on the UPS.
8. Data analysis
- Export the raw data from the load frame computer into the post-processing software of choice.
- Calculate the actual load from the strain gauge readouts mounted on the gauge section and compare it with the raw load data from the high speed DAQ. If the ringing in the high speed DAQ data is severe, use the calculated load from the strain gauge in the next steps4.
- Calculate the stress in the gauge section, σgauge, based on the calculated load, P, and the specimen cross-section at the gauge section, Ax – section:
- Obtain the strain on the gauge section from one of the following methods:
- Average strain in the gauge section:
- Calculate the tab section elongation by knowing the load, tab section length, specimen's elastic modulus, and cross-sectional area.
NOTE: If the elastic modulus is a function of strain rate, an iterative procedure (details are explained in reference7) is required. - Subtract the tab section elongation from the entire specimen elongation (i.e. load frame head displacement) to obtain the gauge section elongation.
- Calculate the average strain in the gauge section based on the gauge section elongation and the initial length.
- Calculate the tab section elongation by knowing the load, tab section length, specimen's elastic modulus, and cross-sectional area.
- Local strain from DIC:
- Determine the location on the gauge section where the specimen failed (i.e. split in two) and restrict the strain field to a local area at the vicinity of the failure section.
- Measure and record the strain in the local area using the DIC post-processing software of the choice.
- Average strain in the gauge section:
- Draw the stress-strain curve obtained from the previous steps.
The duration of a dynamic test is typically comparable to the time required for the stress waves to travel a round trip over the length of the load train (i.e. grips, specimen, and loading) system1. A dynamic test is valid if the number and amplitude of stress waves during a dynamic test is controlled so that a dynamic equilibrium is achieved, and the specimen experiences a homogeneous deformation at an almost constant strain rate. The Society of Automotive Engineers (SAE) draft SAE J2749 standard8 calls for at least 10 elastic reflected waves to propagate through the specimen gauge length prior to the specimen yield point. Higher natural frequency systems usually have ringing oscillations (i.e. oscillations of the signal, usually in response to a step input) with lower amplitudes. This ringing phenomenon is the main challenge in a dynamic test at medium to high strain rates. The level of ringing (i.e. frequency and amplitude of the oscillating signal) determines whether the raw load data obtained from the load frame are acceptable or not. Figure 1 shows examples of the load signals for two different tests. In both tests, the load obtained from the load frame is compared to the load calculated based on the strain gauge output installed on the tab section of the specimens. Although both these tests were performed properly, the load data directly extracted from the load frame force link cannot be used for the case shown in Figure 1b. In this case, using an alternative load measurement technique, such as tab section strain gauging, is necessary; whereas, the raw load data from the load frame (shown in Figure 1a) has good agreement with the strain gauge loads. In such cases, further tests may be performed without installing tab section strain gauges and the load can be directly read from the load frame force link. The ringing phenomenon has been previously observed by other researchers3,9,10,11. The amplitude and frequency of the oscillations are determined based on parameters such as the specimen material, geometry, and strain rate, and when the combination of all these factors leads to minor ringing, the raw data is used directly or, if necessary, after applying minor smoothing techniques such as filtering.
A typical example of DIC results for a dogbone aluminum specimen is shown in Figure 2. The strain field evolution with time on the entire gauge section is shown in this figure. The specimen was fixed at the bottom grip, and the top grip applied tension. In this test, the high-speed camera had a frame rate of 50,000 Hz and captured around 100 images during the test, but the images shown in this figure are 0.4 ms apart. The uniform strain within a given cross-section of the specimen shows the proper loading and data analysis during the test. The loss of DIC correlation in the last image was due to severe necking, which resulted in paint flaking, and was unavoidable immediately before the failure at the vicinity of the failure zone.
Figure 3 illustrates the stress-strain curves obtained from DIC and from the load frame crosshead displacement data. This figure shows the average stress-strain in the entire gauge section and is only presented to demonstrate the validity of the techniques and the good agreement between the results. When studying the local necking in the gauge section through DIC, the results cannot be compared with the average strains obtained over the entire gauge section. During the necking phenomenon, most of the deformation occurs at the necking region and the rest of the gauge section does not stretch but moves almost as a rigid body. Therefore, when calculating the average strain over the gauge section, this local stretch in the necking area is assigned to the entire gauge section with a longer length, compared to the length of the necking zone, and will result in a lower failure strain.
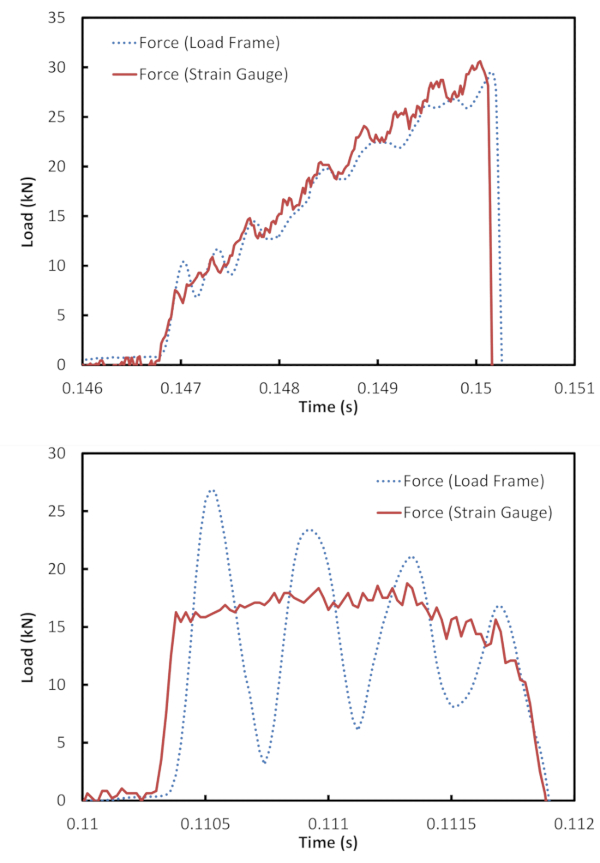
Figure 1: Comparison of load obtained from the load frame force link and calculated from the strain gauge. The ringing phenomenon in the force link data (dotted blue line) for case (A) is acceptable and for case (B) is not acceptable. Panels (A) and (B) show examples of experimental results for two tests with different samples (e.g. material, dimension, etc.) and strain rate. In each figure, the load data obtained from the load frame (dotted blue) and calculated from strain gauge readouts (solid red) are illustrated. The minor level of oscillation (i.e. ringing) in the load frame data in panel (A) demonstrates that this test does not require strain gauge instrumentation, but the severe ringing shown in panel (B) makes the strain gauge instrumentation necessary. Please click here to view a larger version of this figure.
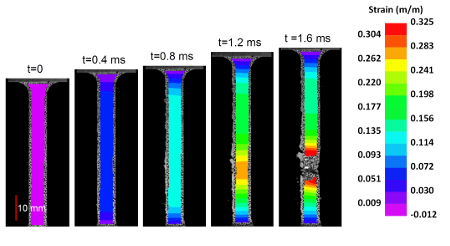
Figure 2: Strain field in the gauge section of an aluminum dogbone specimen during the test. The strain values are in m/m and the images are 0.4 ms apart. The DIC results on the gauge section of a metallic dogbone specimen are shown in this figure. Five different snapshots (out of the 100 images taken) are presented to demonstrate the evolution of strain and specimen stretching with time. The legend of all images is also shown to define the strain level associated to each color. Please click here to view a larger version of this figure.
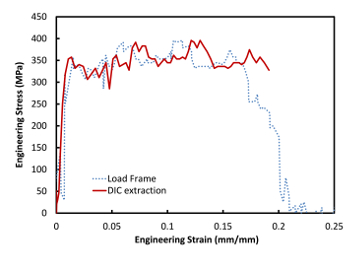
Figure 3: Comparison of the load frame and DIC extracted average stress-strain curves over the entire gauge section. The stress-strain curves determined from the load frame results (dotted blue) and extracted from DIC results (solid red) are shown here. Please click here to view a larger version of this figure.
