During the fiber refining of oleaginous flax shives using configuration (step 3.1.1), water was deliberately added at a liquid/solid ratio equal to 1.0. According to previous works25,26,27, such a liquid/solid ratio better preserves the length of the refined fibers at the twin-screw extruder outlet than lower ratios, which simultaneously contributes to an increase in their average aspect ratio. Furthermore, the amount of water added is low enough to eliminate any risk of machine clogging. In the absence of "free" water (i.e., water that would have been added in excess, and part of which would not have been absorbed by the fibers), it was, therefore, not necessary to position a filtration module at the end of the defibration zone. Following the extrusion-refining pre-treatment, the chemical composition of the extrusion-refined fibers was determined (Table 3). Logically, in the absence of liquid extract generation during the extrusion-refining pre-treatment, no significant difference in chemical composition was observed between the raw shives and the extruded ones. In terms of appearance, the extrusion-refined fibers have the form of a fluffy material (Figure 4, bottom left). This means that the extrusion process, in particular the high shear rate applied, contributes to a modification of the flax shives structure. This was first confirmed by the lower apparent and tapped densities of the extruded shives compared to the values obtained with the raw shives (Table 4). The morphological analysis of the fibers also confirmed this first observation as a very significant increase in their aspect ratio is also observed using a fiber morphology analysis device (Table 5).
When considering binderless boards from oleaginous flax shives molded using hot pressing, the TMC defibring pre-treatment using twin-screw extrusion according to configuration (step 3.1.1) is of obvious interest. Indeed, a separation of lignins from cellulose and hemicelluloses inside extruded shives takes place. During hot pressing, lignins can thus be easily mobilized and used as a natural binder. In addition, with a higher average fiber aspect ratio than for raw shives, the particle size profile of the extrusion-refined fibers is more favorable in terms of their performance for mechanical reinforcement. This means that boards made from extruded fibers alone (board numbers 1, 3, and 7), i.e., without the addition of plasticized linseed cake as an external binder, are not only all three cohesive, but above all present significantly improved usage properties in comparison to the board obtained by hot pressing of the raw shives (board number 11) (Table 6). Although the board number 1 from the extruded shives is hot pressed at a pressure of only 10 MPa, it is even significantly better from the point of view of its mechanical performance than board number 11, which is molded from the raw shives, but at a pressure value three times higher (30 MPa). The advantages of the pre-treatment in the twin-screw extruder for the subsequent mobilization of the lignins as internal binder on the one hand, and for increasing the average fiber aspect ratio on the other hand, are thus clearly demonstrated. A comparison of the usage properties of board numbers 1, 3, and 7 also shows the beneficial effects of higher applied pressure during molding on these properties, whether it is the flexural strength, the Shore D surface hardness, or the water resistance of the material after immersion. As the pressure increases, the mobilization of the lignin-based binder is promoted27. In the molten phase, its viscosity is reduced, and wetting of the fibers is optimized.
Using configuration (step 3.1.2), once the shives were defibrated, the plasticized linseed cake was also added directly into the twin-screw extruder and intimately mixed with the refined fibers in the second half of the screw profile. The plasticized linseed cake was added at contents between 10% and 25% (Table 1). Intimate mixing was obtained thanks to the use of two successive series of bilobe paddles (BB elements), mounted in staggered rows (90°). These are positioned at the level of modules 7 and 8 (Figure 3). When the plasticized linseed cake is added, the observed increase of total specific energy consumption is very small despite a higher filling of the machine: 1.35 ± 0.04 kW h/kg of dry matter max instead of 1.28 ± 0.05 kW h/kg of dry matter in the case of configuration (step 3.1.1) for which the shives are defibrated but without the addition of exogenous binder. The CF1C reverse screw elements used for shives defibration are, therefore, the most restrictive elements of the screw profile. The mixing zone of the refined fibers and linseed cake, therefore, contributes in a small extent to the increase in the overall energy consumption of the machine.
The addition of the plasticized linseed cake to the extrusion-refined fibers results in a premix enriched with natural binder, which must be dried to a moisture content of between 3% and 4% before molding. Overall, this addition increases the flexural properties of the fiberboards obtained (Table 6). For an applied pressure of 10 MPa, the addition of 25% linseed cake leads to a 15% increase in the flexural strength of the material (comparison of board numbers 1 and 2). For a doubled pressure (20 MPa), an increase of 25% is observed when 10% flax-based binder is added (board number 4) and it rises to 53% when 17.5% of this binder is added (board number 5). Finally, for the highest forming pressure (30 MPa), the relative increase in bending strength is maximum (+12%) when 10% linseed cake is added (comparison of board numbers 7 and 8).
At the same time, the Shore D surface hardness and the water resistance of the fiberboards after immersion are largely independent of the plasticized linseed cake content in the premix. The application of a pressure of at least 20 MPa during hot pressing is still accompanied by a reduction in thickness swelling, regardless of the exogenous binder content. Under such forming conditions, the density of hardboards increases. Their internal porosity is then reduced, and the diffusion of water inside the material during immersion is thus reduced.
The role of exogenous binder played by the linseed cake in the premix is thus confirmed and explained by the presence of a significant content (estimated at 40.5% of its dry mass52) of proteins with plastic and adhesive behavior. This role is also confirmed when the oleaginous flax protein-based binder is added to the raw shives. Indeed, with 25% of this binder (case of board number 12), the board obtained (Figure 4, top right) has a flexural strength of 10.6 MPa instead of only 3.6 MPa without binder (board number 11). However, this panel has a lower bending strength than all those based on the extrusion-refined fibers, illustrating the essential role played by the TMC pre-treatment of the shives.
Thanks to the combined action of defibration of the shives and the addition of an exogenous binder within the same twin-screw device, fiberboards with a bending strength of around 23 to 25 MPa are obtained. As an example, with the addition of 25% plasticized linseed cake to the premix and hot pressing of the latter by applying a 30 MPa pressure, the corresponding fiberboard (board number 10) shows a bending strength of 24.1 MPa, a flexural modulus of 4.0 GPa and an internal bond strength of 0.70 MPa (Figure 4, bottom right). Based on the recommendations of the French standard (NF) EN 312 (standard dedicated to the specifications for particleboards)53, this board already meets the mechanical requirements of type P6 boards, i.e., boards working under high stress and used in dry environments. Only its thickness swelling after immersion in water for 24 h does not meet the requirements of this standard (78% instead of 16% max). A post-curing treatment (60 °C for 30 min, then 80 °C for 30 min, then 100 °C for 45 min, then 125 °C for 60 min, and finally 150 °C for 90 min before returning to room temperature for 225 min) of this material leads to a reduction in thickness swelling of up to 49%, simultaneously with an increase in flexural strength (25.8 ± 1.0 MPa). However, this reduction in thickness swelling remains insufficient. For future work, other additional processes, e.g., coating, chemical, or steam treatment, after hot pressing should be tested to improve this dimensional stability parameter27 to a greater extent. Another original solution could be the addition of hydrophobing agent(s), e.g., vegetable oil derivatives, to the premix directly in the twin-screw extruder. In addition, as this optimal board may be used inside houses, its fire resistance will need to be evaluated before it is proposed to the market. Indeed, this characteristic is of key importance. If the fire resistance of this material proves to be insufficient, the addition of a fireproofing product to the premix directly in the twin-screw extruder should be considered before the panel is molded by hot pressing.
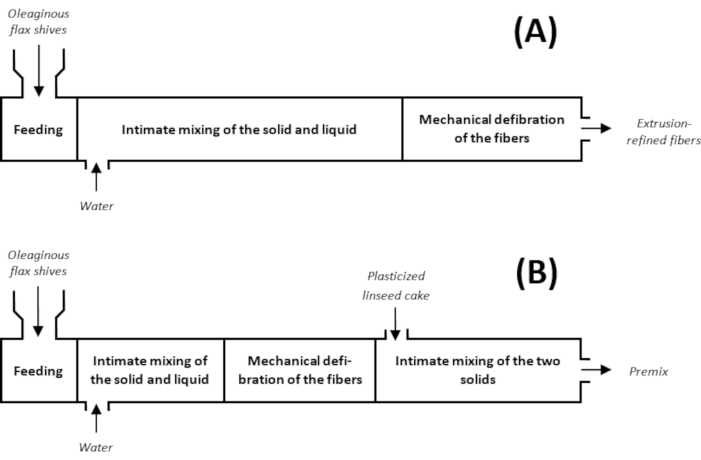
Figure 1: Simplified configurations of the twin-screw extruder used (A) for the only fiber refining of oleaginous flax shives, and (B) for the combined process in a single extruder pass, including the fiber refining of oleaginous flax shives, the addition of plasticized linseed cake, and then the intimate mixing of the two solids. For each of the two tested configurations, the successive unit operations are mentioned. Please click here to view a larger version of this figure.
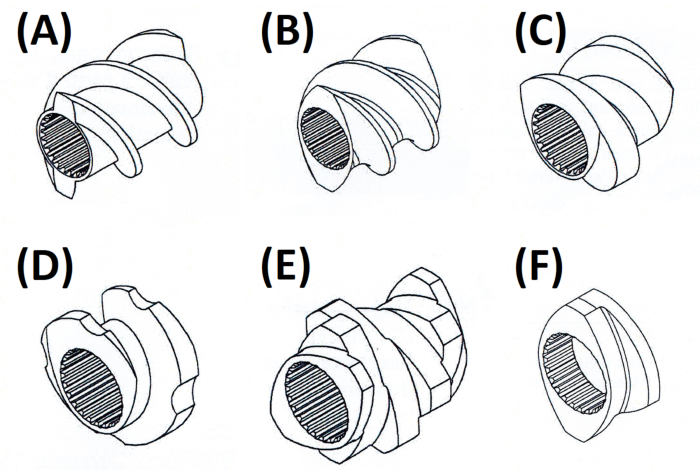
Figure 2: Type of screw elements used along the screw profiles: (A) T2F, (B) C2F, (C) C1F, (D) CF1C, (E) BB, and (F) INO0 screw elements. (A) T2F elements are trapezoidal double-flight screws used for their conveying action. Due to the trapezoidal shape of their threads, T2F elements are non-self-cleaning screws but have very good conveying and swallowing characteristics. They are, therefore, positioned in the feeding areas of the two solids used (i.e., oleaginous flax shives, and plasticized linseed cake). (B) C2F elements are conjugated double-flight screws also used for their conveying action. The shape of their threads is conjugated, which makes the C2F elements self-cleaning screws. They are positioned where the solid and liquid coexist. (C) C1F elements are single-flight screws. In comparison to C2F elements, these conveying screws have a wider thread crest. Therefore, they have a better thrust and a higher shear effect than C2F elements. (D) CF1C elements are conjugated cut-flight, single-flight screws with left-handed pitch. These reverse screw elements are the most restrictive and most important elements of the screw profile. They allow an intense mixing and mechanical shearing of the material as well as an increase of its residence time. CF1C screws are the place where the defibration of the fibers takes place. (E) BB elements are bilobed paddles. They allow a strong mixing effect on the material. They, therefore, promote an intimate mixing action that is particularly important for homogeneously impregnating the oleaginous flax shives with the added water on the one hand, and intimately mixing the extrusion-refined fibers and plasticized linseed cake on the other. (F) INO0 elements are linking elements between double- and single-flight screws. Please click here to view a larger version of this figure.
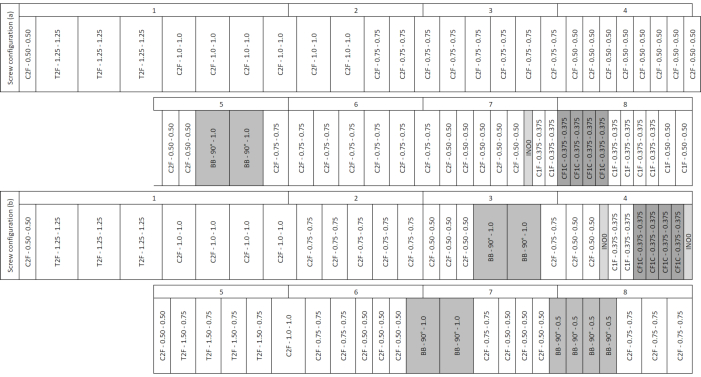
Figure 3: Screw configurations (A) for the fiber refining only of oleaginous flax shives, and (B) for the combined process in a single extruder pass, including the fiber refining of oleaginous flax shives, the addition of plasticized linseed cake, and then the intimate mixing of the two solids. (A) When the oleaginous flax shives are only extrusion-refined, they are introduced in module 1. Then, water is injected at the end of module 2. The intimate mixing of the solid and liquid is carried out at the level of module 5. Lastly, the mechanical defibration of the fibers through mechanical shearing takes place in module 8. (B) When the combined process is conducted in a single extruder pass, the fiber refining of oleaginous flax shives is conducted in the first half of the screw profile (i.e., from modules 1 to 4), the addition of plasticized linseed cake in its middle, and the intimate mixing of the two solids along the second half of the screw profile. More precisely, the introduction of the plasticized linseed cake is made through a side feeder at the level of module 5, i.e., after the fiber refining step, and the intimate mixing of the two solids is conducted along modules 6 to 8. For the T2F, C2F, C1F, and CF1C screws, the two mentioned numbers indicate their pitch and length (as a proportion of D, the screw diameter), respectively. For the BB mixing blocks, they represent their staggering angle and length, respectively. INO0 elements are 0.25 D in length. Zones in the screw configuration with a flow-restricting effect correspond to the shaded areas. Please click here to view a larger version of this figure.
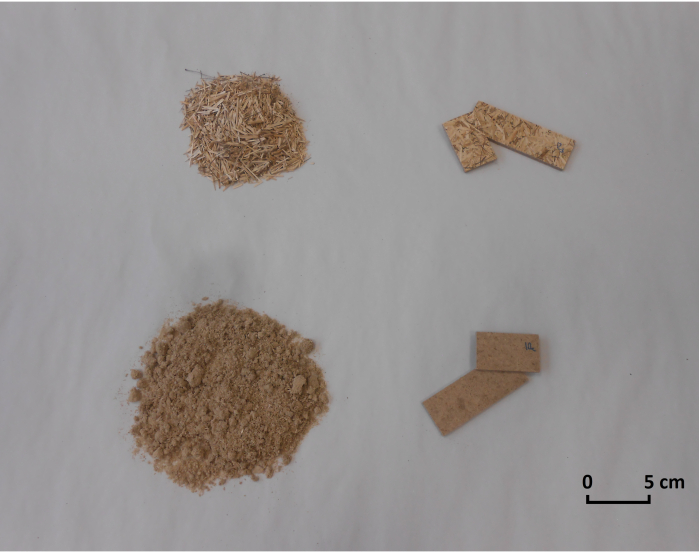
Figure 4: Photograph of OFS (top left) and ERF (bottom left) oleaginous flax shives, and board numbers 12 (top right) and 10 (bottom right). Board numbers 12 and 10 both contain 25% plasticized linseed cake. Board number 12 is made of the OFS raw shives whereas board number 10 originates from the P3 premix (i.e., contains the extrusion-refined fibers). Please click here to view a larger version of this figure.
| Extrudate denomination | ERF | P1 | P2 | P3 |
| Configuration | (3.1.1.) | (3.1.2.) | (3.1.2.) | (3.1.2.) |
| Twin-screw extrusion conditions | ||||
| Screw rotation speed (rpm) | 150 | 150 | 150 | 150 |
| Inlet flow rate of oleaginous flax shives (kg/h) | 15.00 | 15.00 | 15.00 | 15.00 |
| Inlet flow rate of plasticized linseed cake (kg/h) | 0.00 | 1.50 | 2.63 | 3.75 |
| Inlet flow rate of injected water (kg/h) | 15.00 | 15.00 | 15.00 | 15.00 |
Table 1: Twin-screw extrusion conditions used for configurations (A) and (B). ERF, extrusion-refined fibers originating from configuration (step 3.1.1); P1, premix number 1 originating from configuration (step 3.1.2) and with 10% content (in proportion to the weight of shives) of plasticized linseed cake; P2, premix number 2 originating from configuration (step 3.1.2) and with 17.5% content (in proportion to the weight of shives) of plasticized linseed cake; P3, premix number 3 originating from configuration (step 3.1.2) and with 25% content (in proportion to the weight of shives) of plasticized linseed cake.
| Fiberboard number | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| Raw material | ERF | P3 | ERF | P1 | P2 | P3 | ERF | P1 | P2 | P3 | OFS | OFS plus 25% (w/w) of plasticized linseed cake |
| Mold temperature (°C) | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 |
| Molding time (s) | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 |
| Applied pressure (MPa) | 10 | 10 | 20 | 20 | 20 | 20 | 30 | 30 | 30 | 30 | 30 | 30 |
Table 2: Molding parameters used for the manufacture of the fiberboards. OFS, oleaginous flax shives (i.e., raw shives not previously treated through twin-screw extrusion). Made of OFS and plasticized linseed cake, the solid mixture used for producing board number 12 was obtained mechanically using a double-helix mixer.
| Material | OFS27 | ERF |
| Moisture (%) | 8.4 ± 0.2 | 8.3 ± 0.2 |
| Minerals (% of the dry matter) | 2.0 ± 0.1 | 2.0 ± 0.1 |
| Cellulose (% of the dry matter) | 45.6 ± 0.4 | 44.3 ± 0.4 |
| Hemicelluloses (% of the dry matter) | 22.4 ± 0.1 | 22.8 ± 0.1 |
| Lignins (% of the dry matter) | 25.1 ± 0.6 | 23.7 ± 0.5 |
| Water-soluble components (% of the dry matter) | 4.1 ± 0.1 | 4.3 ± 0.1 |
Table 3: Chemical composition of oleaginous flax shives before and after the extrusion-refining pre-treatment. The contents in moisture were determined according to the ISO 665:2000 standard54. They were measured from equilibrated materials, i.e., after conditioning in a climatic chamber (60% relative humidity, 25 °C). The contents in minerals were determined according to the ISO 749:1977 standard55. The contents in cellulose, hemicelluloses, and lignins were determined using the Acid Detergent Fiber (ADF) – Neutral Detergent Fiber (NDF) method of Van Soest and Wine56,57. The contents in water-soluble compounds were determined by measuring the mass loss of the test sample after 1 h in boiling water. All measurements were conducted in duplicate. Results in the table correspond to the mean values ± standard deviations.
| Material | Apparent density (kg/m3) | Tapped density (kg/m3) |
| OFS27 | 117 ± 5 | 131 ± 4 |
| ERF | 71 ± 1 | 90 ± 1 |
Table 4: Apparent and tapped densities of oleaginous flax shives before and after the extrusion-refining pre-treatment. The tapped density of oleaginous flax shives was measured in triplicate using a densitometer. The apparent density was obtained before compaction. Results in the table correspond to the mean values ± standard deviations. n.d., non-determined.
| Material | Fibre length (µm) | Fiber diameter (µm) | Aspect ratio | Fines (%) |
| OFS27 | 5804 ± 4013 | 1107 ± 669 | 6 ± 6 | n.d. |
| ERF | 559 ± 27 | 20.9 ± 0.2 | 27 ± 2 | 56 ± 2 |
Table 5: Morphological characteristics of oleaginous flax shives before and after the extrusion-refining pre-treatment. The morphological analysis of raw shives (i.e., before the extrusion-refining pre-treatment) was performed by image analysis using a software from a scan of about 3,000 particles27. That of the extrusion-refined shives was conducted using an analyzerfor fiber morphology measurement and characterization. For these measurements, determinations were carried out in triplicate and, for each experiment, about 15,000 particles were analyzed. Results in the table correspond to the mean values ± standard deviations.
| Fiberboard number | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| Bending properties | ||||||||||||
| Thickness (mm) | 4.18 ± 0.07 | 5.03 ± 0.14 | 3.73 ± 0.11 | 3.88 ± 0.01 | 4.12 ± 0.02 | 4.56 ± 0.06 | 3.62 ± 0.12 | 3.81 ± 0.09 | 4.06 ± 0.12 | 4.37 ± 0.12 | 3.99 ± 0.07 | 4.69 ± 0.25 |
| Density (kg/m3) | 1051 ± 16 | 1165 ± 78 | 1191 ± 59 | 1241 ± 34 | 1256 ± 41 | 1248 ± 37 | 1213 ± 54 | 1268 ± 17 | 1274 ± 23 | 1253 ± 32 | 1069 ± 19 | 1181 ± 40 |
| Flexural strength (MPa) | 11.6 ± 1.0 | 13.3 ± 1.4 | 16.6 ± 1.4 | 20.9 ± 2.2 | 25.5 ± 1.9 | 22.6 ± 2.1 | 21.7 ± 1.9 | 24.4 ± 1.8 | 23.5 ± 2.1 | 24.1 ± 2.5 | 3.6 ± 0.4 | 10.7 ± 0.9 |
| Elastic modulus (MPa) | 2474 ± 138 | 2039 ± 227 | 2851 ± 295 | 3827 ± 303 | 4272 ± 396 | 3806 ± 260 | 3781 ± 375 | 4612 ± 285 | 3947 ± 378 | 4014 ± 409 | 1071 ± 98 | 2695 ± 370 |
| Shore D surface harness (°) | 70.7 ± 2.2 | 69.0 ± 3.0 | 70.6 ± 1.9 | 70.5 ± 2.2 | 70.3 ± 2.0 | 71.1 ± 1.8 | 69.0 ± 2.7 | 70.8 ± 2.0 | 70.0 ± 2.2 | 71.0 ± 1.7 | 61.4 ± 4.8 | 61.8 ± 3.6 |
| Internal bond strength (MPa) | n.d. | n.d. | n.d. | n.d. | n.d. | n.d. | n.d. | n.d. | n.d. | 0.70 ± 0.05 | n.d. | n.d. |
| Water sensitivity after immersion in water during 24 h | ||||||||||||
| Thickness swelling (%) | 139.5 ± 14.3 | 135.4 ± 10.9 | 76.1 ± 6.8 | 73.1 ± 1.8 | 82.3 ± 5.6 | 90.5 ± 3.9 | 64.0 ± 4.2 | 87.1 ± 5.6 | 100.1 ± 4.4 | 77.7 ± 2.2 | 159.9 ± 11.1 | 179.8 ± 16.3 |
| Water absorption (%) | 145.4 ± 10.0 | 143.1 ± 16.2 | 66.5 ± 6.3 | 65.2 ± 3.5 | 69.1 ± 2.2 | 83.0 ± 5.0 | 54.4 ± 1.6 | 59.8 ± 1.1 | 86.3 ± 6.7 | 63.3 ± 1.7 | 156.8 ± 5.9 | 150.1 ± 7.0 |
Table 6: Mechanical properties, thickness swelling, and water absorption of the fiberboards manufactured by hot pressing. The thickness and the density were determined by weighing the test specimens, and measuring their dimensions using an electronic caliper. The bending properties were determined according to the ISO 16978:2003 standard58. The Shore D surface hardness was determined according to the ISO 868:2003 standard59. The internal bond strength was determined according to the ISO 16260:2016 standard60. The water sensitivity after immersion in water (i.e., thickness swelling and water absorption) was determined according to the ISO 16983:2003 standard61. All determinations were carried out four times. Results in the table correspond to the mean values ± standard deviations. n.d., non-determined.
