Tip validation: SEM images
Previous work20 showed that scissor cutting resulted in unreliable impedances as Parylene C folded across the recording site. Scissor cutting is used here only to cut fibers to the desired length before processing with an additional finish cutting method. SEM images of the tips were used to determine the exposed carbon length and tip geometry (Figure 8).
Scissor and Nd:YAG laser-cut fibers were previously reviewed17,20. Scissor-cut fibers (Figure 8A) have inconsistent tip geometries, with Parylene C folding over the end when cut20. The Nd:YAG laser-cut fibers remain consistent in the recording site area, shape, and impedance (Figure 8B). Blowtorched fibers20 lead to the largest electrode size and shape variability and a sharpened tip, allowing for insertion into tough tissue. On average, 140 µm of carbon was re-exposed, with a smooth transition area between the carbon and Parylene C insulation (Figure 8C). UV laser-cut fibers were similar to blowtorched fibers, showing 120 µm of carbon exposed from the tip (Figure 8D). Impedances indicated that either the UV laser or blowtorch tip cutting methods are suitable for ePhys and are viable solutions for laboratories without access to an Nd:YAG laser.
Tip validation: electrical recording
Figure 9 shows the resulting impedances from each preparation method using Flex Arrays. The resultant values are within an appropriate range for ePhys recording. Nd:YAG laser-cut fibers resulted in the smallest surface area but the highest impedances, even with the PEDOT:pTS coating (bare carbon: 4138 ± 110 kΩ; with PEDOT:pTS: 27 ± 1.15 kΩ; n = 262). This is followed by the inverse relationship in blowtorched (bare carbon: 308 ± 7 kΩ; with PEDOT:pTS: 16 ± 0.81 kΩ; n = 262) and UV laser-cut (bare carbon: 468 ± 85.7 kΩ; with PEDOT:pTS: 27 ± 2.83 kΩ; n = 7) fibers that have a large surface area and low impedances. However, in all cases, the PEDOT:pTS-coated fibers fall under the 110 kΩ threshold set previously to indicate a good, low impedance electrode.
Acute ePhys recordings were taken from a Long Evans rat acutely implanted with a ZIF array with UV laser-cut and PEDOT:pTS-treated fibers to demonstrate the viability of this method. ePhys has previously been tested and proven with scissor-cut20 and Nd:YAG-17 and blowtorch-treated fibers7,8 and so was not revalidated in this text. Acute recordings from four UV laser treatment fibers (2 mm in length) that were simultaneously implanted in rat motor cortex (n = 1) are presented in Figure 10. Three units were found across all fibers, suggesting that the treatment of the fibers with the inexpensive UV laser is similar to other cutting methods that enable the carbon fiber to record neural units, as would be expected by the SEMs and impedances. While carbon fiber arrays are easily built and modified to suit the user's needs, it should be noted that additional validation is necessary for some builds (Table 3), while others are less suitable for certain end tasks.
Commercial Parylene C
Commercially coated arrays were determined to have a Parylene C thickness of 710 nm by the vendor, well within the target range of insulation. The arrays were prepared for ePhys recordings using the blowtorch tip preparation. Impedances were taken after the preparation of the tips and compared to existing data. A blowtorched and PEDOT:pTS-coated probe had an average of 14.5 ± 1.3 kΩ impedance across 16 fibers. SEM images were taken of the tip and shank to compare Parylene C deposition (Figure 11 A,B, respectively). These results show that the use of a commercial vendor did not change the expected impedance values, suggesting that this will be an equally viable substitution to deposition in the university cleanroom.
Device cost analysis
Provided all tools and bulk materials (e.g., epoxies, solder) are accessible to the researcher, a Parylene C user fee of $41, and a batch of 8 probes, the total materials cost is $1168 ($146 per probe). Personnel effort (Table 4) is ~25 h for the batch. If using a substituted fabrication step, the cost of the probes will vary based on commercial Parylene C coating cost ($500-800 quoted). The time for the build steps (Table 4) is grouped for all instances of a repeated task for simplicity. Build times for designs with a larger pitch (Wide Board and ZIF) are dramatically reduced as the manually intensive steps (e.g., carbon fiber placement) are easier and faster to complete.
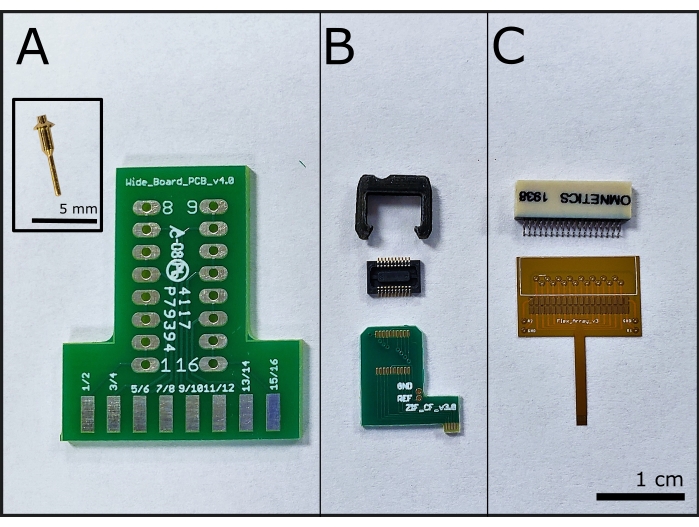
Figure 1: Connectors and associated printed circuit boards. (A) Wide Board with one of sixteen necessary connectors in inset (inset scale bar = 5 mm). (B) ZIF and one of two connectors and one shroud. (C) Flex Array with a 36-pin connector; scale bar = 1 cm. Please click here to view a larger version of this figure.
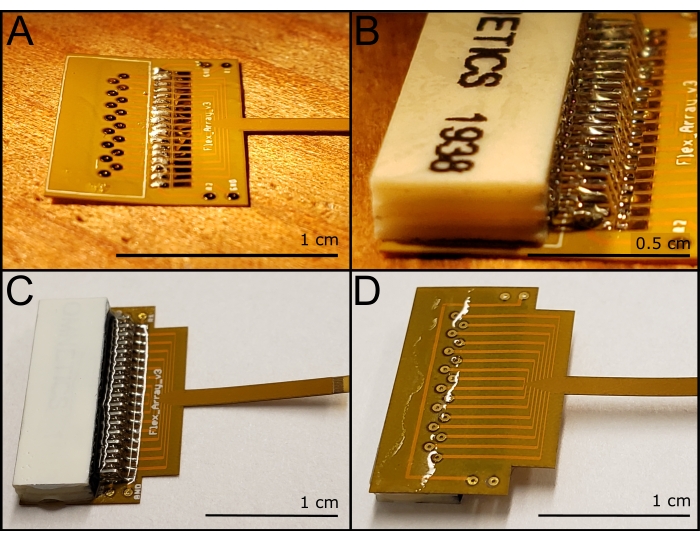
Figure 2: Soldering and insulation steps for the Flex Array. (A) Laying the solder for the bottom connector pins. (B) Back pins secured in place with the front pins ready for soldering. (C) Delayed set epoxy insulated Flex Array; note that the delayed-set epoxy does not cover the reference and ground vias on either side. (D) Backside of the Flex Array with a band of delayed set epoxy across the pad vias (not the ground and reference vias) and wrapped around the side of the board toward the edge of the connector. Scale bar = 0.5 cm (B) and 1 cm (A, C, D). Please click here to view a larger version of this figure.
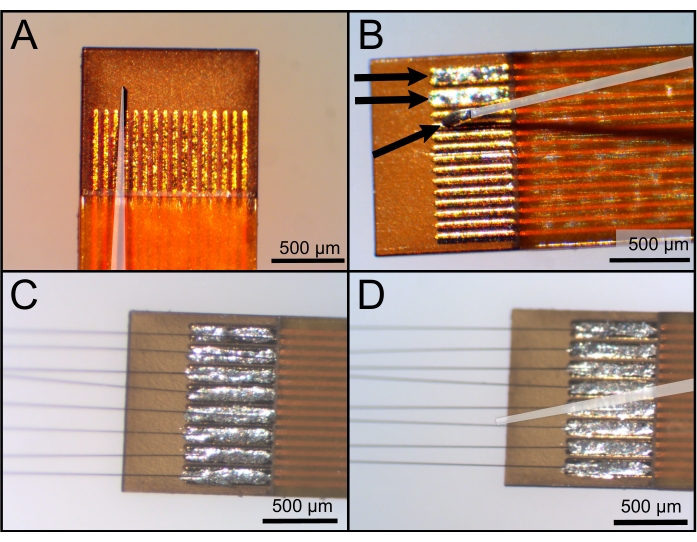
Figure 3: Applying silver epoxy and aligning carbon fibers between the traces of the Flex Array. Capillaries have been highlighted with a white overlay. (A) The end of the capillary fits between the traces to get (B) clean silver epoxy (denoted with arrows at the end of the capillary and within the traces) deposition without spillover outside of the trace pairs. (C) Carbon fibers are placed into the epoxy and then (D) straightened with a clean capillary. Scale bars = 500 µm. Please click here to view a larger version of this figure.
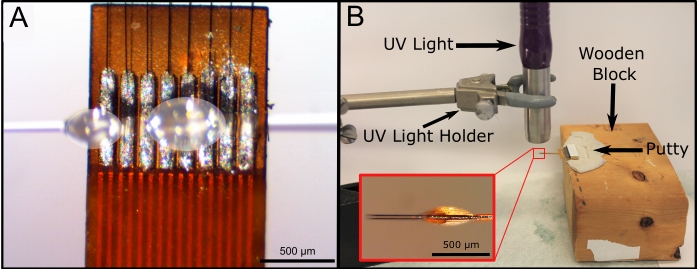
Figure 4: Insulation with UV Epoxy Application (A) UV epoxy is applied using a clean capillary and two drops of UV epoxy (marked with white overlays). UV epoxy is applied in droplets of 0.25-0.75 mm diameters until the UV epoxy forms a smooth bubble over the top of the traces. (B) UV epoxy is cured under UV light. The Flex Array is placed in putty on a wooden block for ease of movement and alignment underneath the UV light. The UV light is held with a holder ~1 cm above the end of the Flex Array. Inset (B) shows the side profile of a properly UV epoxy-insulated Flex Array. The UV epoxy bubble on either side of the board is roughly 50 µm in height. Scale bars = 500 µm (A and inset B). Please click here to view a larger version of this figure.
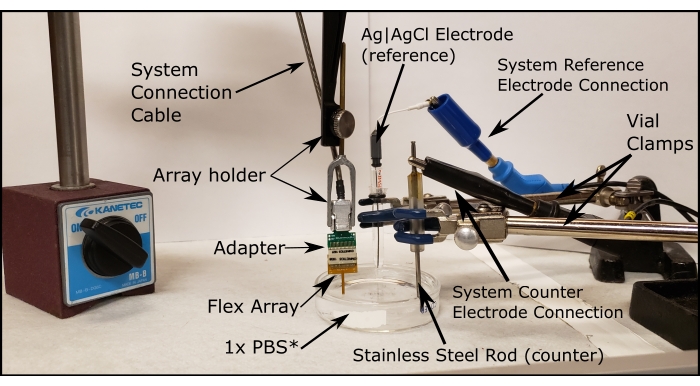
Figure 5: Setup for impedance measurements. All parts are labeled, and system connectors and adapters are system-dependent. PBS is starred as the solution is swapped for PEDOT:pTS later on in the build; however, the setup is identical otherwise. Abbreviations: PBS = phosphate-buffered saline; PEDOT:pTS = poly(3,4-ethylenedioxythiophene):p-toluenesulfonate. Please click here to view a larger version of this figure.
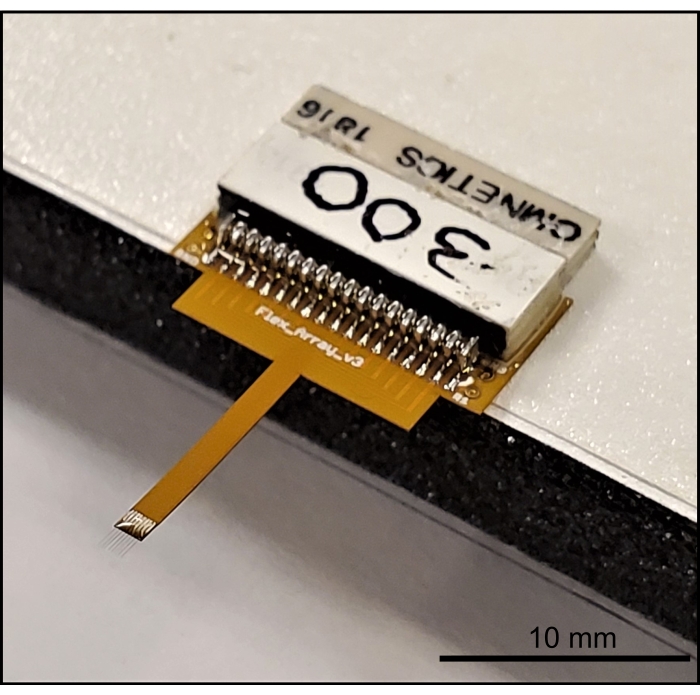
Figure 6: Flex Array prepared for Parylene C coating. The Flex Array is secured to a raised foam platform with tape, adhesive side up during the coating process. Scale bar =10 mm. Please click here to view a larger version of this figure.
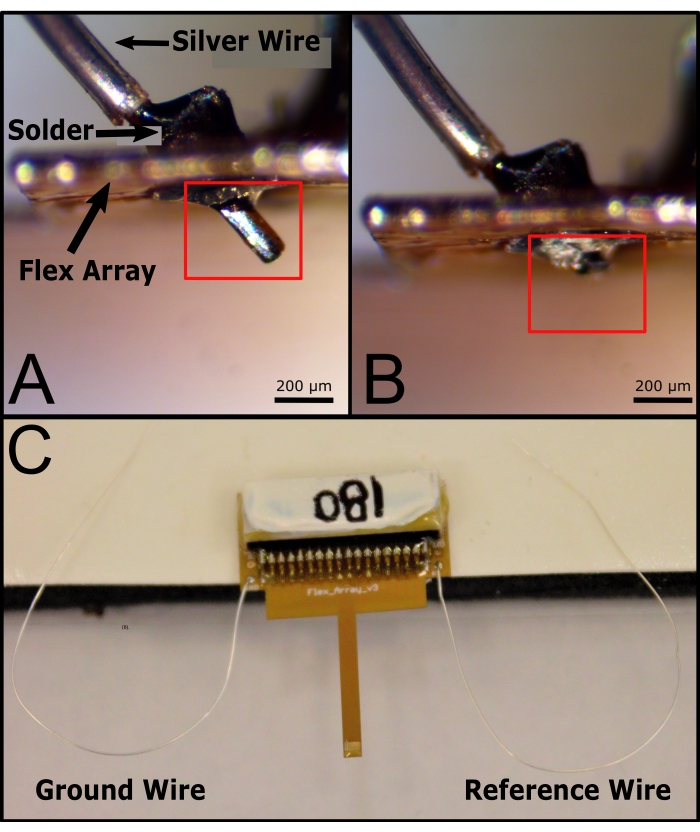
Figure 7: Ground and reference wires attached to the finalized Flex Array. Solder was applied to each side of the via on either side of the board (A) to create a secure bond. ePhys vias are labeled on the board as GND and Ref and paired on opposite sides of the board from one another. There are two additional vias also labeled GND and Ref2. Both GND vias are shorted together. Ref2 is meant to be used in electrochemical experiments. Excess wire in (A) is denoted with a red box and is removed (B) from the backside of the probe (red box shows where wire used to be) to help with noise reduction and handling the probe. (C) Final Flex Array stored for future use. Note that the paired GND and Ref vias on this board make it designated for ePhys recordings. Scale bars = 200 µm (A, B). Abbreviations: ePhys = electrophysiology; GND = ground; Ref = reference. Please click here to view a larger version of this figure.
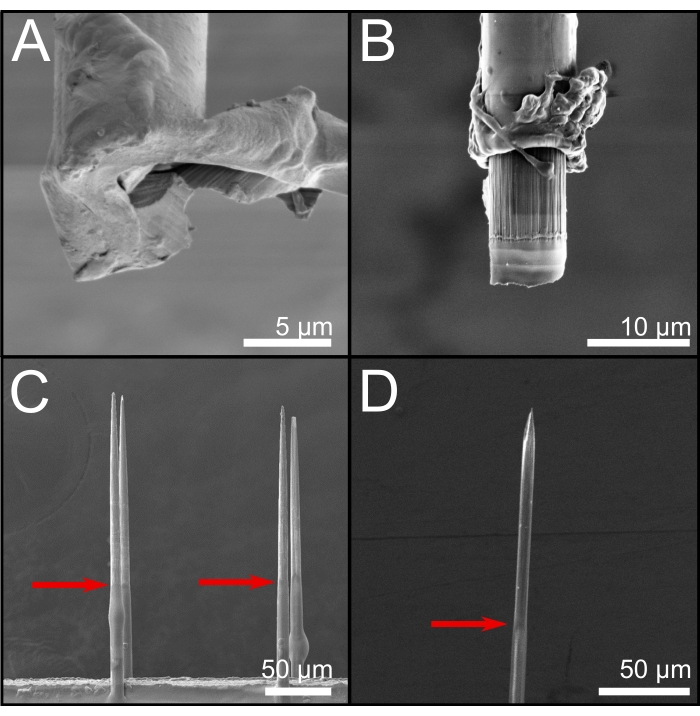
Figure 8: SEM images of fibers with different tip-cutting techniques. (A) Scissor-cut fiber with very little exposed carbon. (B) Nd:YAG laser cut. (C) Blowtorched fiber with ~140 mm of carbon exposed from the tip. (D) UV laser-cut fibers with ~120 mm of carbon exposed from the tip. Red arrows indicate the transition area between Parylene C and bare carbon fiber. Scale bars = 5 µm (A), 10 µm (B), 50 µm (C, D). Abbreviations: SEM = scanning electron microscopic; Nd:YAG = Neodymium-doped yttrium aluminum garnet. Please click here to view a larger version of this figure.
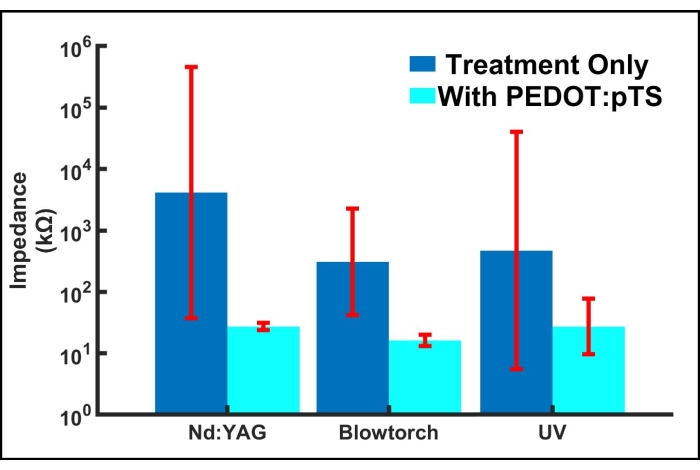
Figure 9: Impedance differences between only applying the treatment (bare carbon exposed) and with the addition of PEDOT:pTS. In all cases, the addition of PEDOT:pTS decreases the impedance by an order of magnitude. Sample size: Nd:YAG = 262, Blowtorch = 262, UV = 7. UV sample size difference is due to the novelty of the preparation method; however, it shows a similar range to blowtorch, as expected. Impedance data are expressed as mean ± standard error. Abbreviations: PEDOT:pTS = poly(3,4-ethylenedioxythiophene):p-toluenesulfonate; Neodymium-doped yttrium aluminum garnet. Please click here to view a larger version of this figure.
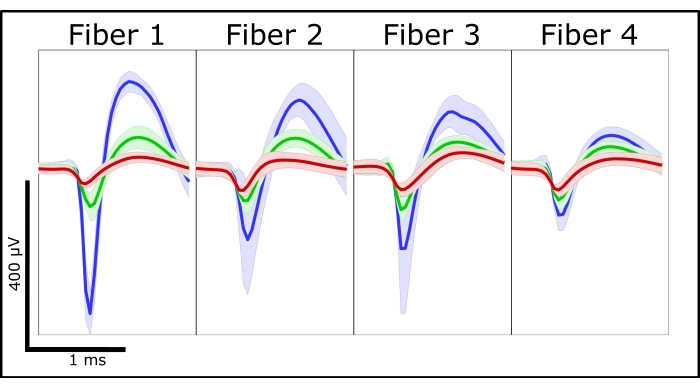
Figure 10: Acute electrophysiological spiking data from four UV laser-cut electrodes. Please click here to view a larger version of this figure.
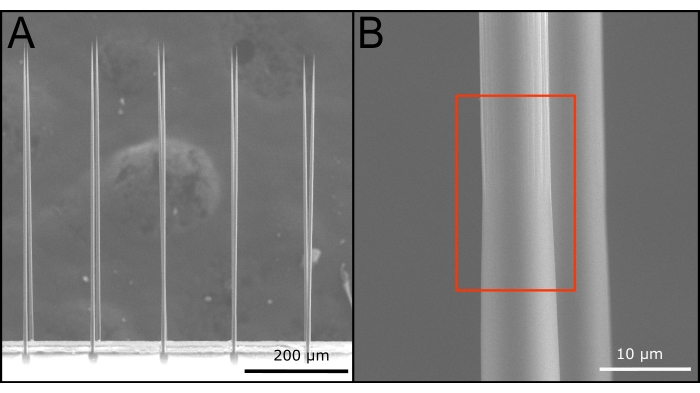
Figure 11: Commercial Parylene C-coated arrays. (A) The sharpened array shows uniform sharpening across all fibers indicating that there are no drawbacks to commercial coating. (B) After blowtorching, the transition (red box) between bare carbon fiber and Parylene C shows no discernable difference between arrays coated in a cleanroom facility. Scale bars = 200 µm (A) and 10 µm (B). Please click here to view a larger version of this figure.
| PCB Name | Connector | Soldering Pad Size (mm) | Exposed Trace Size (mm) | Trace Pitch (µm) | Channels | |
| Wide Board | Mill-Max 9976-0-00-15-00-00-03-0 | 3.25 x 1.6 | 1.5 x 4.0 | 3000 | 8 | |
| ZIF | Hirose DF30FC-20DS-0.4V, | 0.23 x 0.7 | 0.75 x 0.07 | 152.4 | 16 | |
| Flex Array | Omnetics A79024-001 | 0.4 x 0.8 | 0.6 x 0.033 | 132 | 16 | |
Table 1: Each PCB has a different connector and pitch associated with it. Abbreviation: PCB = printed circuit board.
| Build Step | Expected 1 kHz Impedance (kΩ) |
| Bare Fiber | 150-300 |
| Bare Fiber with UV Insulation | 400-500 |
| Parylene C Insulated Fibers | >50,000 |
| Nd:YAG Laser Cut | <15,000 |
| Blowtorched | 300-400 |
| UV Laser Cut* | 300-500 |
| PEDOT:pTS Coated | <110 |
Table 2: Typical range of impedances after each build stage (n = 272). *n = 16. PEDOT:pTS-treated probes above 110 kΩ may still record signals; however, all treated electrodes typically fall under this value. Abbreviations: PEDOT:pTS = poly(3,4-ethylenedioxythiophene):p-toluenesulfonate; Neodymium-doped yttrium aluminum garnet.
| Preparation Method | Wide Board | ZIF | Flex Array |
| Nd:YAG | Impedance, SEM, acute ePhys | Impedance, SEM, acute/chronic ePhys | Impedance, SEM, acute/chronic ePhys |
| Blowtorch | Impedance, SEM, acute ePhys | Impedance, SEM, acute/chronic ePhys | Impedance, SEM, acute/chronic ePhys |
| UV Laser | Not yet validated | Impedance, SEM, acute/chronic ePhys | Not Viable |
Table 3: Validated uses of each board with the cutting methods described. All cutting methods included electrodeposition of PEDOT:pTS. 'Not Viable' indicates that a form factor of the design prevents this tip treatment from being tested at this time (i.e., fiber pitch). Abbreviations: Neodymium-doped yttrium aluminum garnet; SEM = scanning electron microscopy; ePhys = electrophysiology; ZIF = zero insertion force.
| Activity | Time for 8 Devices (h) |
| All Soldering | 5 |
| Insulating Omnetics | 1 |
| Populating Carbon Fibers | 10 |
| Insulating Traces with UV Epoxy | 0.5 |
| Parylene C Deposition | 1.5 |
| Nd:YAG Laser Cutting | 1 |
| Blowtorching | 1 |
| UV Laser Cutting | 1.5 |
| All Impedance Testing | 4.5 |
| PEDOT:pTS Deposition | 1.5 |
| Recipe Used | Total Hours |
| Nd:YAG Laser Cut | 25 |
| Blowtorch | 25 |
| UV Laser Cut | 25.5 |
Table 4: Time required for each step of a fabrication process. Soldering of the connector and ground and reference wires have been combined here to simplify the activity list. Abbreviations: PEDOT:pTS = poly(3,4-ethylenedioxythiophene):p-toluenesulfonate; Neodymium-doped yttrium aluminum garnet.
