Inhalation of particles with a size of 1 µm or smaller poses a high risk of adverse health effects on the human body. With increasing environmental pollution from combustion processes, respiratory diseases are growing in the population1,2,3. To promote health and counteract pollution, it is necessary to first identify the sources of pollution and quantify the degree of pollution. This can be done with existing particle detectors. However, these are large and very often far too expensive for private or citizen science purposes.
Many of the commercially available particle detectors are bulky, very expensive, and require additional equipment to be operated4. Most of them also need several aerosol-conditioning steps. For example, dilution is needed for detectors that use light scattering as their measurement principle, and the measurement range is limited by the wavelength5,6,7. Particle detectors that use laser-induced incandescence as a detection principle need both high energy laser sources and an energy-consuming cooling system8.
Particle detectors that use condensation particle counters are normally used as the gold standard for particle concentration measurement; these need preconditioning, dilution, and working fluids (e.g., butanol)9,10,11. The advantages of an electrostatic sensor lie in the simple and compact design and the low fabrication costs. However, in comparison to condensation particle counters, significant deductions have to be made regarding accuracy.
An electrostatic sensor represents an alternative to these methods. Electrostatic sensors can be robust, light, inexpensive to manufacture, and can be operated without supervision. The simplest form of an electrostatic sensor is a parallel plate capacitor with a high electric field between its plates. As aerosol is conveyed into the high voltage region between the two copper electrodes, naturally charged particles deposit on the electrodes of different polarity12 (Figure 1).
Dendrites form on the surface of the electrodes in the direction of the field lines of the applied high voltage between the electrodes, and are charged via contact charging. Fragments of these dendrites eventually break off the electrodes and redeposit on the electrode with opposite polarity, transferring their charge. These fragments carry a high number of charges. Because the electrode is grounded, the deposited charge generates a current leading to a voltage drop at the internal resistance of the bench multimeter. The more often this happens per unit of time, the higher the current, and consequently, the higher the voltage drop (Figure 2).
Owing to the high voltage induced by the charge deposition of the fragments, no further amplifier electronics are needed. The formation of dendrite break-off particles and the subsequent charge release of these particles represents a natural signal amplification12. The resulting sensor signal is proportional to the particle mass concentration. This signal can be detected with an off-the-shelf bench multimeter.
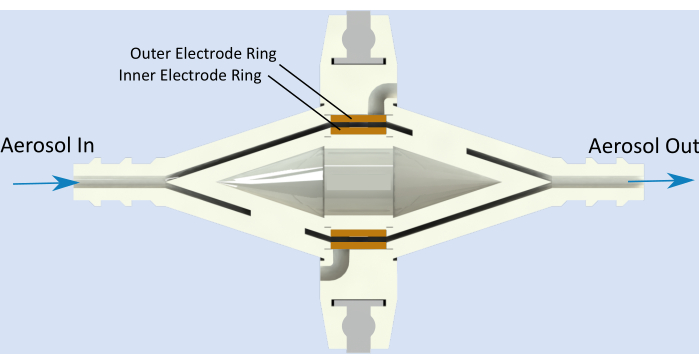
Figure 1: Sensor schematics. Aerosol flows into the aerosol inlet, is propagated through the left flow channel, and then reaches the gap between the high-voltage electrode (inner electrode) and the measuring electrode (outer electrode). There, the particles contribute to dendrite growth and, as previously explained, break-off, thus generating the sensor response. Afterward, the particles flow further through the right flow channel and leave the sensor at the aerosol outlet. Please click here to view a larger version of this figure.
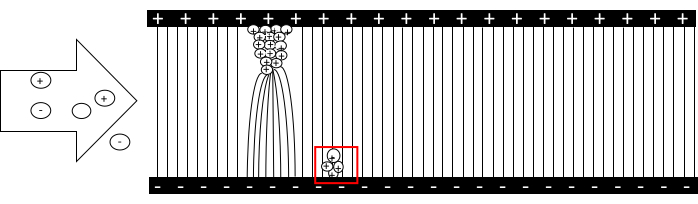
Figure 2: Physical principle. Positively and negatively charged particles, as well as neutral particles, enter the gap between the electrodes of opposite polarity. They are diverted by the electric field lines to the electrode of opposite polarity and deposit their charge there. Then, they become part of a dendrite and take over the charge of the respective electrode. The field density is highest at the dendrite tip, where more particles are trapped. When the drag force exceeds the binding forces, segments of the dendrites break off, which in turn strike the opposite electrode and deposit their charges. Please click here to view a larger version of this figure.
With a cylindrical design, as in Warey et al.10, the probability of soot bridges forming can be minimized. Further information about the sensor geometry, applied voltage, gas flow velocity, and particulate matter concentration can be found there. They suggest correlation of the sensor signal to particulate matter streaming through the sensor (equation 1).
Sensor (V) = 5.7 × 10-5 C V0 e0.62V ×  (1)
(1)
C is the mass concentration of the particulate matter, V0 is the applied voltage, V is the exhaust velocity, L is the electrode length, and S is the electrode gap13.
Bilby et al. focused on the detailed study of the underlying physical effect of the electrostatic sensor9. These studies included an optically accessible setup and a kinetic model to explain the signal amplification of the dendrite-based sensor (see equations 2 and 3).
 (2)
(2)
 (3)
(3)
S represents a stack of soot discs of 10-100 soot agglomerates with a size of 50-100 nm; Dn represents a dendrite with n disks; Br denotes a break-off fragment composed of f disks; S and ki are rate constants12.
This paper presents a protocol on how to build and test a simple but efficient low-cost particle detector that can be used for high particle concentrations without further equipment. Previous work on this type of electrostatic sensor has mostly focused on exhaust measurements. In this work, laboratory-generated soot particles are used as test aerosols. The described sensor is based on `previous work from Warey et al. and Bilby et al12,13.
The sensor body consists of a stereolithography-based 3D printed body, coaxial electrodes cut from copper tubes, a vacuum gasket, and a vacuum clamp. Materials such as the vacuum gasket, cable, copper tubes, and 3D resin for one sensor cost less than €40. The additional equipment needed is a high-voltage source, a USB bench multimeter, and a soldering station. To evaluate the sensor, a defined aerosol source and a reference instrument are also required once (see Table of Materials). The size of the sensor described in this protocol is 10 cm x 7 cm. This size was chosen specifically for the experiment and can still be reduced significantly (see modifications/sensor dimensions in the discussion).
This protocol describes how to build, test, and use a simple low-cost particle sensor. A schematic of the protocol is shown in Figure 3-beginning with the 3D print of the sensor hull and the electrode manufacturing, the assembly of the sensor, as well as testing and an example of field application of the sensor.
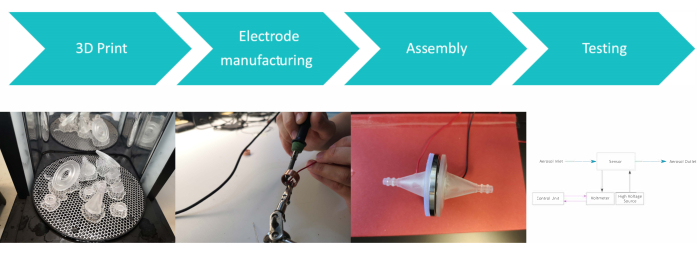
Figure 3: Schematic for the method. The protocol is divided into four major steps. First, all parts for the sensor housing are printed. Then, the electrodes are manufactured. In the third step, the 3D printed sensor housing with the electrodes and the vacuum gasket are assembled. In the last step, the sensor performance is evaluated. Please click here to view a larger version of this figure.
The most important steps of the 3D printing process are shown in Figure 4. At first, the right slicer settings for the print are chosen. Afterward, the most important parts of the print and the preprocessing of the 3D printed model are discussed. For this step, a resin 3D printer with an isopropanol bath and UV hardening device and a straight grinder are needed.
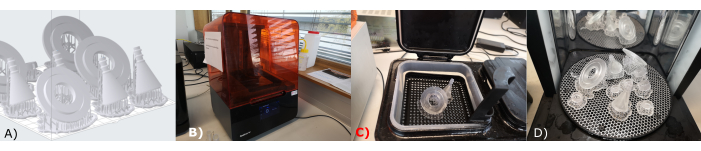
Figure 4: Schematic of 3D print. (A) The slicer 3D model is depicted; (B) the printer during the printing process. Postprocessing steps: (C) flushing and (D) UV-hardening. Please click here to view a larger version of this figure.
Figure 5 shows the most important steps of electrode manufacturing: the form shaping of the electrodes as well as the soldering of the contact to the electrodes. For this step, two copper tubes with different diameters, a caliper, a pipe cutter, a straight grinder, a vice, a soldering station and soldering tin, isolated cables with two different colors, thermal protective gloves, and a wire cutter are needed.
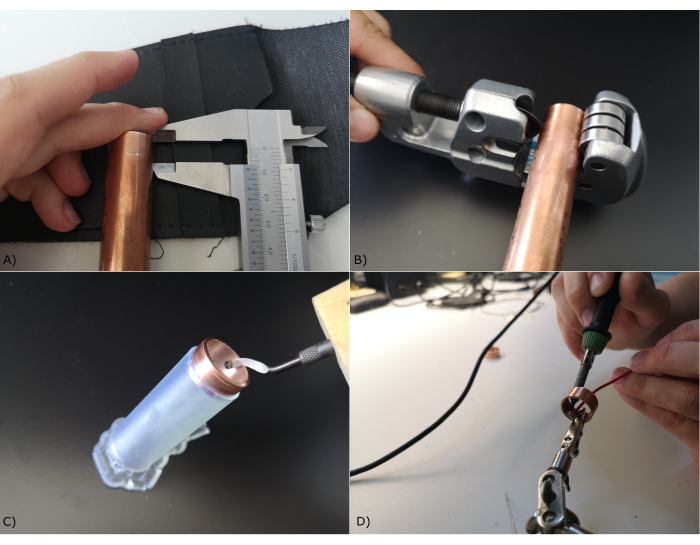
Figure 5: Electrode manufacturing. (A) Measuring, (B) cutting, (C) deburring, and (D) soldering of the electrodes. Please click here to view a larger version of this figure.
The assembly section in the protocol explains how the sensor is assembled. The most important sensor parts are depicted in Figure 6, namely the outer electrode holder, the flow channel, and the inner electrode holder. Figure 7 shows the most important steps in the sensor assembly. For this step, epoxy glue, protective clothing, a vacuum seal, a vacuum clamp, safety goggles, and gloves are needed.
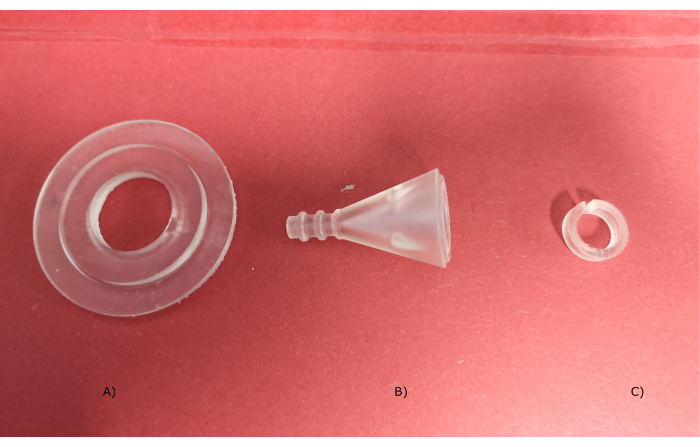
Figure 6: Sensor parts. (A) The outer electrode holder, (B) flow channel, and (C) the inner electrode holder. Please click here to view a larger version of this figure.
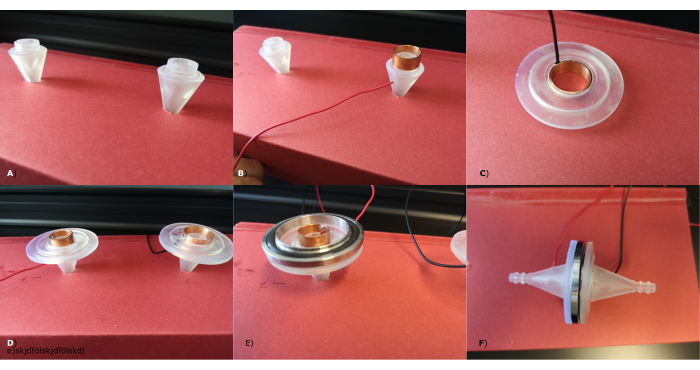
Figure 7: Sensor assembly. All steps of the sensor assembly are shown. A–E shows the assembly of one half of the sensor. (A) The inner electrode holder is glued to the flow channel. (B) The inner electrode is placed onto the inner electrode holder. (C) The outer electrode is placed into the outer electrode holder. (D) The outer electrode holder is glued onto the flow channel + inner electrode holder assembly. (E) The vacuum sealing snaps into the outer electrode of one sensor half and then snaps into (C), the identical second outer electrode of the other sensor half. Please click here to view a larger version of this figure.
The test section explains how to set up the experiment to compare the newly built sensor with a reference instrument. For this step, a bench multimeter, vacuum pump, high-voltage supply, aerosol generator, dilution bridge, aerosol tubes, Y-fitting, one mass flow controller (MFC), an aerosol mixer, a reference instrument, and a cotton swab are needed.
1. 3D printing
- Slicer settings
- Open all ".stl" files with the slicer software and place the sensor parts on the platform (see Supplemental File 1, Supplemental File 2, Supplemental File 3, Supplemental File 4, Supplemental File 5, and Supplemental File 6).
- For a good printing result, tilt all the parts with respect to the platform.
- Generate support points with a density of 0.8 and a point size of 0.4 mm.
- Select Clear V4 with a layer thickness of 50 µm.
- Start printing.
- Upload the slicer output file on the 3D printer.
- Look for the printing time and resin volumes that are displayed on the screen. Insert the clear V4 tank and resin cartridge, attach the mounting platform, and open the cartridge lid. Press Start on the printer.
- Immediate post-processing
- After the print is finished, open the printer and detach the mounting platform.
NOTE: This step can only be delayed if it is sure that the model will stay under the UV protection screen of the printer (see critical steps/print post-processing in the discussion). - Gently peel all parts from the platform and place them in an isopropanol bath.
- Move the parts constantly for 20 min.
- Take out the parts every 5 min and flush all small gaps and holes thoroughly.
- After the print is finished, open the printer and detach the mounting platform.
- UV-hardening
- Dry the parts before starting the hardening process.
- Flush all small gaps and holes with pressurized air.
- Place the parts into the UV hardening device and harden them for 50 min at 40 °C.
NOTE: This setting differs from the manufacturer's recommended drying time and temperature (see critical steps/print post-processing in the discussion).
- Post-processing
- Check that all the cavities and holes are open.
- If a path is clogged, drill or scrape it with the straight grinder.
- Check that all the printed parts fit properly and that the copper tubes can be inserted. If they can't, then sand them down.
2. Electrode manufacturing
- Measure 9 mm from the top of the 18 mm and 22 mm copper pipes and mark thesepositions.
- Cut the pipes with the pipe cutter at the markings.
NOTE: Make sure not to use too much force during the process. It takes several turns to cut through the pipes (see critical steps/electrode manufacturing in the discussion section). - Deburr the copper ring carefully. Do not put too much pressure on the copper ring while deburring and try not to scratch the electrode surface.
NOTE: This is a very critical part and affects the performance of the sensor (see critical steps/electrode manufacturing and modifications/electrodes in the discussion section). - Electrode soldering
- Solder the red cable to the inner copper ring (18 mm) and the black cable to the outer copper ring (22 mm).
- Polish the copper ring to get rid of the oxidized copper layer on the surface.
- Clamp the ring in a vice.
- Pre-tin both the copper ring and the cable and solder the cable to the ring.
CAUTION: Due to the soldering, the copper electrodes heat up to 400 °C. Only touch the electrodes with tweezers and wear thermo-protective gloves.
3. Assembly
- Mix the two components of the epoxy glue in a tray.
NOTE: It is very important to use transparent glue to differentiate between soot bridges and hardened glue.
CAUTION: Work under a fume hood, wear protective clothes (especially gloves), and clean work surfaces. Further safety instructions can be found in the safety data sheet. Health hazard: "Skin Corr. 1C – H314 Eye Dam. 1 – H318 Skin Sens. 1 – H317". - Stick the inner electrode holder into the flow channel and wait 60 min for the glue to harden (Figure 7A).
- Place the inner electrode ring (18 mm) on the holder and guide the cable through the cable channel (Figure 7B).
NOTE: Make sure that there is enough space for the soldering point. - Place the spacer around the inner electrode.
NOTE: This is a very critical step. If the distance between the electrodes is not exactly 1 mm everywhere in the entire sensor, the electric field, and subsequently the sensor performance, can be influenced (see critical steps/electrode manufacturing in the discussion). - Place the outer electrode ring (22 mm) on the holder and feed the cable through the cable channel (Figure 7C).
- Glue the outer electrode holder onto the flow channel. Insert the spacer into the gap between the two copper electrodes. Wait 60 min for the glue to harden (Figure 7D).
- Seal all the cable channels with epoxy glue. Wait overnight for the glue to cure.
- Insert the vacuum seal in the printed valve of the outer electrode. Insert the two sensor sides into each other and fasten them with the vacuum clamp (Figure 7E,F).
4. Tests
- Open the vacuum clamp of the sensor.
- Pull the two halves of the sensor apart and remove the seal.
- From there, touch the electrode ring with one multimeter probe tip, and the end of the cable leading to the electrode with the other multimeter tip.
- Pretests
- Test the electrical connection of the electrode and the cable with the multimeter. Check whether the resistance is <2 Ω (depending on the level of oxidation).
- Plug the hose onto the aerosol inlet and outlet and test if the sensor is airtight with the vacuum pump.
- Parallel experiment
- Build the sensor setup, according to Figure 8.
- Connect the high-voltage power supply to the red sensor cable (high-voltage electrode).
- Connect the black sensor cable to the bench multimeter voltage input.
- Connect the electrometer ground (GND) with the power supply GND.
- Connect the multimeter USB cable to the PC.
- Incorporate the sensor into the aerosol measurement setup. according to Figure 9.
- Aerosol generator
- Gas supplies: Turn on the sheath flow, nitrogen, and propane supply (pressure needed: nitrogen, 4 bar; other gases, 1 bar each).
- Power source: Plug in the 24 V source cable for the built-in MFCs and connect the USB to the PC.
- Software: open the MFC software and insert the correct COM port number. Search for devices: if five devices are displayed (for five different MFCs), click stop searching. Input the starting conditions according to the aerosol generator's user manual: 10 mL/min propane, 1.55 L/min oxidation air, 7 L/min quench gas, 20 L/min dilution air.
- Start the aerosol generator (see Table of Materials) by turning the ON-OFF knob. When the knob is turned on, the nitrogen indicator is on, indicating all flow paths are open. Hold the flame-safety device and press the ignite button on the aerosol generator; observe a flame in the combustion chamber window. Release the flame-safety device after ~60 s very slowly.
- Enter the following mass flows: 60 mL/min propane, 1.55 L/min oxidation air, 7 L/min nitrogen (quench), and 20 L/min dilution air to set the correct size distribution parameters.
CAUTION: Connect the generator to the rest of the setup only if measurements are to be taken within the next minutes; otherwise, the filters of the dilution bridge will clog rapidly.
- Connect the dilution bridge to the aerosol generator. Disconnect it once again and divert the aerosol flow to the fume hood until the start of the experiment. Make sure that the dilution bridge is closed before starting the experiment.
- Connect the dilution bridge outlet to the aerosol mixer inlet.
- Connect the aerosol mixer outlet 2 (see Figure 9E) to the sensor inlet.
- Incorporate the MFC.
- Connect a high-efficiency particulate absorbing (HEPA) filter to the sensor outlet and connect the sensor outlet to the MFC inlet.
- Connect the power supply of the MFC and connect the USB to the PC.
- Open the MFC software and input the correct COM port number.
- Search for devices.
- Click stop searching?.
- Input the mass flow as 1 L/min.
- Reference instrument (see Table of Materials)
- Connect the LAN cable to the PC and open a connection to the IP address of the reference instrument in the browser to open a java application to control the reference instrument.
- In the reference instrument control software, press lock resources | stand by to start the pump.
NOTE: The heating process takes ~20 min. - After the warm-up phase, click measurement to measure the aerosol entering the reference instrument.
- Choose a dilution ratio of 1:10 on the reference instrument.
- Use a y-fitting to connect the aerosol mixer outlet 1 (see Figure 9D) and the dilution airflow to the split end of the y-fitting (see Figure 9C), and connect the single end of the y-fitting to the reference instrument inlet.
NOTE: These two flows are then combined at the single end of the y-fitting.
- Start of experiment
- Connect the aerosol generator to the dilution bridge once again and make sure the dilution bridge is closed.
- Click measure on the reference instrument.
- Slowly open the dilution bridge until the desired aerosol mass concentration of 3-5 mg/m3 is reached, and start logging data on the reference instrument.
- Observe the reference instrument particle mass concentration. When the aerosol source is stable, switch on the sensor power supply at 1,000 V and start logging the data.
NOTE: If the concentration is not stable, see troubleshooting in the discussion section.
- Collect data from the bench multimeter with a read command on the console or an automated script.
NOTE: After the sensor current stabilizes (approximately 5 min), a comparison of the reference instrument with the sensor current is possible.
CAUTION: If the sensor current increases rapidly above 10-7 A (corresponding to 0.1 V with an internal resistance of 1 MΩ), switch off the high voltage source (see troubleshooting in the discussion section). - Parallel measurement: After the sensor reaches equilibrium, measure a concentration gradient in steps from 5 mg/m3 a 0.2 mg/m3 by adjusting the dilution bridge accordingly.
NOTE: When higher concentrations are used, the dilution ratio of the reference instrument must be increased.
- Build the sensor setup, according to Figure 8.
- Clean the sensor with pressurized air and a swab before each new measurement.
5. Field application
- Build the sensor setup, according to Figure 8.
- Connect the high-voltage power supply to the red sensor cable (high voltage electrode).
- Connect the black sensor cable to the bench multimeter voltage input.
- Connect the electrometer GND with the power supply GND.
- Connect the multimeter USB cable to the PC.
- Incorporate the sensor setup into the new measurement setup, according to Figure 10, and connect the aerosol source with the sensor.
- Split the outflowing particle stream from the aerosol source into path A) sensor setup and path B) ventilation.
- MFC or pump: Use an MFC to pass the sample through the sensor.
- Use a HEPA filter upstream of the MFC. Connect the power supply of the MFC and connect the USB to the PC.
- Follow step 4.5.8 for parallel measurement.
- Start of field experiment: Make sure that the aerosol source is connected to the sensor input.
- Switch on the sensor power supply and start logging data.
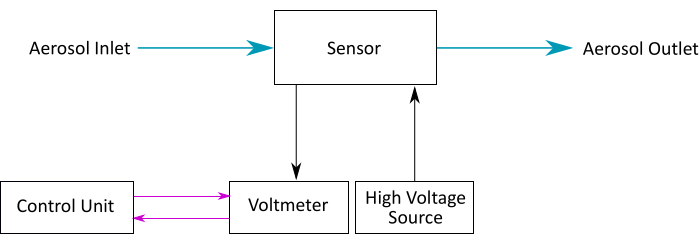
Figure 8: Sensor setup. A diagram of the sensor setup. Aerosol flows through the sensor. The sensor is connected to the voltmeter and a high-voltage supply. The voltmeter is controlled by a control unit that logs the sensor data. Please click here to view a larger version of this figure.
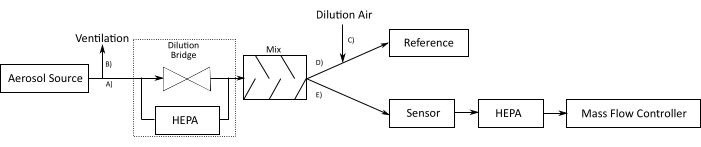
Figure 9: Experimental plan for sensor evaluation. A stable aerosol source is used to mimic a particle source. The outflowing particle stream is split into path (A), sensor setup; and path (B), ventilation, enters the dilution bridge, and is further distributed to an aerosol mixer. After the mixer, the aerosol stream is split between a reference instrument path (D), which measures parallel to the sensor. This reference instrument needs dilution air, which is distributed through path (C). Path (E): an MFC draws air through the sensor. This MFC is protected from the aerosol stream with a HEPA filter. Abbreviations: MFC = mass flow controller; HEPA filter = high-efficiency particle absorbing filter. Please click here to view a larger version of this figure.

Figure 10: Field test: the experimental plan. In this setup, an aerosol source is measured. The outflowing particle stream is split into path A) sensor setup and path B) ventilation and then enters the sensor. In this setup, an MFC with a HEPA filter upstream sucks the aerosol through the sensor. Abbreviations: MFC = mass flow controller; HEPA filter = high-efficiency particle absorbing filter. Please click here to view a larger version of this figure.
The exact correlation of the sensor signal to particulate mass varies based on particle charge distribution and size distribution, as well as the aerosol composition. Therefore, the sensor must be calibrated to a particular application with a reference instrument. This section explains how to compare the newly built sensor with a reference instrument.
The starting phase of the sensor takes approximately 5-10 min, depending on the chosen particle concentration. Within the starting phase, the sensor signal significantly increases while the sensor is exposed to a constant particle concentration. After the starting phase, the sensor signal stabilizes. At that stage, an equilibrium state for accumulation and fragmentation of dendrites is reached and the sensor signal is then proportional to the incoming soot concentration. After this initialization phase, the sensor is ready to measure any changes in aerosol concentration.
The measurement data shown in Figure 11 starts from the moment the sensor is in the above-mentioned equilibrium state. To calculate the sensor current in amperes, the collected data in volts must be divided by the value of internal resistance to obtain the correct current value.
The vertical axis shows the sensor signal in amperes and the horizontal axis shows the aerosol concentration measured by the reference instrument in mg/m3. A linear fit with its representative parameters is also given in the plot. The high uncertainty of the measured data is due to the high dynamics when adjusting the concentration with the dilution bridge. The linear fit parameters are an R2 value of 0.80, an intercept of -0.53 nA, and a slope of 2.80 nAm3/mg with a standard deviation of 1.4 nA.
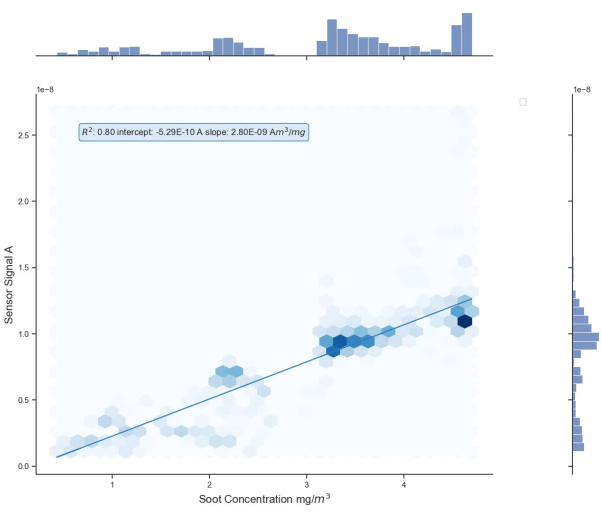
Figure 11: Positive results. The sensor signal is plotted on the vertical axis in amperes, whereas the particle concentration measured by the reference instrument in mg/m3 is plotted on the horizontal axis. In addition, a linear fit with the most important parameters is added to the plot. The linear fit parameters are an R2 value of 0.80, an intercept of -0.53 nA, and a slope of 2.80 nAm3/mg. Please click here to view a larger version of this figure.
There is also the possibility that particles clog the path between the electrodes, in which case conductive soot bridges form between the electrodes. Because soot is a conductive material, these soot bridges form a short circuit between the electrodes. The measured signal rises rapidly with increasing thickness of the conductive path, up to the point where the voltage becomes so high that the voltmeter might be damaged. An example for an experiment with forming soot bridges can be seen in Figure 12. The signal rises in very steep jumps/steps and does not stop or flatten out. Dendrites are also no longer formed, and the sensor is no longer in a state of equilibrium. In this case, the high-voltage source must be switched off immediately, the sensor has to be cleaned, and a new measurement has to be started.
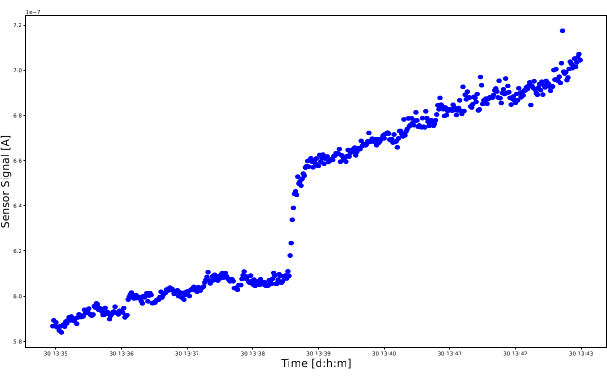
Figure 12: Negative result. A short circuit has occurred during the measurement. The sensor signal in amperes is plotted on the vertical axis and the measurement time is plotted on the horizontal axis. The sensor signal continues to increase without restriction. Please click here to view a larger version of this figure.
If a flat line is displayed and the sensor current does not rise at all to a value above 1 nA, follow the troubleshooting directions in the discussion section. The sensor must be in the equilibrium state at all times to measure the entering aerosol accurately; therefore, a sufficiently high initial aerosol concentration has to be provided at the beginning of the experiment.
Supplemental File 1: This file represents the computer-aided design (CAD) file to print out the flow channel depicted in Figure 7A with holes for the cable. Please click here to download this File.
Supplemental File 2: This file represents the CAD file to print out the flow channel depicted in Figure 7A without holes. Please click here to download this File.
Supplemental File 3: This file represents the CAD file to print out the inner electrode holder depicted in Figure 7A. Please click here to download this File.
Supplemental File 4: This file represents the CAD file to print out the outer electrode holder depicted in Figure 7C (right). Please click here to download this File.
Supplemental File 5: This file represents the CAD file to print out the flow channel without holes depicted in Figure 7C (left). Please click here to download this File.
Supplemental File 6: This file represents the CAD file to print out the electrode spacer. Please click here to download this File.
