Small angle X-ray Diffraction Patterns are used to verify the crystallinity and phase of the annealed nanocrystal film (Figure 1A). If crystallite sizes are below 100 nm, their crystal diameter can be estimated with the Scherrer equation (Eq. 1) and verified with Scanning Electron Microscopy (SEM),
where d is the mean crystallite diameter, K is the dimensionless shape factor for the material, β is the full width half maximum of the X-ray Diffraction (XRD) peak at the Bragg angle θ.
Scanning Electron Microscopy (SEM) is used to monitor the extent of grain growth in the annealed films (Figure 2B, C and Figure 3C-F). After depositing a single layer of CdTe or CdSe and heating in the presence of NH4Cl, grain size can be optimized by adjusting the temperature and duration of heating as well as the ink concentration, spray pressure/duration or spin speed. Typically, larger grains indicate devices with higher short circuit currents.12 For profile images, the glass side of the device can be scored with a diamond scribe and cracked to produce a straight edge and mounted in the SEM vertically (Figure 1B).
UV/Vis Spectroscopy is used to estimate nanocrystal size based on absorbance peak correlation with quantum confinement effects (Figure 1C-D). Crystal size can be tuned by modifying the concentration of precursors, the reaction temperature and the duration of the ink synthesis.
Optical Profilometry is used to measure film thickness and roughness. This can be conducted on a single layer of each material and on completed devices (Figure 3G-J).
Fourier Transform Infrared (FTIR) Spectra are taken to monitor the degree of ligand exchange during the NH4Cl:methanol treatment as measured by the disappearance of the C–H alkyl stretching bands at 2,924 and 2,852 cm-1 (Figure 2A).20
Current-Voltage (I-V) characteristics can be obtained in the dark and under simulated one sun illumination from a calibrated solar simulator (Figure 2D, E). Attaching the probe tips to the anode (Au) and the cathode (ITO), a photocurrent can be measured with a digital multimeter/source meter. By scanning from negative to positive potential (Ex. -1.5 V to +1.5 V), an I-V curve is produced and provides data such as the open circuit voltage (VOC) at 0.0 amps, the short circuit current (ISC) at 0.0 volts, the fill factor (FF, Eq. 2) and the efficiency (ƞ, Eq. 3),
where JMP and VMP are the current density and voltage at the maximum power point, respectively. If the software does not provide the FF, find the maximum power point by plotting the product of J and V as a function of V. For efficiency use,
where Pde is the power input per unit area from solar irradiance (100 mW/cm2). By accounting for the device area (ex. 0.1 cm2), the units cancel leaving a unitless fraction. Special consideration must be taken to mask the other devices on the substrate during measurement to avoid an excess photocurrent contribution from adjacent devices.
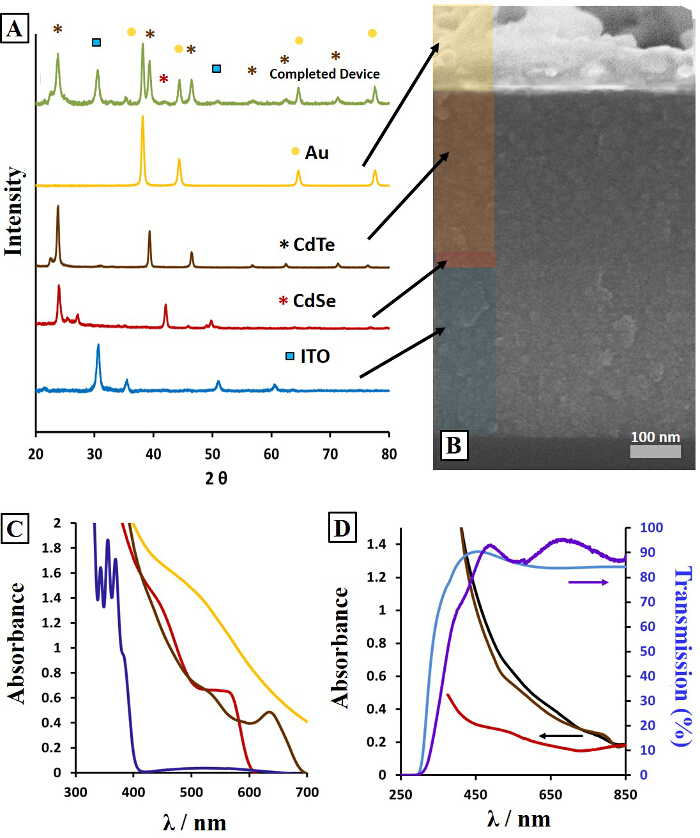
Figure 1. Film Characterization. X-ray diffraction patterns of each individual device layer as a single film and a completed device (A) including a cross-section SEM image of the device build from nanocrystal inks (B). UV/Vis spectra of commercial ITO (light blue) and ITO-sol (purple) on glass and absorption of CdSe-sol (red), CdTe-sol (brown) and CdSe-sol/CdTe-sol films together (black) on commercial ITO glass substrates (D), and absorption of nanocrystal precursor solutions of CdSe (red), CdTe (brown), Au (gold), and ITO (purple) prior to annealing (C). Adapted from Ref. 24 with permission from The Royal Society of Chemistry.24 Please click here to view a larger version of this figure.
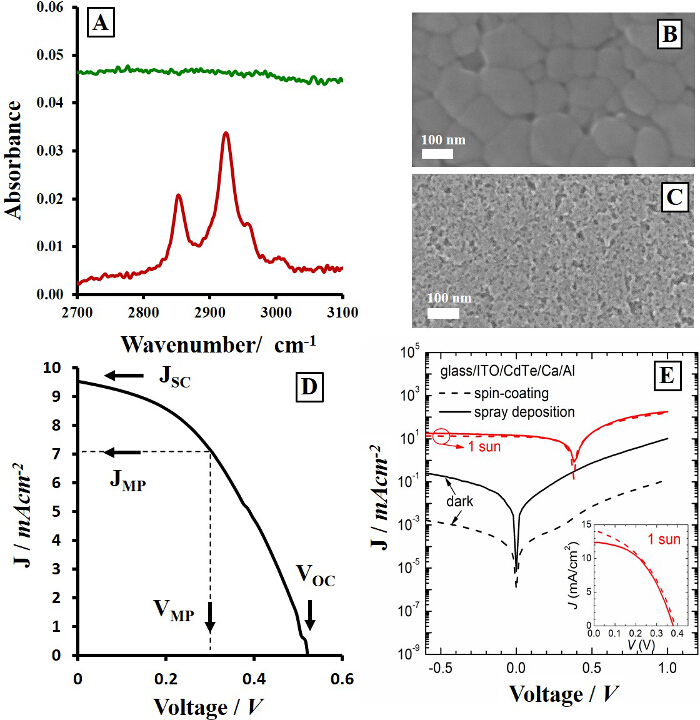
Figure 2. Ligand Exchange Catalyst and Device Properties. FTIR spectra of pyridine exchanged CdTe nanocrystal films (A) dipped in NH4Cl:methanol solution (green) and in pure methanol (red) including corresponding SEM images of these films (B and C, respectively) after annealing at 380 °C for 25 sec. Current-voltage curves of an all solution processed CdSe/CdTe heterojunction device measured under 1 sun illumination (D) and a comparison of spin coated (—) and spray coated (-) Schottky devices (E) under 1 sun illumination (red) and in the dark (black). Reprinted with permission from Ref. 12. Copyright 2014 American Chemical Society and adapted from Ref. 20 and 24 with permission from The Royal Society of Chemistry.20,24 Please click here to view a larger version of this figure.
The XRD patterns exhibit clear diffraction peaks at angles corresponding to the crystal lattice dimensions for each material and the completed device (Figure 1A). Scherrer size analysis estimates crystallite sizes on the order of 100 nm for CdTe films compared to the as-synthesized nanocrystals (3-5 nm). This transformation from quantum confined nanocrystals of CdSe and CdTe to red shifted bulk-scale grains in the annealed films is shown in the UV/Vis spectra of Figure 1C-D. The thickness of the deposited films can be increased by raising the concentration of the ink or increasing the number of layers for both spin coating and spray coating. The thickness and uniformity of the film is monitored by optical profilometry (Figure 3B, G-J). Spray coated films are typically rougher (51 ± 14 nm spray vs. 22 ± 12 nm spin), although this can be reduced with higher delivery pressures and less concentrated inks.12 Once a target thickness and roughness is obtained on a single film on glass, the procedure can be applied to device fabrication. Cross-section images of the device display film thicknesses of each layer and verify intact interfaces between them (Figure 1B).24
As-synthesized nanocrystals contain a shell of long-chain native oleate ligands that interfere with film quality, leaving behind insolating organic material during heating. Pyridine exchange reactions were used to remove the oleate shell; however, as many have observed, this process is incomplete.16,26,27 Following a 18 hr pyridine exchange, residual oleate ligands remain attached to the nanocrystals as observed by their characteristic infrared stretching frequencies of the C-H alkyl groups at 2,924 and 2,852 cm-1. FTIR spectra in Figure 2A show the absence (green) and presence (red) of the native oleate ligand bound to the CdTe nanocrystals in the as-deposited pre-annealed film treated with the NH4Cl:methanol ligand exchange catalyst and methanol only, respectively. This salt treatment simultaneously replaces the residual long-chain oleate ligands with small inorganic chloride anions, while aiding in the sintering reaction. In this situation, which is unique to nanocrystals, the ligand exchange agent must remove the native ligand while also providing excess adequate sintering catalyst on the surface. Both of these processes are key components of a successful CdTe device. Previous research demonstrated that the common usage of CdCl2 can be replaced with non-toxic NH4Cl for this purpose. The resulting average grain growth of 136 ± 39 nm after annealing is shown in Figure 2B for NH4Cl treated CdTe films whereas no growth is observed for the methanol control (Figure 2C). Monitoring ligand exchange is a unique component of many nanocrystal electronic films compared to bulk scale vacuum deposition due to the inherent nature of bottom-up synthetic routes.3,30 These involve the formation of organic ligand shells that provide solution solubility for the inorganic core, although this insulating shell does not typically contribute to the optoelectronic function of the film.
Solar cell devices measured under 1 sun illumination (Figure 2D, E) show current-voltage curves from 0.1 cm2 devices. A characteristic device shown here produces VOC = 0.52 ± 0.02 V, JSC = 9.42 ± 3.2 mA cm-2, FF (%) = 43.3 ± 2.9 and ƞ (%) = 2.37 ± 0.23 under simulated sunlight. However, due to the strong link between grain growth and processing methods, small changes in annealing temperature and heating time of CdTe films can lead to large variation in the open circuit voltages and short circuit currents of these nanocrystal films leading to reported Jsc values ranging from 0.7 mA/cm2 to 25 mA/cm2 and efficiencies above 10%.12,31 Higher efficiencies are expected following enhancement of the quality and combination of materials for solution processed photovoltaics as well as other electronic devices and functional surfaces.
Compared to traditional spin-coating of nanocrystal films, spray-coating requires additional considerations due to the inherent freedoms of using an airbrush with adjustable delivery pressure, distance from substrate, angle of spray and duration. When maintaining constant CdTe ink concentrations (4 mg/ml) and nozzle distance to substrate (60 mm), increasing pressures were found to systematically decrease film roughness producing smoother, higher quality layers. Figure 3 summarizes the effect of adjusting spray pressure on the film morphology and optical properties. As a result of increasing pressure from 15 psi to 40 psi, CdTe nanocrystal films showed higher optical transmittance (Figure 3A) as a result of being physically thinner (30 nm vs 95 nm per layer, Figure 3B). At higher pressures, the spray material is dispersed into a larger area around the target substrate and less material is deposited on the device. After annealing at 380 °C, the film of nanocrystals condense with a higher packing density as ligand molecules are released and the surface areas of individual nanocrystals are reduced to larger consolidated crystal grains. Therefore, thinner films of as-deposited nanocrystals undergo a smaller change in volume, leading to fewer cracks that appear after heating. This effect produces smoother films that are virtually identical to those deposited via spin-coating. This can be observed in the SEM images and corresponding optical profilometry maps (Figure 3C-J). After optimization of the spray parameters to achieve the desired film qualities, devices can be fabricated and tested under simulated sunlight. Figure 2E shows a comparison between spin-coated and spray-coated glass/ITO/CdTe/Ca/Al Schottky devices, where the CdTe nanocrystal layer was solution processed, demonstrating minimal differences between device performance (efficiency = 2.2% for both spin-coated and spray-coated devices).
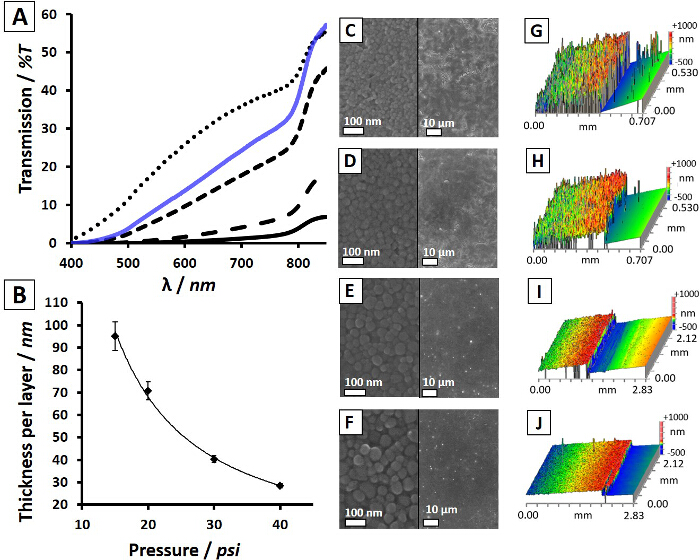
Figure 3. Nanocrystal Spray Pressure and Film Morphology. (A) Transmission of light through CdTe device films annealed at 380 °C for 25 s after spray-coated deposition at 15 (―), 20 (- -), 30 (- – -), and 40 psi (···) with a spin-coated device (blue―) for comparison. Average film thickness as a function of the spray pressure (B). SEM images split with low magnification of CdTe device films spray-coated at 15 (C), 20 (D), 30 (E), and 40 psi (F) including corresponding optical profilometry scans showing relative surface roughness (G–J). Reprinted with permission from Ref. 12. Copyright 2014 American Chemical Society. Please click here to view a larger version of this figure.
