1. Scaffold Fabrication
- Grind NaCl in a laboratory blender for 20 min and dry it on a heater at 100 °C.
- Put the dried NaCl (45 g at time) in a sieving machine for 30 minutes at the highest available frequency without occurring in resonance. Collect six salt fractions, ranging from 500 µm to 1000 µm (M 500); from 300 µm to 500 µm (M 300); from 100 µm to 200 µm (M 100); from 90 µm to 100 (M 90); from 45 µm to 65 µm (M 45) and finally M 10 with salt particles size smaller than 45 µm as schematized in Figure 1.
- Vacuum dry overnight all the materials in order to avoid hydrolytic scission during processing. For each material, select the temperature in order to maximize the degree of drying without overcoming – in the case of polymers – the glass transition. Therefore, choose T = 90 °C for PLA and T = 25 °C for PEG, T = 105 °C for NaCl.
- Feed PLA, PEG and NaCl, with a weight percentage composition of 20/5/75 respectively, to a batch mixer operating at T = 190 °C and n = 60 rpm and then process them until achieving a constant value of torque, usually after about 10 minutes. Thereafter, rapidly collect the resulting material.
- Prepare the mono-layers by using a laboratory press operating at 210 °C, put the blends in appropriate cylindrical molds with a diameter of 10 mm and a height of 3 mm and keep them for 60 sec at ambient pressure and 3 minutes at 180 bar. Thereafter, cool the blends at room temperature, maintaining the pressure of 180 bar.
- Assembly of Three-layers via compression-molding
- Prepare each single layer in the same way as that described in (1.5) but using different molds, i.e. having a diameter of 10 mm and a height of 1 mm. Finally, obtain 6 disks having a diameter of 10 mm and a height of 1 mm, containing six different particle sizes: M 500, M 300, M 100,
- For assembling three-layer scaffold A (TLS A), pile up M 500, M 300 and M 100 inside the cylindrical mold and compression-mold them in a laboratory press operating at 210 °C for 60 sec at ambient pressure and 3 minutes at 180 bar and then cooled at room temperature, maintaining the pressure of 180 bar.
NOTE: Prepare the TSL B by stacking on each other M 90, M 45 and M 10 in the same molds and conduct the compression-molding operation by following the same procedure as that used for TLS A.
- Remove the disks from the cylindrical molds and put them in a boiling demineralized water bath, without stirring. 3 hr after, remove the resulting porous structures from the bath and let them dry for 12 hr at room temperature in a chemical hood.
2. Morphological Analysis
- Evaluate the morphologies of the scaffolds by scanning electron microscopy.
- Break down the samples under liquid nitrogen and then attach the samples on an aluminum stub using an adhesive carbon tape. Finally, sputter-coate with gold for 90 s under argon atmosphere before imaging in order to avoid electrostatic discharge during the test.
3. Scaffold Pore Size
- Elaborate the images obtained by SEM analysis with an image processing software able to recognize the pore size distribution of the scaffold.
NOTE: In this work the pore size distribution analysis was carried out using a MATLAB-based software previously described33
4. Porosity
- Weigh the samples before leaching and evaluate the theoretical porosity according to the following expression:

NOTE: mNaCl, mPEG and mPLA, are respectively the theoretical mass of NaCl, PEG, and PLA, by assuming homogeneous blends. The densities (ρ) of NaCl, PEG and PLA are respectively 2,16 g/cm3, 1,12 g/cm3 e 1,24 g/cm3. - Weigh the samples after leaching and drying in order to assess the apparent density of the samples (ρscaffold), and then evaluate the real porosity as the reciprocal of the ratio between the apparent density of the scaffold and the density of non-porous PLA by using expression (2).
NOTE: It expresses the ratio between the empty volume of the scaffold and the full volume of the scaffold (empty + full).

5. Mechanical Properties
- Test the samples under compressive mode using a tensile machine, equipped with a 1 kN load cell. Set a constant strain rate of 1 mm min-1.
- In order to investigate the mechanical performance of the samples in physiological environment, equip the dynamometer with a bath containing (PBS), (pH = 7.4) at 37 °C and perform the test with the same setup as that described at point 5.1.
- Before each measurement in wet environment, soak the samples with PBS in a vacuum flask for 5 min in order to let PBS fill all the pores. Thereafter, allow the scaffolds to remain in PBS at 37 °C for 15 min to reach the set-point temperature.
- Determine the interfacial adhesion strength (IAS) between the layers of TL A and TL B by using a custom-designed interfacial strength test equipment, connected to a Mechanical Testing Machine following a method described in literature32,34.
- Fix the scaffold on the rig and ensure its correct alignment with the machine's load cell and base platen. Attach the scaffold samples to aluminum test stubs by using a high viscosity adhesive and place them into the equipment for testing.
- For the wet condition test, hydrate the samples in PBS for 1 hr prior to testing. Use a 1 kN load cell, under a tensile load applied at a strain rate of 1 mm min-1.
NOTE: Take into account that failure may occur either at the ultimate tensile strength of one of the layers or because of delamination at the interfaces. Evaluate the IAS as the maximum strength of the stress-strain curve.
The influence of NaCl particle size on the pore architecture of the scaffolds was assessed qualitatively and quantitatively by investigating the morphology of the samples and calculating the pore size distribution by image analysis, respectively. Figure 2a–f shows SEM micrographs of mono-layered scaffolds resulting from salt-leaching of materials containing different NaCl particle sizes.
More in detail, M 500 (Figure 2a) showed pores with an average diameter of 500 µm, probably due to the breakage of salt particles with diameter higher than 500 µm during the melt mixing. As clearly visible from the same figure, pore architecture is characterized by a low number of irregular pores, poorly interconnected, surrounded by walls of about 10 µm. Figure 2b reports the morphology of M 300. In this case, the pores were found to exhibit an average diameter within the same range of the salt particles filled during melt mixing (300-500 µm), thus confirming that no particle breakage occurred within melt mixing process. Pore walls were found to be thinner (about 5 µm) than those observed in M 500 layer. M 100, (Figure 2c), shows a bimodal porous structure, characterized by a heterogeneous network composed by large pores (100-200 µm) surrounded by smaller ones. This pore architecture provides a better interconnectivity and an increased pore density for volume unit, although determining a drastic thinning of walls thickness. The morphology of M 90, provided in Figure 2d, shows roughly cubic pores, homogeneously distributed throughout the polymer matrix, due to the smaller salt size range (90-100 µm) used in this case. Micropores, due to PEG solvation were present as micro-tunnels inside the walls that, in fact, appear very rough. SEM micrograph of M 45, shown in Figure 2e, displays a high density of pores, which diameters range from 45 µm to 65 µm. M 10 (Figure 2f) displayed the highest density of pores per volume unit, an average pore size approximately equal to 20 µm, with a high degree of interconnection and very thin (<1 µm) walls.
Figure 3a, a' ,a" displays a cross-section of TLS A, after the leaching process, at different magnifications. In Figure 3a it is possible to clearly identify the three layers, each one characterized by different average pore size, while the panels a' and a" refer to M 100-M 300 and M 300-M 500 interface regions, respectively. As clearly visible, the whole device do not present any internal cleavages nor matrix discontinuity between the different layers. Analogously, TLS B and related interfaces are reported in Figure 3b, b', b". The images revealed a morphology similar to that of TLS A. Indeed, three layers with pores of different sizes can be easily recognized (panel b), whereas both M 10-M 45 (panel b') and M 45-M 90 (panel b") interfacial regions exhibited no flaking nor discontinuity. As expected, each single layer retains the same pore architecture after assembly and leaching steps.
Table 1 reports the compressive elastic moduli of the materials, measured in air (dry) and in PBS (wet) environment. This property was found to follow a monotonic increase with the mean pore size. The elastic moduli of the final devices are mainly determined by their respective weaker layer (i.e. M 100 for TLS A and M 10 for TLS B) for both the TLSs investigated. Table 2 reports IAS for TLS A and TLS B in dry and wet environment. No interlayer delamination phenomena were observed, since the failure always occurred in the middle of the weakest layers of TLS A (M 100) and TLS B (M 10). TLS A displayed the best IAS performance.
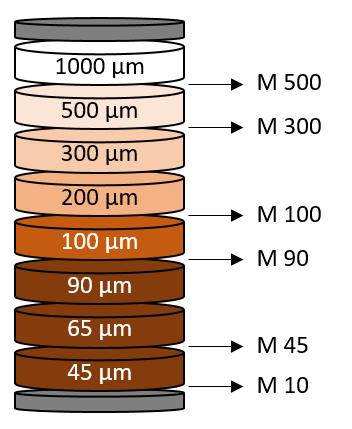
Figure 1: Schematics of NaCl granulometry. Granulometry of sieved NaCl particles and corresponding sample codes.
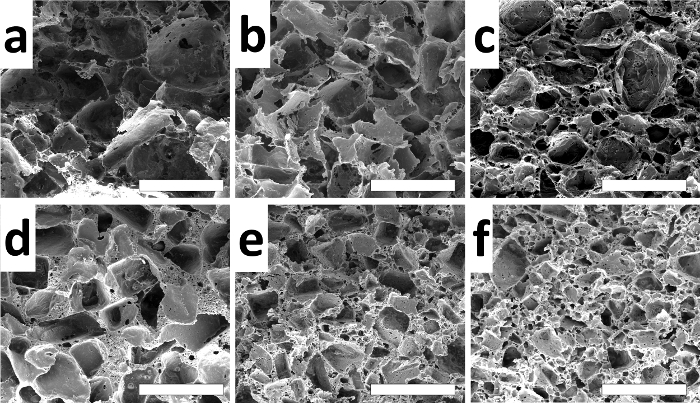
Figure 2: Morphology of monolayer scaffolds. SEM micrographs of monolayer scaffolds characterized by different pore size distributions: M 500 (a), Scale bar = 400 µm; M 300 (b), Scale bar = 400 µm; M 100 (c), Scale bar = 400 µm; M 90 (d),Scale bar = 200 µm; M 45 (e), Scale bar = 400 µm and M 10 (f), Scale bar = 100 µm. Please click here to view a larger version of this figure.
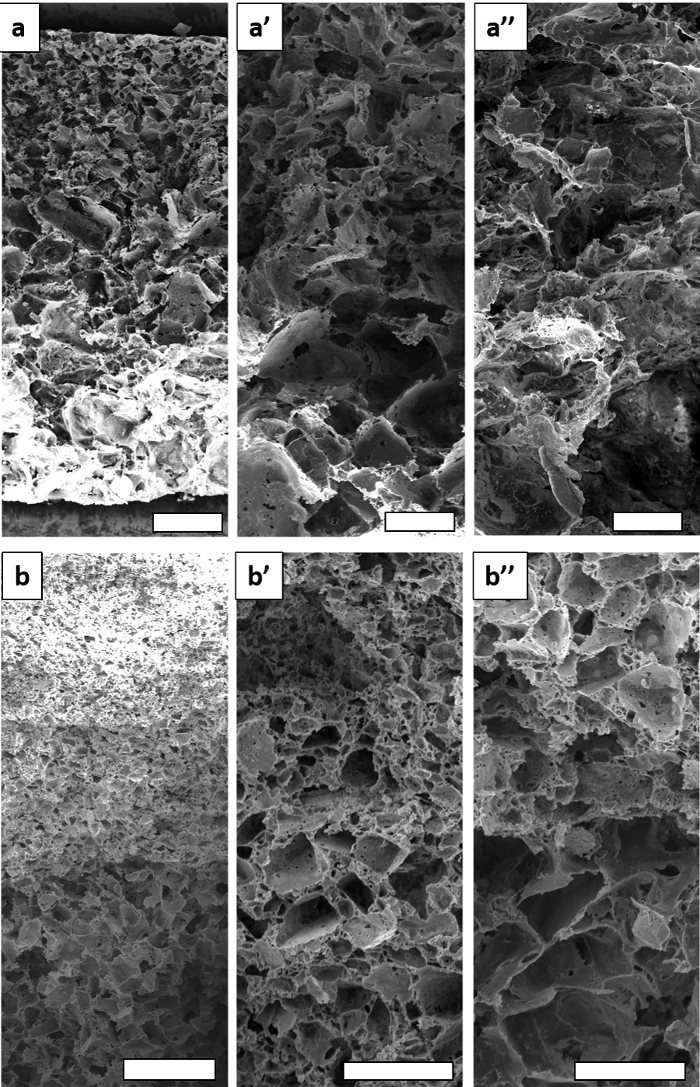
Figure 3: Morphology of three-layer scaffolds. (a, a', a'') SEM micrographs of three-layered scaffold type A (TLS A): (a) entire cross section, Scale bar = 500 µm; (a') M 100-M 300 interface, Scale bar = 250 µm; (a'') M 300-M 500 interface, Scale bar = 250 µm. (b, b', b'') SEM micrographs of three-layered scaffold type B (TLS B): (b) entire cross section, scale bar 500 µm; (b') M 10-M 45 interface, Scale bar = 100 µm; (b'') M 45-M 90 interface, Scale bar = 100 µm. Please click here to view a larger version of this figure.
| Sample code | Dry – E (MPa) | Wet – E (MPa) |
| M 500 | 40.33 ± 6.04 | 33.23 ± 4.96 |
| M 300 | 37.62 ± 6.89 | 31.42 ± 5.83 |
| M 100 | 32.12 ± 5.11 | 28.03 ± 4.04 |
| M 90 | 30.87 ± 4.93 | 26.91 ± 3.79 |
| M 45 | 25.36 ± 5.82 | 22.83 ± 5.01 |
| M 10 | 21.76 ± 3.91 | 19.87 ± 3.93 |
| TL A | 33.08 ± 5.21 | 29.55 ± 4.09 |
| TL B | 22.31 ± 5.46 | 20.54 ± 3.87 |
Table 1: Compressive mechanical results. Compressive Young modulus of mono and three-layered scaffolds with different pore sizes in wet and dry environment. Values are given as means ± SD.
| Sample code | Dry – IAS (kPa) | Wet – IAS (kPa) |
| TL A | 350.8 ± 51.2 | 299.6 ± 35.1 |
| TL B | 262.3 ± 62.2 | 220.5 ± 31.3 |
Table 2: Scaffold interfacial adhesion strength. Interfacial adhesion strength test results for TL A and TL B in dry and wet condition. Values are given as means ± SD.
