Figure 3a and 3b show the designed and fabricated structure of NIPIN PTR considering previous studies2,23. The inset in Figure 3a exhibits a basic I-V characteristic of PTR. The detailed structural parameters of PTR are shown in Figure 3b. The doping process for a Si layer on an SOI wafer was conducted using the ion implantation of the NNFC. The doping depth is ~1.25 µm, which is equal to the thickness of the Si layer, and the doping concentration of n+ and p+ are ~1019 cm-3. The doping distribution on the top Si layer has a finger-type doping. The side depletion region between the n+ region and p+ region, which is generated by the finger-type doping, is useful to reduce the loss of photo-generated carriers25. Moreover, the finger-type doping broadens the active region generating photo-generated carriers, thereby increasing the cell efficiency. Figure 3c presents an optical image of doped Si PTR islands. The I-V characteristic of a single PTR is shown in Figure 3d.
Figure 4a displays the fabricated PTR array before a transfer printing step. A magnified image shows the single PTR cell in detail. The PI-encapsulated serpentine electrode provides stretchability to the device and protects the electrodes and Si cells from a crack or failure. In addition to mechanical stability, the PI layer plays a role as an antireflective coating by reducing the difference in refractive indices between the Si layer and air. Figure 4b shows the optical image for the transferred device onto a PDMS-coated PET film. By using a transfer printing method, the completed device can be placed on a flexible substrate (e.g., a thin PET film). Figure 4c exhibits the schematic illustrations of the measurement setup and the definition of a radius of curvature (RoC). To measure an electrical performance in a bending state, we produced the custom-made manual stage to bend the sample by moving from side to side. Figure 4d shows the I-V characteristics of the PTR array in different RoCs (i.e., infinity, 10 cm, 8 cm, 6 cm, 4 cm, 2 cm). This result demonstrates that the electrical feature of the PTR is constant, regardless of the RoCs. The light source used in this experiment is a white light induced by a halogen lamp. Figure 4e shows the ratio of the photocurrent to dark current as a function of voltage with different RoCs. The dynamic range, which determines the sensitivity of photodetector, is maintained at ~600 or more, above a bias voltage of 2 V. This result shows that a thin Si membrane can achieve a significant dynamic range due to a low dark current as shown in the inset of Figure 4e. Figure 4f displays the images for the bent PTR array with each RoC.
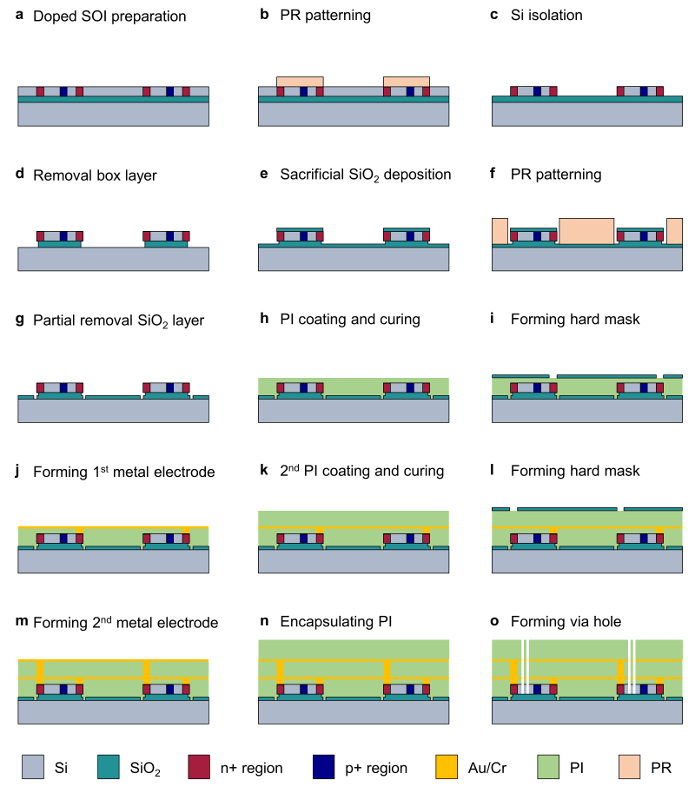
Figure 1: Schematic illustrations of the fabrication process of the curved phototransistor array. The panels (a) – (o) show the sequential process from fabricating a phototransistor device on a doped SOI substrate to creating a via hole to remove the sacrificial layer of the SOI substrate. Please click here to view a larger version of this figure.
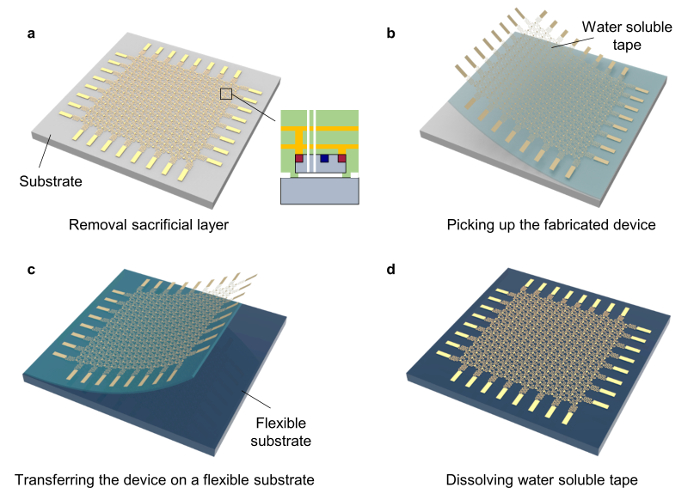
Figure 2: Schematic illustrations for the transfer printing of the phototransistor array from SOI wafer to flexible substrate. (a) This panel shows how to form an open mesh structure and remove the sacrificial layer. (b) This panel shows how to detach the device with water-soluble tape. (c) This panel shows how to transfer the device to a sticky flexible substrate (e.g., PDMS). (d) This panel shows how to remove the water-soluble tape by dropping water on it. Please click here to view a larger version of this figure.
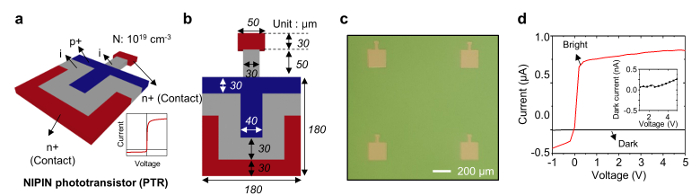
Figure 3: Schematics for the single unit cell of phototransistor (PTR) and simulation result of I-V characteristics. The first two panels show (a) a tilt view of the PTR and (b) a top view of the PTR. The doping concentration is ~1019 cm-3 for both of the p+ and n+ regions. The detailed geometrical values are displayed in Figure 3b. The inset in Figure 3a displays a basic I-V characteristic of the PTR. (c) This panel shows an optical microscopy image on doped Si PTRs. The yellow color indicates the Si PTRs. The green substrate is a SiO2 box layer. (d) This panel shows the I-V characteristics of a single PTR under the bright and dark states. The inset shows the dark current of the single cell. Please click here to view a larger version of this figure.
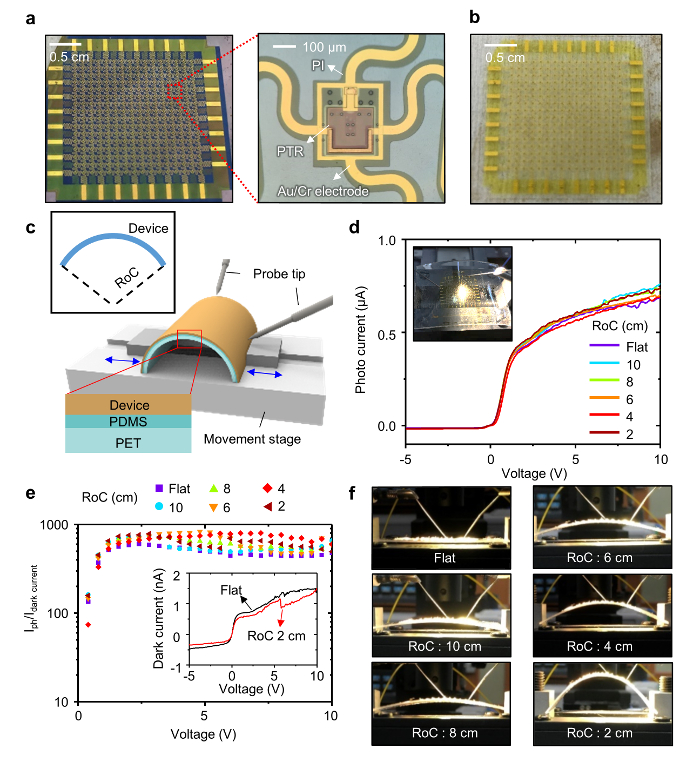
Figure 4: Schematic of methods and results for measuring I-V characteristics in the curved state of phototransistor array. (a) This panel shows the photography of the fabricated device. A magnified image shows the single PTR cell in detail. (b) This panel shows the photography of a transferred device on a PDMS-coated PET film. (c) This panel is a simplified schematic of the measurement setup. The radius of curvature (RoC) is defined as the radius of a circle from the center of the circle as illustrated in the inset. (d) This panel shows the I-V characteristics of the PTR array under illumination with different RoCs. (e) This panel is a plot of the ratio of the photocurrent to dark current. The inset demonstrates a very low dark current level, thereby causing a high dynamic range. (f) This panel shows optical images for the bent PTR array in each RoC. Please click here to view a larger version of this figure.
