The method (Figure 1) successfully produces filaments of approximately 200 µm in diameter (Figure 2) and of varying lengths on the order of 10 cm. Longer filaments could be produced by raising the drawing apparatus, and average filament diameters can vary between 50-300 µm per run. Filaments are flexible and robust, and their modulus of elasticity is comparable to bulk PDMS8. In this protocol, the working time between pre-curing the PDMS and drawing the filaments is conveniently long enough for transporting the material (Figure 3).
Hydrophobicity patterning via the corona discharge can be verified via droplet contact angles. The contact angle analysis is complicated by the cylindrical shape of the filament; droplets can form either a symmetrical barrel shape or asymmetrical shell shape14. For our filaments, using 1 µL water droplets, these two shapes correspond to corona-treated hydrophilic surfaces and untreated hydrophobic PDMS, respectively (Figure 4).
Figure 1: Schematic of the filament production method. Degassed, cross-linking PDMS is heated at 65 °C until its viscosity reaches 4000 mPa·s. It is then cooled and transferred to an extruder that pushes the material through a downward air-flow-sheathed opening, then through a tube furnace before being harvested as filaments. Please click here to view a larger version of this figure.
Figure 2: Histogram of filament widths from a demonstration of the method. Widths are per cm of filament over 6 filaments, whose total length was approximately 80 cm. Filaments were scanned by a flatbed scanner and analyzed by custom Octave scripts15. Inset: a representative image of an extended filament next to a ruler.Please click here to view a larger version of this figure.
Figure 3: PDMS viscosity vs. time. Viscosity measurements (at 5 RPM) of degassed PDMS base and curing agent as a function of time, with different temperature profiles. Continuous heating (gray diamonds) is at 65 °C, demonstrating a rapid increase in viscosity. Black data points are at 65 °C, prior to removal to room temperature when viscosity reaches 4000 mPa·s per the method above. Red data points represent the same sample's viscosity after cooling to 25 °C. Gap shown in the data occurs while the viscometer is being cooled to 25 °C with ice-water flow. Cyan window is time when filament production occurs as per the method. Please click here to view a larger version of this figure.
Figure 4: Hydrophobically patterned filament. (A) Filament was patterned with an alternating hydrophobicity pattern, every 2 cm, using the Arduino-controlled-Corona method described above, and visualized with 1 µL droplets of water. (B) Droplets adopt either a shell (left) or barrel (right) conformation depending on the filament’s local hydrophobicity14. Shell contact angles are estimated directly, whereas planar-equivalent contact angles on barrel-droplets are determined by fitting to an analytical solution8. Please click here to view a larger version of this figure.
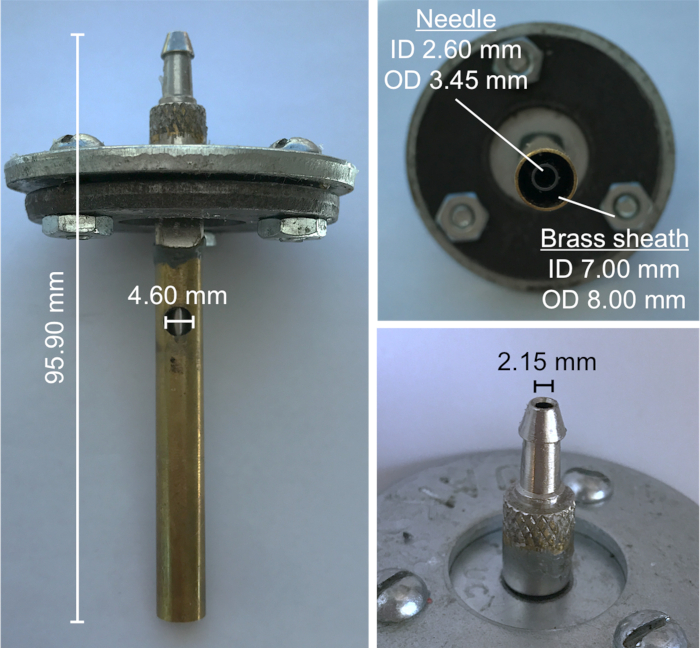
Supplemental Figure 1: Dimensions of extrusion adapter with airflow sheath. Please click here to view a larger version of this figure.
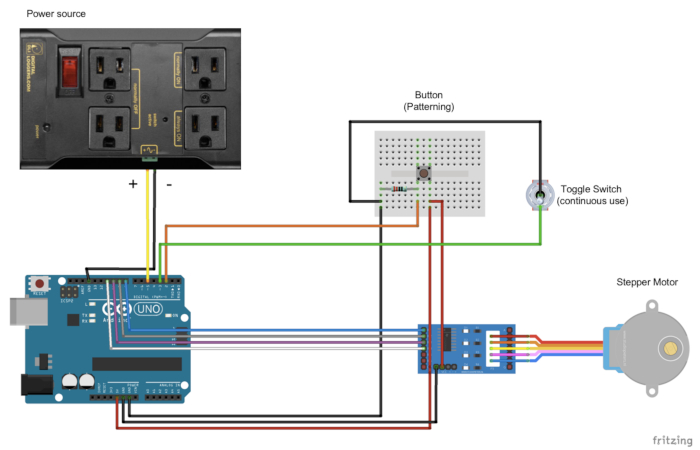
Supplemental Figure 2: Wiring diagram for Corona patterner. Corona discharge device is plugged into the relayed power source. The filament is loaded on a tray attached by a non-conducting wire to the stepper motor via a spindle (Supplemental Figure 3). The pattern is uploaded onto the Arduino microprocessor on the bottom left. Please click here to view a larger version of this figure.
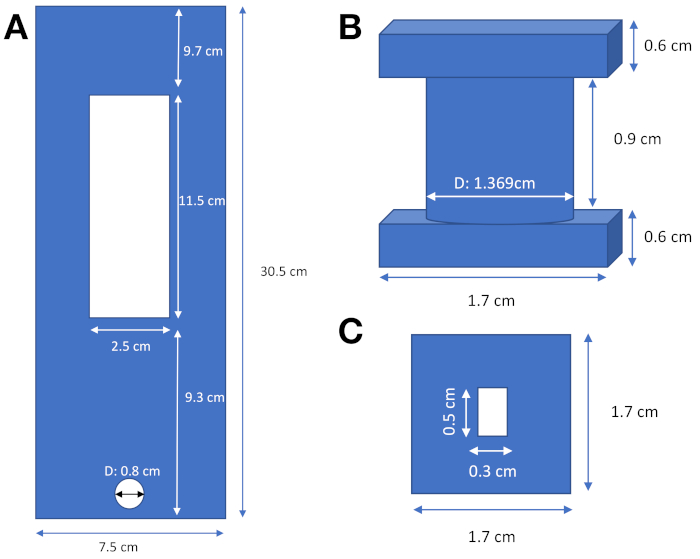
Supplemental Figure 3: Schematic of parts for filament patterner. (A) Tray with an opening where the filament is suspended. (B) Spindle for the nonconducting wire connecting the stepper motor to the tray via the 0.8 cm hole. (C) Bottom view of the spindle, showing the adapter to the stepper motor shaft. We fabricated all parts from laser-cut 3.2 mm acrylic, which was glued together when necessary. Please click here to view a larger version of this figure.
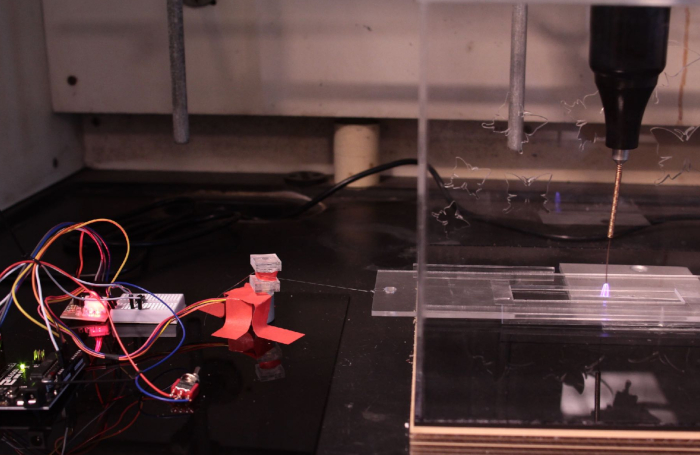
Supplemental Figure 4: Image of the filament patterner. Please click here to view a larger version of this figure.
