The ink was synthesized according to step 2, and the characteristics of the ink could be confirmed according to reference18. Figure 8 shows the structural properties of conductive ink and EDLC ink, as well as the rheological properties of EDLC ink reported in the previous research18. The conductive ink is well sintered to form continuous conducting paths, and the nanoscale roughness is expected to increase the contact area with the EDLC ink (Figure 8A,B). EDLC ink is uniformly distributed on the macroscopic scale but has a very rough surface shape on the micro and nanoscale, which possibly provides a high surface area and improves the energy storage capacity. All components are well dispersed and there are no visible elements that could cause clogging during printing (Figure 8C–F). Figure 8G presents the time-evolution of the apparent viscosity in the EDLC ink. The viscosity value increases with shear time and doesn't show viscoelastic behavior; it indicates a shear-thickening behavior without any stress-induced structural extension, stretching, or rearrangement.
A printed supercapacitor was successfully obtained using the present protocol (Figure 9B). The print quality is considered good if the printed pattern has fewer or no defects (compare Figure 9B with 9A), minimal surface roughness, and uniform thickness. The primary parameters that affect the quality of the inkjet printing method are the feed rate, kick, trim length, anti-stringing distance, rheological setpoint, and soft start/stop ratio. In this study, the printing results of the GPE and EDLC line (or layer) were evaluated based on the printing results of the conductive line.
The feed rate and XY-axis travel speed during dispensing determine the overall printing time. They also have a significant impact on the thickness of the line and the prevention of cut-off problems. All lines were uniform with no visible disconnection when the feed rate was minimum (100 mm/min) (Figure 10A); however, it took a long time to print the product. In contrast, the overall printing time decreased when the feed rate was maximum (600 mm/min) (Figure 10D); however, compared with the results printed with a feed rate of 500 mm/min (Figure 10C), the line was cut off or cracked because the dispenser moved rapidly. A feed rate of 300 mm/min is found to be optimal for a proper printing time and to prevent crack formation (Figure 10B). Kick controls the pressure applied via the stroke length of the piston within the dispenser. All lines were disconnected when the kick was too low (the minimum value is equal to 0.1 mm). However, the high pressure at a high kick (maximum value is equal to 0.7 mm) created a bottleneck resulting in the clogging of the nozzle. Therefore, it is necessary to use an appropriate value of kick (0.35 mm) so that the line does not break, and the nozzle does not clog (Figure 11).
Trim length is the maximum distance traveled for one dispensing and has a value ranging from 1 mm to 9999 mm. The printer prints crudely and takes a long time when the trim length is 1 mm. Therefore, the trim length needs to be adjusted based on the total length of the pattern. In this protocol, the trim length was set as 120 mm (Figure 12). A stringing can be formed at the end of the nozzle because the adhesion of the ink to the nozzle is higher than the adhesion of the ink to the substrate based on the surface energy of the ink. The anti-stringing distance aids in safely breaking the stringing by pushing the nozzle back (Figure 13). The rheological setpoint is a parameter that compensates for the flow rate to maintain the pressure after dispensing. The dispensing amount does not increase even after printing a pattern when the rheological setpoint is at its minimum value (0.0). However, the dispensing amount and the flow rate of the ink increase when the rheological setpoint is at the maximum value (1.0). Moreover, clogging occurs due to the bottleneck effect when the rheological setpoint is high. Thus, the rheological setpoint needs to be adjusted based on the viscosity and compressibility of the ink (Figure 14).
The soft start/stop ratio is a parameter that adjusts the difference between the time when the kick (pressurization) starts and when the flow rate is stabilized based on the properties of the ink (Figure 15). During the software parameter setup control experiment, it is difficult to observe any variation in printing due to the changes in the passing space and the trace penetration setting value. Therefore, these two parameters must be fixed separately based on the designed pattern. The results of the setup control experiment are as follows: pass spacing, trace penetration, and trim length should be adjusted based on the pattern to be printed. Moreover, feed rate, anti-stringing distance, kick, soft start/stop ratio, and rheological setpoint should be adjusted based on the properties of the ink. Therefore, the software parameter values for different inks (conductive ink, EDLC ink, and GPE ink) were fixed as shown in Table 1.
Electrochemical data were obtained as described in step 7 of the protocol. Figure 16A,B,C present the CV, GCD, and EIS data, respectively. The data shown in Figure 16A was obtained through the CV measurement. The gravimetric capacitance, areal capacitance, and cell capacitance were calculated to be 5.74 F/g, 142 mF/cm2, and 178 mF/cell, respectively, for a scan rate of 5 mV/s. GCD graphs (Figure 16B) demonstrate a nearly symmetrical curve shape, which is the characteristic property of the EDLC. Moreover, the EIS graph (Figure 16C) illustrates a low Rs value (5.29 Ω) and no Rct value, which are typical of EDLC.
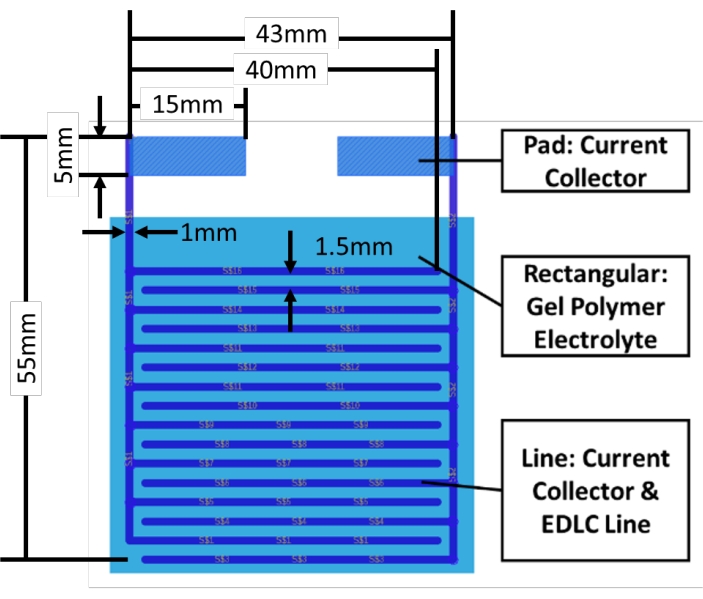
Figure 1: Interdigitated pattern designed with CAD program. The two pads at the top of the pattern are printed only with a current collector ink. The large sky-blue square is printed with a gel polymer electrolyte ink, and the blue lines are printed with the EDLC line ink and current collector ink. Please click here to view a larger version of this figure.
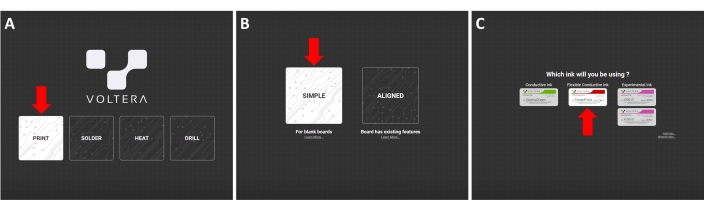
Figure 2: Image of the printer program window. (A) The first screen of the program. The red arrow shows where the Print button is. (B) The second screen of the program. The red arrow shows where the Simple button is. (C) The third screen of the program. Red arrow shows which ink should be selected. Please click here to view a larger version of this figure.

Figure 3: A screenshot showing how to upload the Gerber file of the designed pattern. Please click here to view a larger version of this figure.
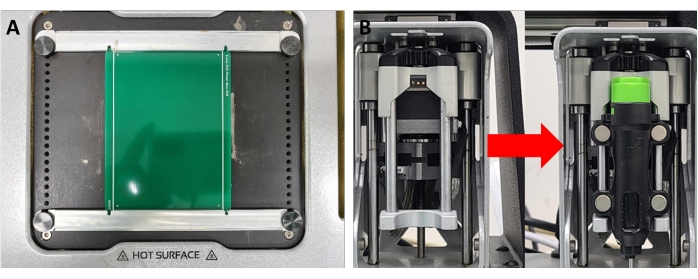
Figure 4: A screenshot showing how to fix the PCB board and mount the probe. (A) A top-view image of the inkjet printer which holds the PCB board. (B) The front-view image of the inkjet printer where the probe is mounted. Please click here to view a larger version of this figure.
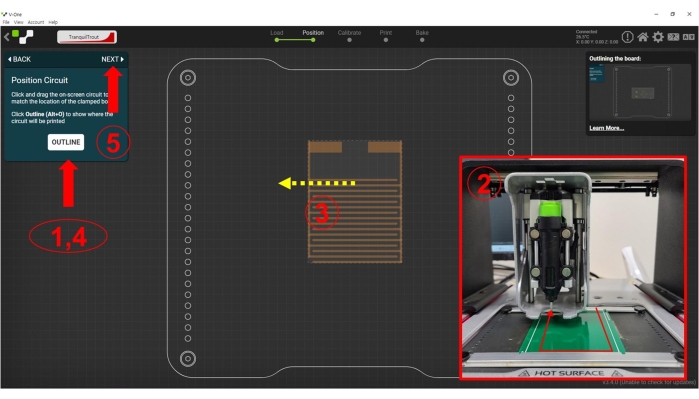
Figure 5: A screenshot showing how to check the probe movement when the pattern position is changed. Please click here to view a larger version of this figure.
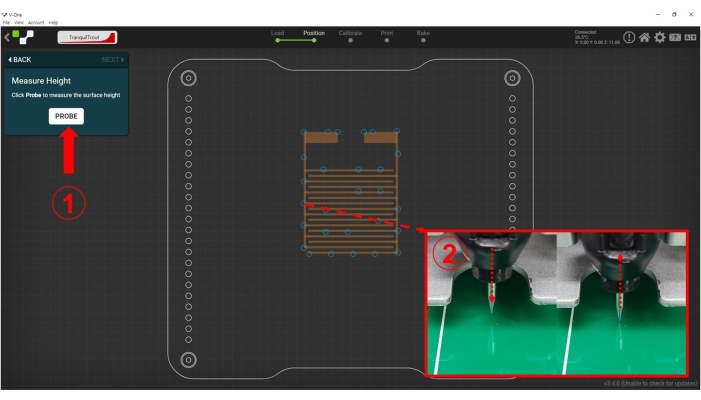
Figure 6: A screenshot showing how to measure surface height. After clicking on PROBE, the probe goes to the indicated spot on the substrate (denoted by circles), and then moves down and up to check the height of the substrate. Please click here to view a larger version of this figure.
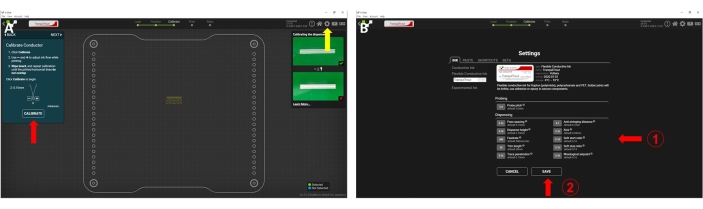
Figure 7: A screenshot showing how to adjust the software parameters and print the sample pattern. (A) A screenshot image showing the procedure for printing a sample pattern. The red arrow indicates the button to print the sample pattern and the yellow arrow indicates the button to control the software parameters for the inks. (B) A window that appears when the yellow arrow shown in (A) is pressed. Software parameters can be modified by changing the values indicated by the 1 arrow. Press the 2 arrow to save the changes in software parameters. Please click here to view a larger version of this figure.
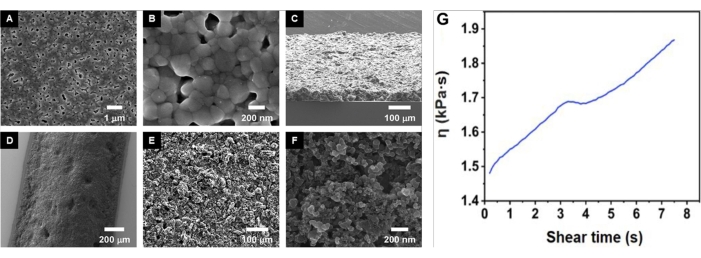
Figure 8: SEM image of the inks and printed layers, and EDLC ink viscosity. (A,B) Top-view SEM images of the current collector at (A) low magnification and (B) high magnification. (C) Tilted side-view SEM image of the printed EDLC active layer film. (D–F) Top-view SEM images of the EDLC active layer with different magnifications. (G) Apparent viscosity of EDLC ink versus shear time for constant 0.3 s-1 shear rate experiment. Adapted with permission from reference18. Copyright (2020) American Chemical Society. Please click here to view a larger version of this figure.
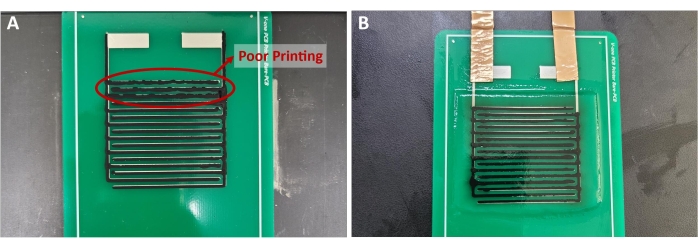
Figure 9: Photograph of the printed results. (A) Printing failure photo; the red circled part is printed unevenly due to printing failure. (B) Photograph of the final printed product. Please click here to view a larger version of this figure.
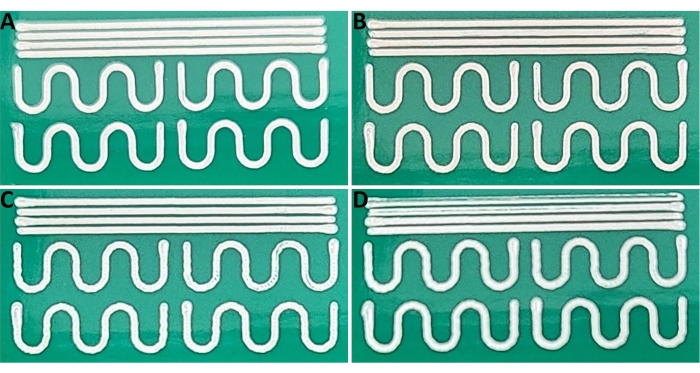
Figure 10: Printing results corresponding to the change in the feed rate. (A) 100 mm/min, (B) 300 mm/min, (C) 500 mm/min, and (D) 600 mm/min. Please click here to view a larger version of this figure.
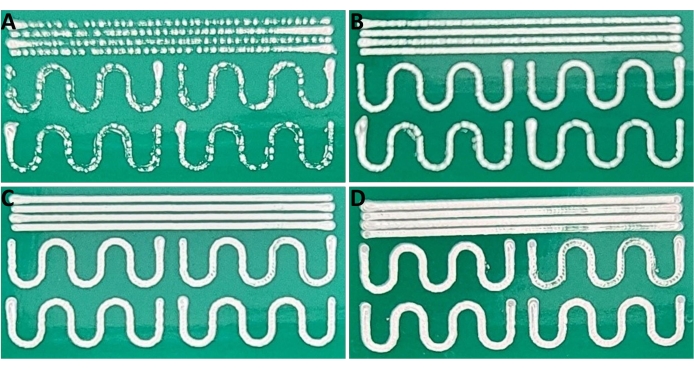
Figure 11: Printing results corresponding to the changes in the kick. (A) 0.1 mm, (B) 0.2 mm, (C) 0.35 mm, and (D) 0.7 mm. Please click here to view a larger version of this figure.
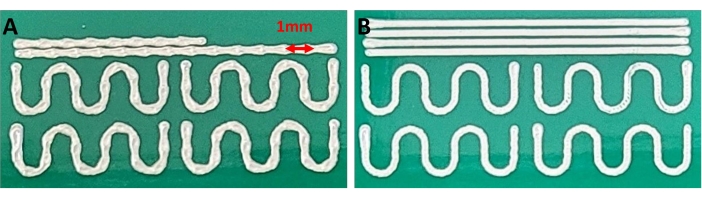
Figure 12: Printing results corresponding to the changes in the trim length. (A) 1.0 mm and (B) 50 mm. Please click here to view a larger version of this figure.
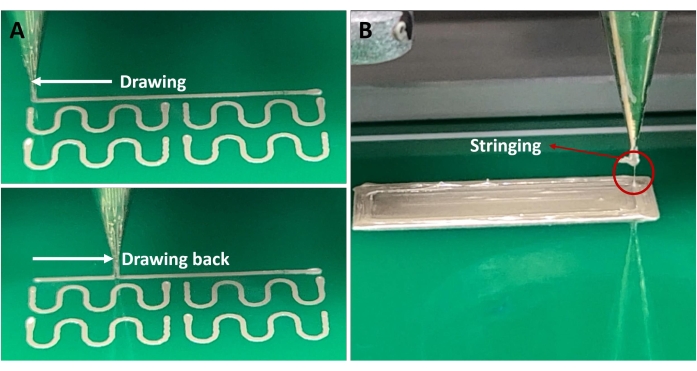
Figure 13: The pictures showing how the dispenser moves by the adjustment of the anti-stringing distance parameter. (A) Movement of the nozzle when the anti-stringing distance value is fixed at the maximum value (5.0 mm). (B) Photograph of stringing. Please click here to view a larger version of this figure.
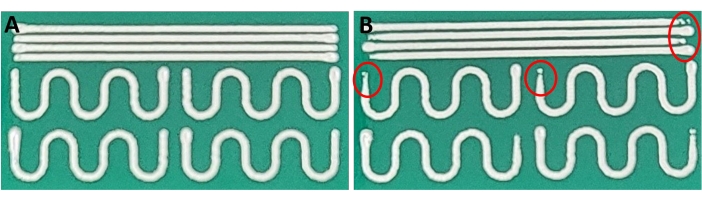
Figure 14: Printing results corresponding to the change in the rheological setpoint change. (A) 0 and (B) 1.0. Red circles in (B) show the cracks (or holes) caused by the clogging effect. Please click here to view a larger version of this figure.
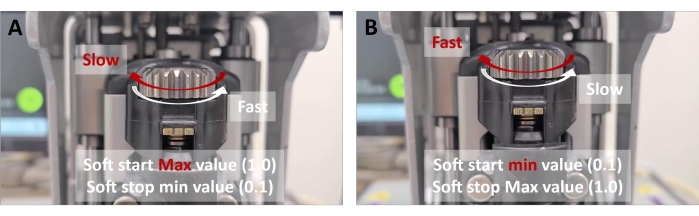
Figure 15: Printing results corresponding to the change in the soft start/soft stop ratio. The clockwise rotation of the sawtooth (red arrow) indicates the start of the printing. (A) Soft start maximum value and soft stop minimum value, as well as (B) soft start minimum value and soft stop maximum value. Please click here to view a larger version of this figure.
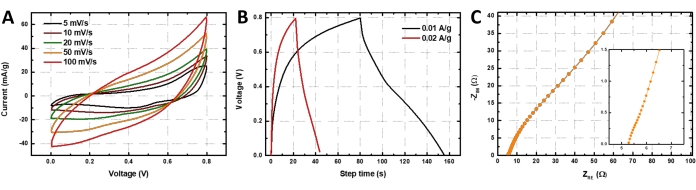
Figure 16: The electrochemical test results of the printed supercapacitor. (A) CV, (B) GCD, and (C) EIS graphs. Please click here to view a larger version of this figure.
| Parameter | Conductive ink | EDLC ink | GPE ink |
| Pass spacing (mm) | 0.15 | 0.15 | 0.15 |
| Dispense height (mm) | 0.12 | 0.14 | 0.16 |
| Feedrate (mm/min) | 500 | 300 | 300 |
| Trim length (mm) | 120 | 120 | 120 |
| Trace penetration (mm) | 0.15 | 0.15 | 0.15 |
| Anti-stringing distance (mm) | 0.4 | 0.7 | 0.1 |
| Kick (mm) | 0.35 | 0.3 | 0.4 |
| Soft start ratio | 0.1 | 0.8 | 0.8 |
| Soft stop ratio | 0.15 | 0.1 | 0.15 |
| Rheological setpoint | 0.16 | 0.2 | 0.16 |
Table 1. The optimized software parameters for conductive ink, EDLC ink, and GPE ink.
