In this demonstration, the transesterification reaction of extra virgin olive oil and methanol, catalyzed by KOH, produces biodiesel at room temperature in an ultrasonic bath (Figure 1)5. The starting materials in the centrifuge tube show the reactants are immiscible and divided into two layers as seen in Figure 2A. The upper layer is a mixture of methanol and KOH while the lower layer is composed of extra virgin olive oil. To promote homogenization, a brief pre-mixing of the reactants is recommended before subjecting the centrifuge tube to ultrasonic agitation.
After 1 min in the ultrasonic bath, the reaction mixture undergoes noticeable homogenization as seen in Figure 2B. After another 14 min in the ultrasonic bath, product separation occurs with the upper layer comprising biodiesel products and the lower layer containing glycerol esters as shown in Figure 2C. Allowing the mixture to settle for a few minutes further improves separation, as shown in Figure 2D. Hence, the ultrasonic-assisted transesterification reaction efficiently yields biodiesel at room temperature and under atmospheric pressure within a short time. Moreover, the reaction facilitates accelerated separation of biodiesel from the glycerin layer for facile work-up. The biodiesel products can be further purified by separation in a separatory funnel and subsequent washing with saturated NaCl solutions. Characterization of the biodiesel product can be accomplished through 1H-NMR analysis to confirm the successful synthesis of biodiesel.
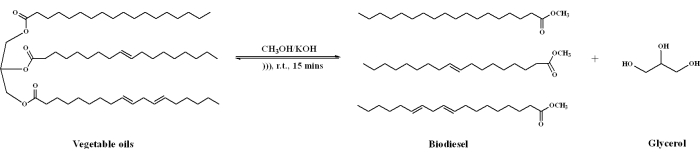
Figure 1: Synthesis of biodiesel from vegetable oils via transesterification reaction. The image shows the synthesis steps described here.))) represents ultrasonic treatment; r.t. represents room temperature. Please click here to view a larger version of this figure.
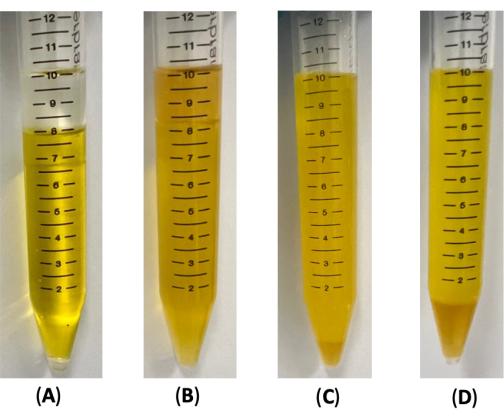
Figure 2: Reaction mixture. The images show the reaction mixture (A) at time 0 min, (B) after 1 min of ultrasonic treatment, (C) just after finishing (after 15 min of ultrasonic treatment), and (D) at 5 min after the reaction finished. Please click here to view a larger version of this figure.
The FT-IR spectra of the extra virgin olive oil (Figure 3A) and biodiesel (Figure 3B) are analyzed to confirm the production of biodiesel. The peak at 1435 cm-1 is present in the biodiesel showing CH3 asymmetric bending, while this peak is absent in the extra virgin olive oil. The peak at 1195 cm-1 shows the O-CH3 stretching is present in biodiesel, but this peak is absent in extra virgin olive oil. Three peaks are present in both extra virgin olive oil and biodiesel: the peaks between 2800-3000 cm-1 show the CH2 stretching and the asymmetric CH3 and CH2 stretching, and the peak between 1700-1800 cm-1 shows the stretch of C=O. A band at 721-723 cm-1 indicates a Z (cis) double bond in the hydrocarbon chain of the biodiesel. (Z)-Unsaturation lowers the melting point of the product. The results are consistent to previous literature18.
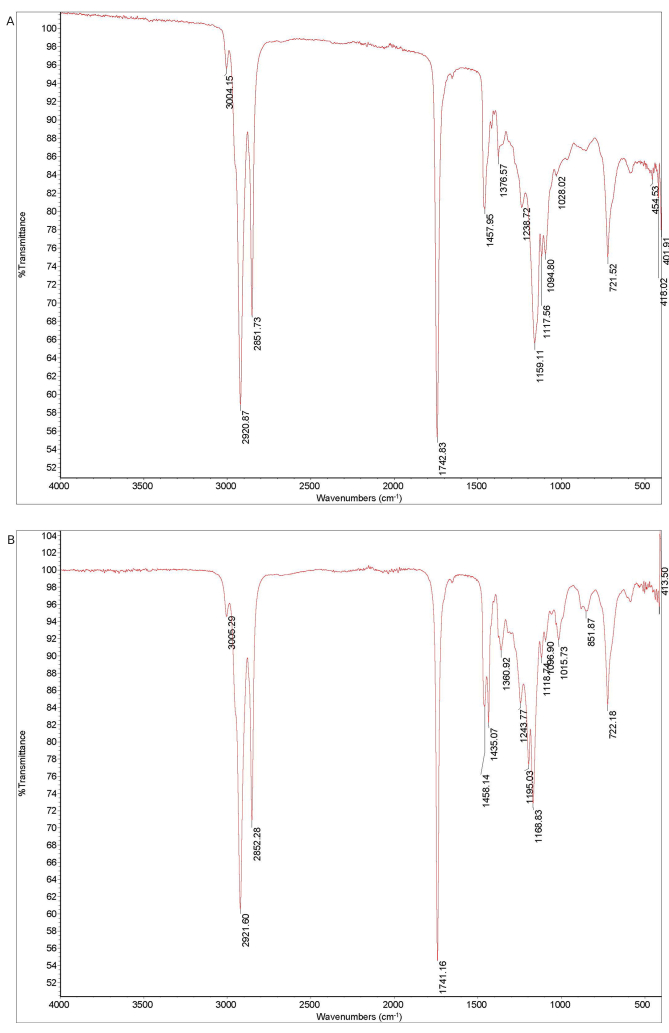
Figure 3: FT-IR spectrum. The FT-IR spectrum measured from 4000-400 cm-1 for (A) extra virgin olive oil and (B) biodiesel. Please click here to view a larger version of this figure.
For 1H NMR results, the extra virgin olive oil contains a multiplet at δ = 4.1-4.3 ppm and a multiplet at δ = 5.2-5.3 ppm for its glyceryl protons (Figure 4A). The biodiesel product exhibits an absence of glyceryl protons, displaying a singlet at δ = 3.67 ppm for the methyl protons within the methyl ester (Figure 4B). The peaks are consistent to previous literature19,20. This singlet differs from the CH3 singlet (δ = 3.49 ppm) observed in MeOH. Based on the 1H NMR findings, it is evident that the ultrasonic-assisted method can produce biodiesel with a purity of close to 100%.
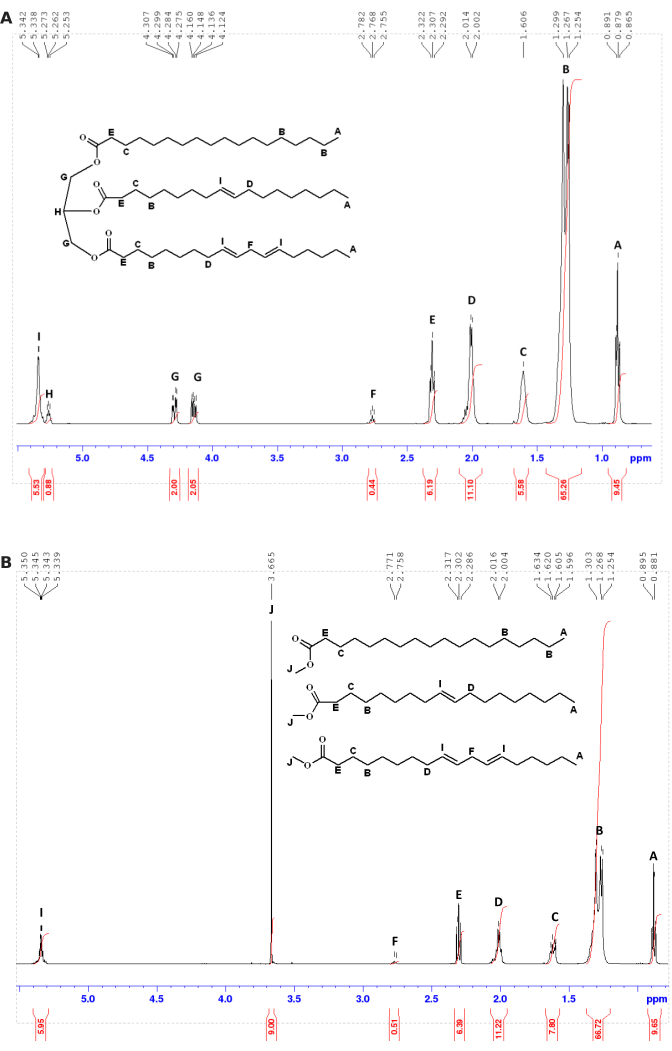
Figure 4: 1H NMR spectrum. The 1H NMR (500 MHz) spectrum in CDCl3 of (A) extra virgin olive oil with the corresponding assignment of the major peaks of the glycerol unit and the fatty acid chains and (B) biodiesel with corresponding assignment of the major peaks of methyl ester and the fatty acid chains. Spectra demonstrate the different functional groups in the vegetable oil and biodiesel and the purity of the biodiesel product. Please click here to view a larger version of this figure.
Biodiesel which has a viscosity closer to that of petroleum diesel is about 8x less viscous than extra virgin olive oil. Extra virgin olive oil with its 10x viscosity disadvantage, makes it impractical for fuel systems.
When tested for flammability, cotton string soaked in biodiesel ignited faster and burned more intensely than the one soaked in extra virgin olive oil. This suggests biodiesel's potential as a diesel fuel alternative.
