A schematic of the general solvent bonding procedure is shown in Figure 1. The easiest way to assess bond quality is to visually inspect bond coverage, since poor bond coverage is easily visible as regions of unbonded plastic, and is indicative of weak bonding. Such regions are typically near free edges (e.g., periphery of device, or near open ports or microchannels), and can also often appear around any particles of dirt or dust at the bonding interface. Poor bond coverage due to weak bonding is typically seen during the protocol development stage, before the optimal solvent composition and bonding conditions have been found, and examples are shown in Figure 2A. Typically, weak bonding suggests a need for one or more of: (i) a more aggressive solvent (i.e., a higher concentration solution, or a different solvent), (ii) a higher bonding temperature, and (iii) a higher bonding pressure.
Conversely, overly aggressive bonding conditions can lead to excellent bond coverage with high bond strength, but also damaged or sealed microfeatures, as shown in Figure 2B. This is most often due to the solvent being too aggressive, although high temperature (approaching the glass transition temperature of the plastic) can also cause significant deformation.
A high quality, well-bonded device has both good bond coverage and minimal deformation of microfeatures, as shown in Figure 2C. Depending on the solvent and temperature of choice, it may be difficult to achieve good bond coverage near free edges of the device if the solvent is very volatile and thus evaporates quickly. In these situations, adding small microgrooves to the design of the device, along the edges of interest, can help mitigate solvent evaporation and thus improve bond coverage, as shown in Figure 2D. We typically use grooves with cross-sectional dimensions of 500 x 500 µm, placed 300 µm from the edge.14
In addition to general visual inspection of bond coverage, both destructive and non-destructive tests should be used to further investigate bond quality and microfeature damage. Two destructive tests that are useful during the protocol development stage are (i) cross-sectioning and (ii) wedging apart bonded devices, to assess microfeature geometry and bond strength, respectively. We prefer using micromilling to section our devices, as we find this offers a good combination of convenience, accuracy, and relatively clean surfaces. In the absence of a milling machine other approaches can be used, although they will present different challenges. Examples include cutting with a diamond saw or band saw (leaves rough surfaces), carefully snapping a device along scored lines (can be difficult due to thickness, and shear stress may cause device to delaminate), or simply sanding away part of the device (time-consuming). Rough surfaces from cutting can be smoothed with sanding.
Whatever the method used, devices should be sectioned perpendicular to microfeatures of interest, and can be visually inspected using an optical microscope. The size and shape of the microfeature cross-sections will indicate how much deformation has occurred due to bonding. Less aggressive solvents, and lower temperatures and pressures, will better preserve sharp corners and straight walls, while more aggressive conditions will cause rounding of corners and walls, as well as a decrease in cross-sectional area due to polymer swelling. Images of typical results are shown in Figure 3.
Bond strength can be measured by partially wedging apart the bonded layers with a shim and measuring the distance from the edge of the shim to the edge of the delamination region. The bond strength can be calculated from this distance, the thickness of the layers and the shim, and the elastic modulus of the plastic.14,19 If the specific bond strength value is not important, wedging the layers apart provides a qualitative method to assess whether the bond is strong enough for the typical forces and handling the device will encounter during experiments.
Nondestructive tests are useful for verifying the quality of a device while leaving it usable for its intended purpose. A simple and useful method is to inspect via microscopy, focusing primarily on bond coverage near microfeature edges, or on small bonding areas. Unbonded regions appear slightly darker than bonded regions due to the thin air gap between the plastic layers, and as shown in Figure 4, should be noticeable by careful inspection with a microscope. Finding regions of unbonded plastic can help direct a second iteration of localized bonding to seal critical parts of the device before use.
A useful technique for achieving strong bonds with an aggressive solvent, but while minimizing damage to microchannels, is to add grooves with access ports to the device design, and only add solvent to the grooves (instead of flooding the bonding surface with solvent). This greatly reduces contact between the microchannel and the liquid solvent (vapor still enters the microchannel), and consequently reduces deformation as shown in Figure 5.
Depending on the intended device application, longer-term durability testing may be required. For example, many of our devices are used for biological experiments, and can reside in a cell incubator environment (37 °C, 100% humidity) for up to several weeks. Durability can be assessed by placing test devices in the required conditions for the required duration, and inspected afterward for a visual decrease in bond coverage (delamination of the device), or weakened bond strength that allows the device to be easily wedged apart. Examples are shown in Figure 6, and indicate the need to modify the bonding procedure to achieve higher bond strength.
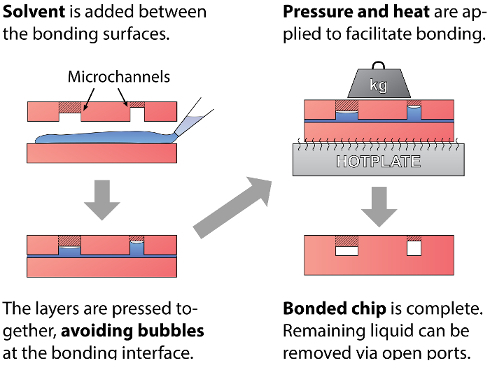
Figure 1: Schematic of Bonding Process. The general solvent bonding process is shown. Liquid solvent is added between the two thermoplastic device layers to be bonded. The layers are brought together and bubbles are removed from the liquid at the bonding interface. Pressure and heat are applied to the device for the required duration, and the bonded device is complete. Any remaining liquid can be removed from open ports. Please click here to view a larger version of this figure.
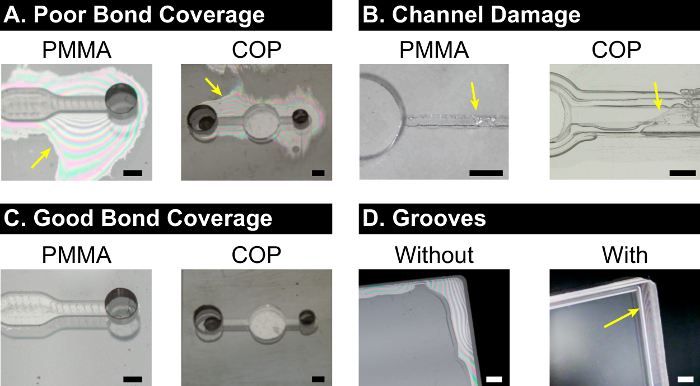
Figure 2: Visual Examples of Varying Bond Quality. (A) A common challenge with many liquid solvent bonding approaches is that rapid evaporation occurs near free edges of the device during the heated bonding step due to solvent volatility. This often leads to regions of unbonded material near these edges, resulting in poor bond coverage, leaky microfluidic features, and low overall bond strength. These regions are visible as lighter patches with colored interference fringes (yellow arrows). (B) Conversely, overly aggressive solvent bonding yields excellent bond coverage, but can also cause significant damage to microfeatures, thereby deforming or closing off device channels (yellow arrows). (C) An optimized solvent-plastic system achieves good bond coverage and strength, and minimizes damage to microfeatures while still properly sealing them. (D) In some cases, adding solvent retention grooves parallel to device edges (yellow arrow) can help improve bond coverage and properly seal microfeatures. Grooves may be needed if better bond coverage is required, but it is undesirable to increase solvent strength (due to the resulting increased damage to microfeatures). Scale bars = 1 mm. Please click here to view a larger version of this figure.
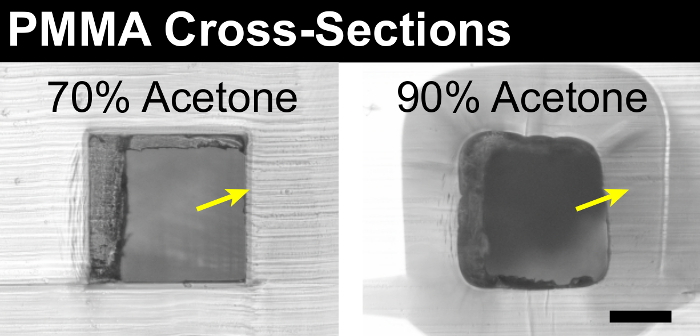
Figure 3: Cross-Sections of Bonded Devices. The solvent bonding process can deform microfeatures if the solvent is too aggressive, or if the bonding temperature or pressure are too high. Inspecting cross-sections of bonded devices will reveal incidents of microfeature deformation. Performing such inspections for each specific plastic-solvent system can help establish the optimal parameters for achieving the desired microchannel quality. Representative images are shown for cross-sections of a 500-µm square PMMA channel bonded with appropriate (left) and overly aggressive (right) solvent mixtures. Two indicators of the extent of solvent-induced deformation are the rounding of corners and straight walls, and the thickness of a solvent-rich layer of plastic at surfaces that were in contact with the solvent (yellow arrows). Scale bar = 200 µm. Please click here to view a larger version of this figure.
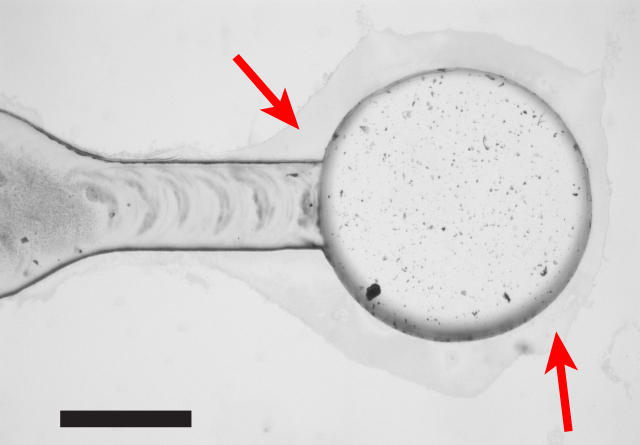
Figure 4: Non-destructive Inspection via Microscopy. Careful inspection with an optical microscope can identify regions of unbonded plastic, particularly near microfeature edges, or on small bonding areas. Unbonded regions (red arrows) appear slightly darker than bonded regions due to the thin air gap between the plastic layers, and colored interference fringes are sometimes also visible in these areas. Identifying regions of poor bonding can indicate the need for a second iteration of bonding, with solvent locally added to trouble spots. Scale bar = 1 mm.
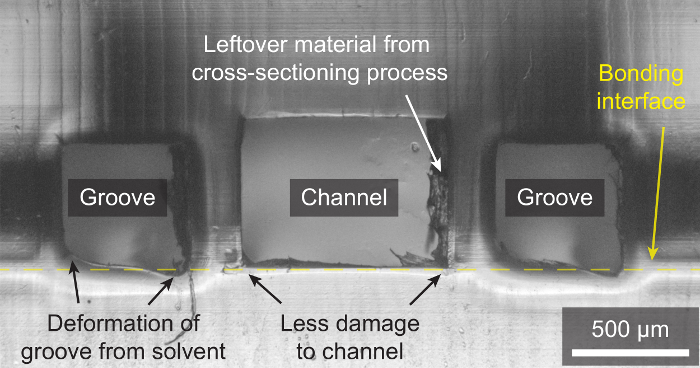
Figure 5: Minimizing Damage to Channels by Adding Solvent Only to Grooves. The microscope image shows a cross-section of a PMMA channel surrounded by two grooves. Solvent can be added to grooves while the two device layers are pressed together, rather than flooding the bonding interface with solvent. This greatly minimizes solvent contact with the inside of the microchannel, and thus minimizes solvent-induced deformation. This approach is useful when an aggressive solvent is needed to ensure high bond strength and coverage, but contact between the solvent and microchannels needs to be minimized. Please click here to view a larger version of this figure.
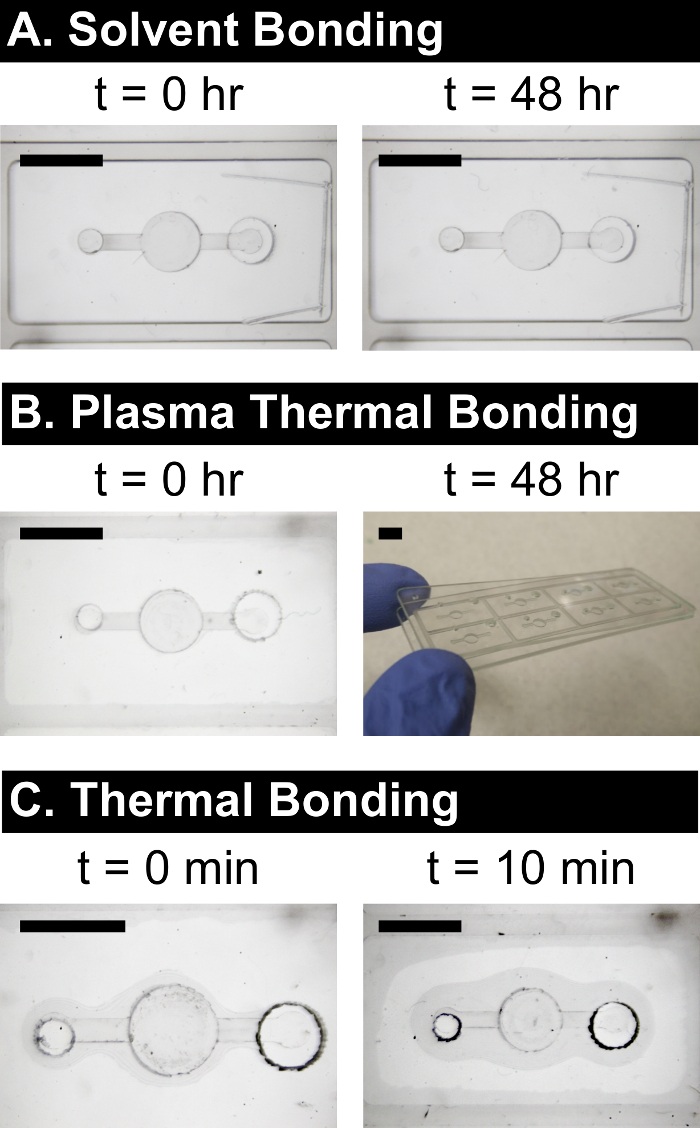
Figure 6: Durability and Comparison to (Plasma-Assisted) Thermal Bonding. Solvent bonding (A) yields better bond quality than plasma-assisted thermal bonding (B) or thermal bonding (C) techniques, and also better durability in cell incubator conditions (37 °C, 100% humidity). Both thermal techniques routinely leave significant "halos" of unbonded plastic surrounding microfeatures, with plasma-assisted thermal bonding being better than regular thermal bonding. These bonds also degrade over time, with the unbonded regions growing in size. While the solvent bonded COP device showed no change in bonding over 48 hours in an incubator (A), the plasma thermal bonded device delaminated completely (B). The regular thermal bonded device began to delaminate within 10 min in ambient conditions (C), and also delaminated completely in the incubator. Scale bars = 5 mm. Please click here to view a larger version of this figure.
| Plastic | Solvent | Temperature (°C) | Pressure (kPa) | Duration (min) | Notes | ||
| PMMA | 100% Ethanol | 70 | 2,300 | 2 | Best option if a heated press is available (required for high pressure). Consistently yields excellent bond coverage (without the use of solvent retention grooves), with low deformation of microfeatures. Requires very little solvent, and is very insensitive to bubbles and dust/dirt at the bonding interface due to high pressure. | ||
| PMMA | 75% Acetone/25%Water | 40 | 30 | 20 | Inferior consistency to above method and takes longer, but does not require heated press (can be done with hotplate and free weights). Bond coverage is greatly aided by use of solvent retention grooves. | ||
| COP | 35% Cyclohexane/65% 2-propanol | 25 -> 70* | 350 | 15* | We have found that pre-heating the hotplate causes too much initial evaporation, and also leads to whitening of the plastic. Instead, we place the device on a room temperature hotplate and then increase the temperature to 70 °C (ramp rate of 5 °C/min). After the temperature stabilizes at 70 °C (in 9 min), we bond at this temperature for an additional 15 min. | ||
Table 1: Solvent Bonding Parameters. Summary of combinations of plastics, solvents, temperatures, and pressures for PMMA and COP solvent bonding protocol.
