Rock deformation is one of the most important geological processes. It strongly contributes to human-time-scale phenomena, like earthquakes or landslides, but also to the large-scale mass movements of the solid outer shell in telluric planets, including plate tectonics on Earth1. For instance, depending on the rheology of the shell-like lithosphere, which defines the strength of both the crust and sub-solidus mantle ( 1200 °C), the scheme of plate tectonics and related features may vary significantly2,3,4,5. On the one hand, the presence of a strong uppermost mantle and/or lower crust is required to sustain mountain belts or stabilize subduction zones6. But on the other hand, numerical models have also shown that plate boundaries cannot develop from mantle convection if the lithosphere is too strong, giving rise to a rigid lid behavior as observed on Venus7. Thus, the strength of the lithosphere as dictated by rock rheology has a direct control on the plate-like behavior of active planets.
1200 °C), the scheme of plate tectonics and related features may vary significantly2,3,4,5. On the one hand, the presence of a strong uppermost mantle and/or lower crust is required to sustain mountain belts or stabilize subduction zones6. But on the other hand, numerical models have also shown that plate boundaries cannot develop from mantle convection if the lithosphere is too strong, giving rise to a rigid lid behavior as observed on Venus7. Thus, the strength of the lithosphere as dictated by rock rheology has a direct control on the plate-like behavior of active planets.
For more than half a century, the rock rheology has been investigated at high temperatures (> 300 °C), giving rise to state-of-the-art techniques that mainly differ in the pressure range they can achieve. This includes the gas-medium Paterson-type apparatus8 at relatively low pressures (<0.5 GPa), the solid-medium Griggs-type apparatus9,10,11 at intermediate to high pressures (0.5-5 GPa), and the deformation-Dia apparatus12,13 (DDia: up to ~20 GPa) or diamond anvil cell at very high pressures14 (up to more than 100 GPa). Thus, the pressures and temperatures encountered in the deep Earth can nowadays be achieved experimentally. However, rock deformation also relies on differential stress that needs to be measured with high accuracy and precision, so that constitutive relationships can be formulated. Thanks to its gas-confining medium, the Paterson apparatus is today the only technique able to perform stress measurements with an adequate accuracy (± 1 MPa) to extrapolate the data over 6 orders of magnitude in strain rate, but it can only explore deformation processes at low pressures. Conversely, solid-medium apparatuses can deform rocks at high pressures, but with a lower accuracy of the stress measurements. While stress accuracy has been estimated at ± 30 MPa for the Griggs-type apparatus15,16, the synchrotron-based DDia produces mechanical laws with an error of more than ± 100 MPa17. In the Griggs-type apparatus, stress could also be overestimated by up to 36% with respect to stress measurements in the Paterson one15. Performing accurate and precise stress measurements at high pressures – and high temperatures – therefore remains a major challenge in Earth Sciences.
Excluding deep subduction slabs where pressures may exceed 5 GPa, the Griggs-type apparatus is presently the more appropriate technique to study deformation processes over the pressure (< 4 GPa) and temperature ( 1200 °C) ranges in a large part of the lithosphere. On this basis, significant endeavors have been undertaken in the 1990's to improve stress measurements, particularly to reduce friction effects by using eutectic salt mixtures as a confining medium around the sample11,18. Such a molten salt assembly gave rise to a better accuracy of the stress measurement, reducing the error from ± 30 to ± 10 MPa15,19, but additional disadvantages have been encountered when applying this type of assembly. These have a much lower success rate, great difficulties to perform non-coaxial (shear) experiments, and a more complicated sample assembly. Moreover, the accuracy of stress measurements remains ten times lower than that of the low-pressure Paterson-type apparatus. These issues limit the quantification of rheological processes using the Griggs-type apparatus, which today is more commonly applied to explore the deformation processes and their related microstructures. A new approach will be therefore required to perform rheological quantification at high lithospheric pressures.
This paper gives detailed documentation of the "conventional" procedure to perform high-pressure deformation experiments using a newly designed solid-medium Griggs-type apparatus. In the framework of new "Griggs" laboratories implemented at the ISTO (Orléans, France) and ENS (Paris, France), the main purpose is to properly illustrate each step of the protocol in details, so that scientists from all fields can decide whether the apparatus is appropriate or not to their aims of study. The critical steps and limitations of this state-of-the-art technique are also discussed, together with new approaches and possible future developments.
The new Griggs-type apparatus
Based on the piston-cylinder technology, the Griggs-type apparatus has been formerly designed by David T. Griggs in the 1960's9, and then modified by Harry W. Green in the 1980's11 (mainly to achieve higher pressures during deformation experiments). In both cases, the Griggs apparatus is characterized by a metal frame that includes: 1) three horizontal platens mounted on vertical columns, 2) a main hydraulic cylinder (confining pressure ram) suspended to the middle platen and 3) a deformation gear box and piston/actuator fixed on top of the upper platen (Figure 1). The "confining" ram and deformation actuator are each connected to independent pistons that transmit forces to the sample assembly within a pressure vessel. With such a vessel, deformation can be achieved at confining pressures of up to 2 or 5 GPa, depending on the apparatus and diameter of the sample assembly.
Thanks to a resistance furnace, the sample temperature is increased by Joule effect (up to ≈1300 °C20), while the pressure vessel is water cooled on top and bottom. In Green's design, the Griggs apparatus also includes an end-load system that homogenizes the pre-stress in the pressure vessel (Figure 1). This permits to achieve deformation experiments at higher pressures (max. 5 GPa), particularly using a small bore in the pressure vessel. For further details about the Griggs press, the readers are referred to the excellent description of the modified Griggs apparatus design by Rybacky et al.19.
Arising from a close collaboration between the Institut des Sciences de la Terre d'Orléans (ISTO, France) and École Normale Supérieure de Paris (ENS Paris, France), the new generation Griggs-type apparatus is directly based on the design from H. W. Green11, but some improvements have been made to comply with European standards for safety of high-pressure experiments. In this new press, the confining and deformation actuators are driven by servo-controlled hydraulic syringe pumps, giving the possibility to perform either constant load or constant displacement experiments at high pressures (up to 5 GPa). The confining (isostatic) pressure, force, and displacement are respectively monitored using oil pressure sensors, a load cell (max. 200 kN) and displacement transducers (Figure 1). The pressure vessel is made of an inner tungsten-carbide (WC) core inserted into a 1° conical steel ring and pre-stressed using the strip winding technique21. For transmitting forces, the pressure vessel and sample assembly lie between WC-removable pistons that include a deformation piston (σ1), confining piston (σ3), end-load piston and base plate (Figure 1). Together with regular cooling on top and bottom of the pressure vessel, water flows through the steel vessel around the tungsten-carbide core within 6 mm diameter holes for better cooling (Figure 1). The hydraulic cylinder for the confining pressure is also cooled by silicon oil flow. In addition, the deformation apparatus in Orléans employs larger sample size up to 8 mm diameter, so that 1) microstructures can be better developed, and 2) the Griggs press and Paterson press share a common sample dimension for future comparisons. This requires an increased diameter of the WC bore in the pressure vessel (27 mm, instead of 1 inch, i.e., 25.4 mm), reducing the maximum attainable pressure to 3 GPa.
The present paper describes the procedure to perform an experiment with the new Griggs-type apparatus, which includes the description of all pieces that compose the conventional solid-salt sample assembly using alumina pistons (Figure 2A and 2B), as well as the successive steps to produce them and introduce them into the pressure vessel. This description follows in large parts the routine developed over many years by Prof. Jan Tullis and co-workers at Brown University (R.I., USA). The resulting sample assembly is fully appropriate to perform either co-axial (pure shear) or non-coaxial (general shear) deformation experiments over the whole range of pressures and temperatures of the Griggs-type apparatus. While a pure shear experiment typically requires a cored drill sample of a certain length (commonly ≈2 times the sample diameter), a general shear deformation is commonly applied to a zone cut at 45° to the piston axis (Figure 2B). The sample material can either be a slice of a core sample or fine-grained powder of a chosen grain size. All pieces are wrapped into a metal foil and jacketed within a platinum tube welded (or folded flat) at both sides. The temperature is commonly monitored using either S-type (Pt90%Rd10% alloy) or K-type (Ni alloy) thermocouple, but only the preparation of an S-type thermocouple using a mullite 2-hole sheathing tube is here described (Figure 2C).
Figure 9 shows an example of a stress-time curve resulting from the new generation Griggs-type apparatus during pure shear (co-axial) deformation of Carrara marble (8-mm-long core sample) at a strain rate of 10-5 s-1, a temperature of 700 °C and a confining pressure of 1.5 GPa. During such an experiment, both the pressure and temperature are first increased alternatingly, mainly to prevent the NaCl from melting. The molten NaCl is very corrosive for the sample and it may irreversibly damage the thermocouple. All along the successive steps of increasing pressure and temperature – here referred as the "pumping stage" (Figure 9) – the lead piece has the function of preventing the sample from becoming deformed by transferring stresses from σ1 to σ3 and conversely, maintaining a more or less isostatic stress state in the sample assembly.
When the target pressure and temperature are achieved, a period of "hot-pressing" may be applied. Although optional, this step – of commonly 24 h duration – may be required to sinter the sample powder before deformation, if applicable. The σ1 piston/actuator is then advanced to deform the sample, giving rise to the so-called "deformation stage". This latter is first characterized by a steep-to-gentle increase of differential stress (σ1 – σ3), which is due to friction induced by 1) the packing rings and 2) the increasing surface of contact between the σ1 piston and lead piece while σ1 is moving through the lead. This "run-in" section should have a sufficient duration in order to determine the hit point (contact between the σ1 piston and top alumina piston) accurately by curve fitting (Figure 9). For this purpose, a significant thickness of lead (≥ 2 mm) between the σ1 piston and alumina piston is required before starting advancing σ1. When approaching the top alumina piston, lead is extruded faster as a thin sample thickness, causing strain hardening in the lead and promoting a progressive stress increase until the σ1 piston is pushing on the sample column. The stress curve then increases steeply up to yield stress conditions, which theoretically defines the transition from elastic to plastic behaviors (Figure 9). As required to define the differential stress, the hit point of the experiment is subsequently deduced from the intersection between the extensions of the "elastic" curve and "run-in" curve (Figure 9).
When deformation is finally stopped, the temperature is decreased very quickly (≈ 300 °C/min) to preserve microstructures. A substantial drop of pressure necessarily occurs during the "sample quenching", but following this drop, both the σ1 and σ3 pistons are moved back slowly by reducing the oil pressure in the hydraulic rams (≈ 5 MPa/min). This is required to limit the formation of unloading cracks, although some cracking is inevitable. After experiment, the stress-time curve is subsequently corrected to produce a stress-strain curve of the deformed sample up from the hit point (see inset in Figure 9). These corrections include 1) the stiffness/extension of the apparatus and 2) the friction induced by the packing rings and lead piece15,19. Figure 10 also shows two examples of the post-experiment sample assembly, one containing the core sample of Carrara marble (Figure 10A and 10B) and a second one of an olivine powder sintered, and then deformed in general shear at 900 °C and 1.2 GPa using the former Griggs-type apparatus23 (Figure 10C and 10D).
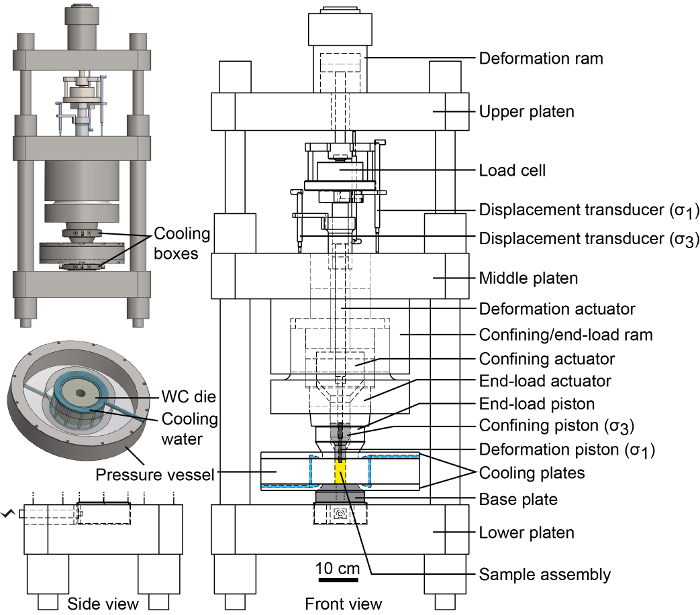
Figure 1: The new generation Griggs-type apparatus. Schematic drawings of the Griggs-type apparatus now available at the Institut des Sciences de la Terre d'Orléans (ISTO, France) and École Normale Supérieure de Paris (ENS Paris, France). While the sample assembly lies within the pressure vessel, high confining pressure and differential stress are applied by independent syringe pumps through hydraulic rams and pistons/actuators. The temperature is increased using a low-voltage/high-amperage electrical current injected from below the assembly (see side view) through a resistive graphite furnace. To preserve the tungsten carbide (WC) die, the pressure vessel is also cooled by water flow from bottom to top through the cooling plates/boxes and the vessel itself. Please click here to view a larger version of this figure.
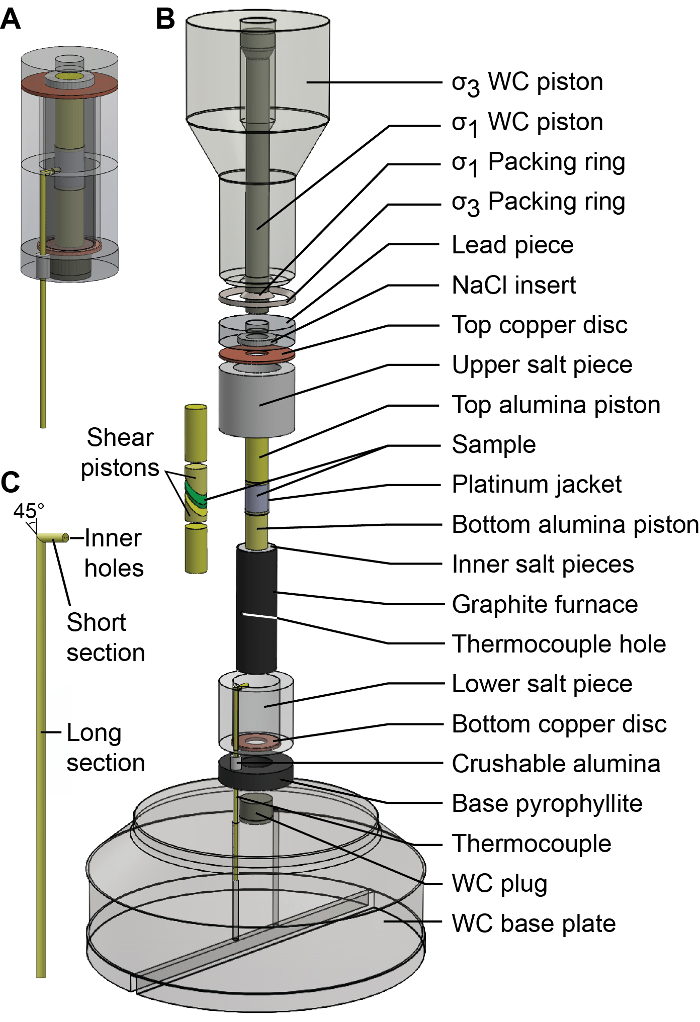
Figure 2: Sample assembly. Detailed view of the pieces that compose the sample assembly. The σ1 piston, σ3 piston and base plate are also shown – part of them in transparency – to locate the position of each piece with respect to the Griggs-type apparatus. A) Sample assembly of a coaxial experiment. B) Exploded view of the sample assembly, either for a "coaxial" (white) or "general shear" sample (green). The lead piece and lower salt piece are shown in transparency. C) 3D view of a mullite 2-hole sheathing S-type thermocouple used to monitor the temperature during an experiment. WC = tungsten carbide. Please click here to view a larger version of this figure.
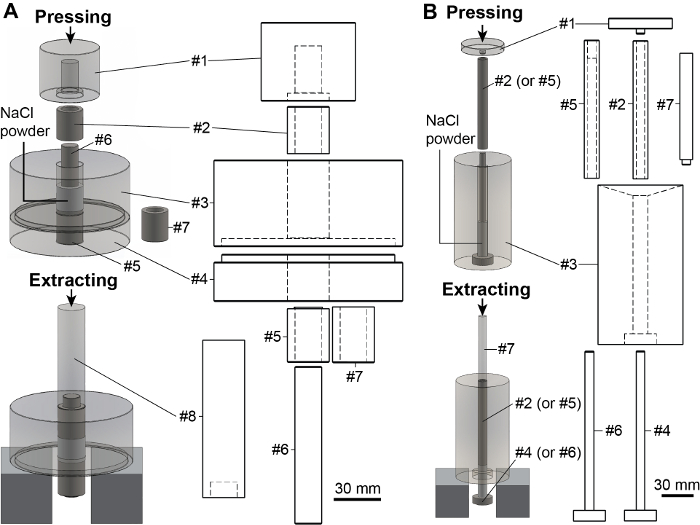
Figure 3: Tools required to cold press the outer and inner salt pieces from NaCl powder. A) 3D views during pressing (14 tons for 30 s) and extraction of the outer salt pieces (left), and scaled drawings of the related tool components (right). B) 3D views during pressing (6 tons for 30 s) and extraction of the inner salt piece (left), and scaled drawings of the related tool components (right). Some parts are shown in transparency. Please click here to view a larger version of this figure.
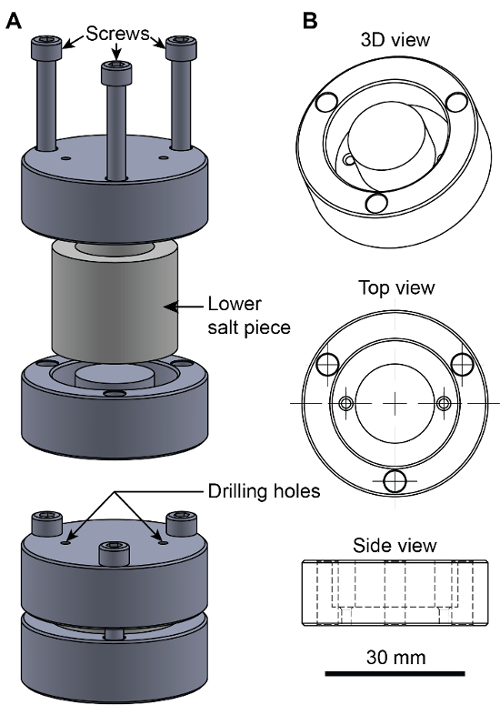
Figure 4: Tool required to drill the lower outer salt piece. A) 3D views before (top) and during (bottom) drilling. B) Scaled drawings (3D, top and side views) of the tool (only one part is shown). Please click here to view a larger version of this figure.
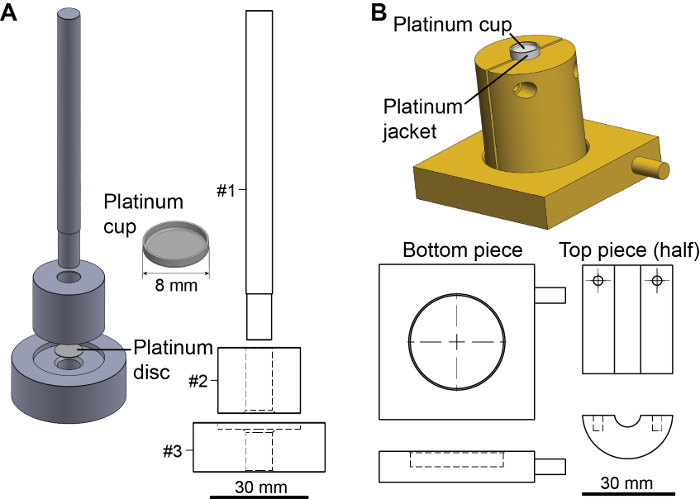
Figure 5: Tools required to produce the platinum jacket. A) 3D view (left) and scaled drawings (right) of the tool needed to produce the platinum cups. By pushing on the 10-mm-diameter platinum disc, its outer part is bent up over 1 mm thickness into a cup-shape, so that it can fit into and be welded together with the 8-mm-diameter platinum jacket. B) 3D view (top) and scaled drawings (bottom) of the tool needed to weld a platinum cup to the platinum jacket (only half of the top piece is shown). Please click here to view a larger version of this figure.
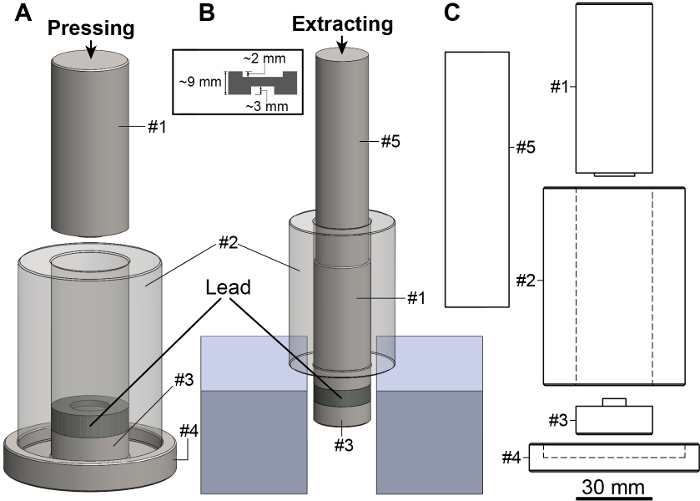
Figure 6: Tool required to produce the lead piece. A) 3D view during pressing (4 tons for 30 s) of the molten lead (50 g). The component #2 is shown in transparency. B) 3D view during extraction of the lead piece (the dimensions are shown in the top left inset). C) Scaled drawings of the tool components. Please click here to view a larger version of this figure.
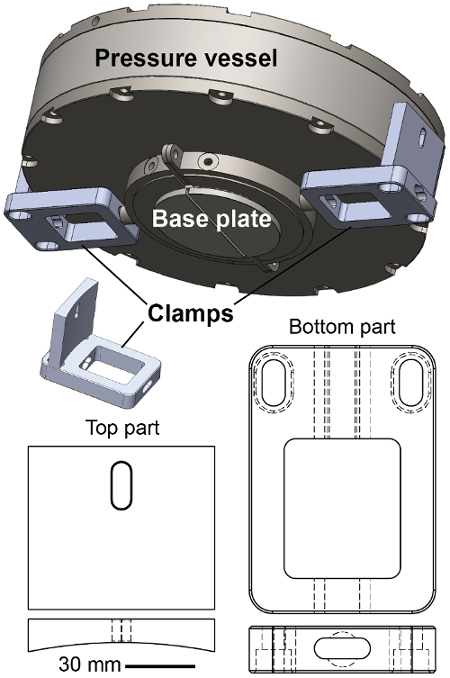
Figure 7: Clamps to fix the basal piston to the pressure vessel. 3D view of the pressure vessel, basal piston and clamps (top), and scaled drawings of the top and bottom parts of one clamp, including a 3D view (bottom). Please click here to view a larger version of this figure.
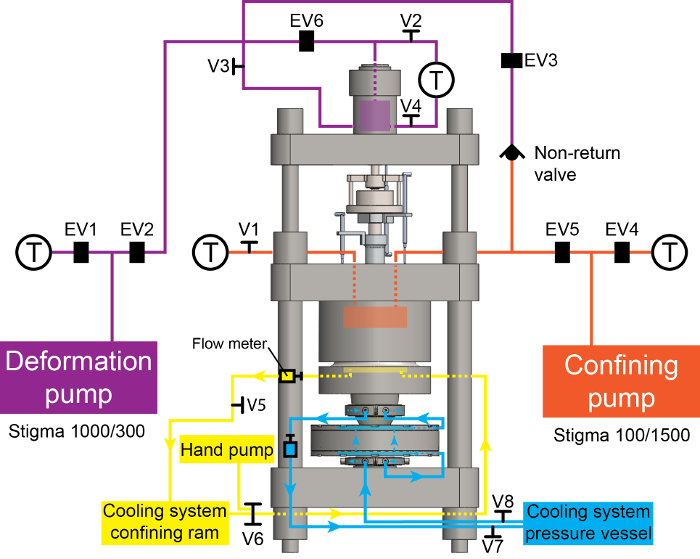
Figure 8: Hydraulics of the pumps and cooling systems. Scheme of the hydraulics – including valves (V), electro-valves (EV) and oil tank (T) – of the deformation pump (purple), confining pump (orange), cooling system of the pressure vessel (light blue) and cooling system of the confining/end-load ram (yellow). Please click here to view a larger version of this figure.
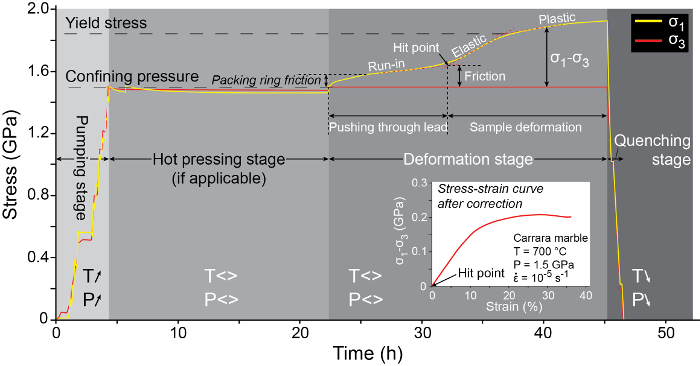
Figure 9: Representative result. Example of a stress-time curve of a deformation experiment using the new generation Griggs-type apparatus. This experiment has been performed coaxially on a core sample (8 mm long) of Carrara marble at 700 °C, 1.5 GPa and a strain rate of 10-5 s-1. This result illustrates the successive steps of a Griggs-type experiment, which includes 1) a "pumping stage" to increase pressure and temperature, 2) a "hot-pressing stage" to sinter the sample, if applicable, 3) a "deformation stage" to deform the sample, and 4) a "quenching stage" to decrease pressure and temperature. During deformation, the σ1 piston first advances through the lead ("run-in" step), and then pushes on the alumina piston to properly deform the sample (up from the hit point), giving rise to elastic-then-plastic behavior (see text). After correction of the stress-time curve from friction and stiffness/extension of the apparatus, a stress-strain curve is produced up from the hit point (inset). σ1 = stress applied by the σ1 piston; σ3 = stress applied by the σ3 piston; P = confining (isostatic) pressure; T = temperature. σ1-σ3 = differential stress. Please click here to view a larger version of this figure.
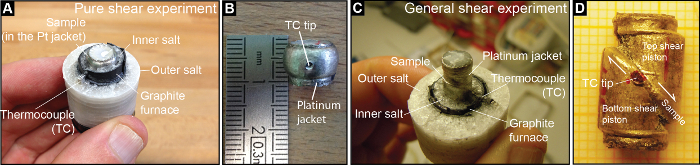
Figure 10: Sample extraction. A) Lower part of the sample assembly extracted after the experiment described in Figure 9. B) Sample of Carrara marble (still wrapped into its platinum jacket) after pure shear deformation at 700 °C and 1.5 GPa in the new Griggs-type apparatus. C) Lower part of a sample assembly containing a sample of olivine powder sintered, and then deformed in general shear at 900 °C and 1.2 GPa with the former Griggs-type apparatus23. D) Olivine sample and alumina shear pistons (still wrapped into the platinum jacket) after extraction from the sample assembly. TC = Thermocouple. Please click here to view a larger version of this figure.
