In this protocol, we used Jurkat cells and MSCs as representative examples to demonstrate the automated buffer exchange process. During the process, Jurkat cells and MSCs shared the same processing steps with differences in centrifugal force and pump speed that control the flow rate (Table 1). Figure 2 shows representative images captured by the camera of how the fluidized cell bed may appear during the buffer exchange process. Typically, the fluidized cell bed will resemble the image in Figure 2A, where cells accumulate in the middle and towards the front of the cone with a small space at the tip of the chamber, where cells do not accumulate and the opening of the cell loading inlet is visible. The fluidized cell bed may be compressed (Figure 2B) when introducing new buffer that is at a different viscosity or density. In this protocol, the pump speed was lowered from 30–35 mL/min to 20 mL/min at the start of the washing step. Once the chamber was filled with the new buffer, the pump speed was returned to normal to prevent pelleting cells at the tip of the chamber. A high flow rate (Figure 2C) may be applied to select for live cells because dead cells are smaller and lighter and can be forced out of the chamber by increasing the flow rate.
The automated process of buffer exchange was achieved by first concentrating the cells, then introducing the wash buffer, which was around 10x of the volume of the fluidized cell bed. The cells were then formulated to the desired volume. These three processing steps were designed to follow the same principles as a manual buffer exchange. Typically, a two-cycle centrifugation (200 x g, 5 min) is used to perform manual buffer exchange, in which cells are pelleted to concentrate, resuspended to wash, then centrifuged again and resuspended to the final volume. The processing time of the automated processes was shorter compared to the manual ones (Figure 3). The recovery rate between manual and automated processes were similar for both Jurkat cells and MSCs, and cell viability was not affected by the process (Figure 4). The cell quality was verified by cell proliferation (MTS assay) and cytokine/enzyme production. The recovered cells showed similar proliferation rates between the manual and the automated processes (Figure 5A). The level of interleukin-2 production from Jurkat cells and IDO activity of MSCs were also comparable between the two groups (Figure 5B and 5C).
| Step Number | Description | Open valves | Centrifuge speed (g) | Pump speed (ml/min) | Triggers | |
| 1 | Prime tubing from B to A | A, B, K | 10 | 50 | Volume: 45 ml | |
| 2 | Fill bubble Trap from A to B | A, B, K | 100 | 50 (reverse) | Volume: 10 ml | |
| 3 | Prime tubing A to D | A, D, K | 100 | 50 (reverse) | Volume: 2 ml | |
| 4 | Prime tubing J to K | J, K | 100 | 50 | Volume: 3 ml | |
| 5 | Load cells – initial start D to G | D, K, G | 1600 (Jurkat) 1500 (MSCs) | 25 (Jurkat) 30 (MSCs) | Volume: 100 ml | |
| 6 | Load cells with bubble detect [At the detection of bubble/ empty tubing, the program will pause and wait for operator’s command, press ‘pause’ or ‘next’] | A, D, K | = last step | 30 (Jurkat) 35 (MSCs) | Bubble sensor D | |
| 7 | Empty remaining media on port D tube | A, D, K | = last step | = last step | Volume: 1.5 ml | |
| 8 | Wash cells 1 | A, B, K | = last step | 20 | Volume: 20 ml | |
| 9 | Ramping up washing speed | A, B, K | = last step | 35 | Timer: 5 seconds speed ramping | |
| 10 | Wash Cells 2 | A, B, K | = last step | = last step | Volume: 20 ml | |
| 11 | Prepare to harvest | J, K | = last step | = last step | Timer: 2 seconds | |
| 12 | Recover cells to output and dilute to target volume | B, J, K | = last step | 60 (Reverse) | Volume: 10 ml | |
| Note: ‘= last step’ is a setting option for centrifuging speed and pump speed in the GUI. | ||||||
Table 1: Automated buffer exchange GUI setup for Jurkat cells and MSCs.
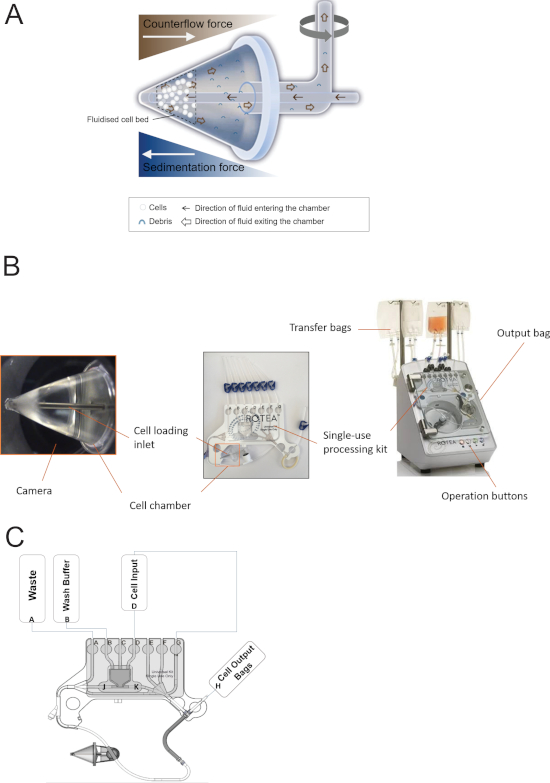
Figure 1: Counterflow centrifugal cell processing system. (A) A schematic diagram illustrating the principle of counterflow centrifugation. The counterflow force is present in a gradient within the cell chamber. While centrifuging (grey arrow), cells with larger diameters receive a higher sedimentation force, in which the cells reach force equilibrium towards the narrow end of the chamber, forming a fluidized cell bed. Cell debris and small particles that are too small to remain in the chamber are washed away. (B) The counterflow centrifugal processing system consists of the processing device and the single-use processing kit. (C) The single-use kit configuration for the buffer exchange protocol. Please click here to view a larger version of this figure.
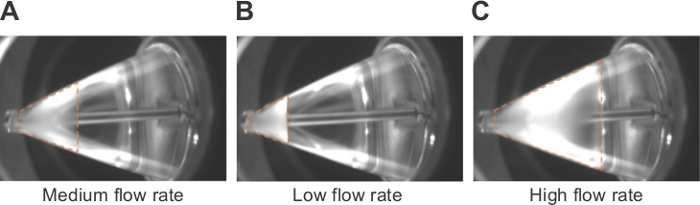
Figure 2: Fluidized cell bed in the cell chamber. Representative images of a fluidized cell bed under (A) medium, (B) low, and (C) high flow rate. The dotted line indicates the area of the fluidized cell bed within the chamber. Please click here to view a larger version of this figure.
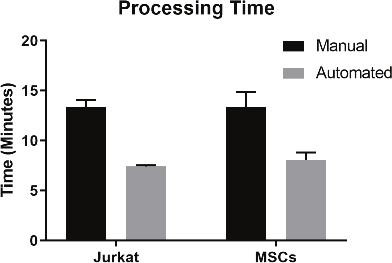
Figure 3: Comparison of cell processing time of Jurkat cells and MSCs with manual and automated processing. (n = 3–4 in each group, data are presented as mean ± SD). Please click here to view a larger version of this figure.
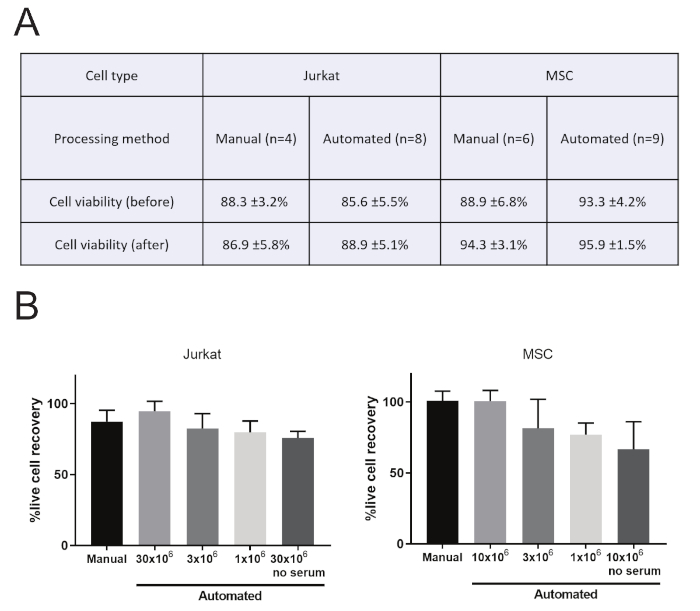
Figure 4: Comparison of cell viability and live cell recovery of Jurkat cells and MSCs with manual and automated processing. Cell viability (A) and live cell recovery (B) were measured by trypan blue exclusion assay using an automated cell counter. Live cell recovery was reduced in the absence of serum or when only 3 x 106 or 1 x 106 cells were processed. (n = 4–9 in each group, data are presented as mean ± SD). Please click here to view a larger version of this figure.
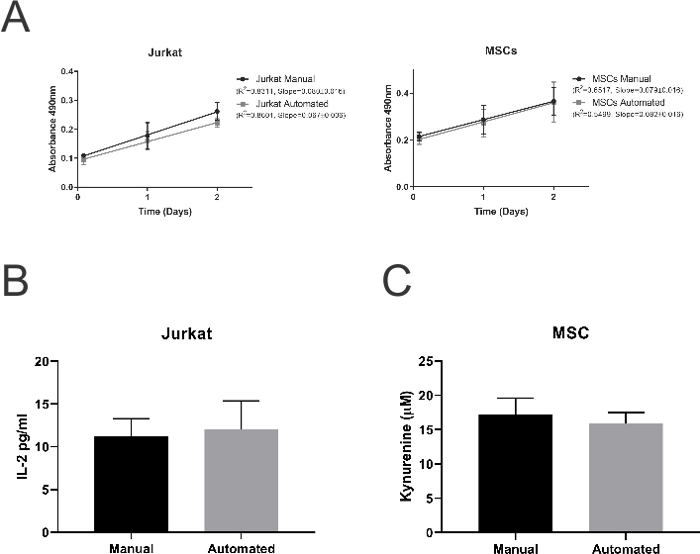
Figure 5: Cell proliferation and cell function from manual and automated processing. (A) MTS assay of Jurkat cells and MSCs were performed at 2, 24, and 48 h after buffer exchange. The quality of recovered cells was quantified by Interleukin-2 production from Jurkat cells (B), and IDO activity in MSCs (C). (n = 4–8 in each group, data are presented as mean ± SD). Please click here to view a larger version of this figure.
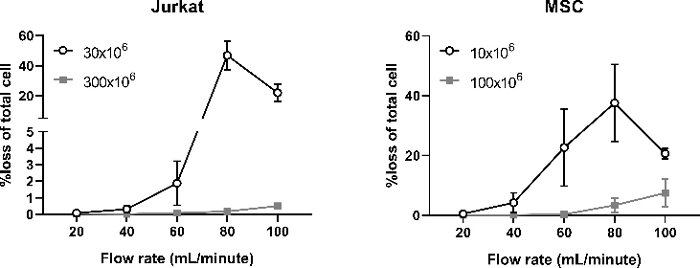
Figure 6: Fluidized cell bed stability at various flow rate. Two processes were performed for each cell type. In one process, either 3 x 107 Jurkat cells or 1 x 107 MSCs. In the second process, 10x the number of cells were used. In both processes, 10 mL of cell elutriate was collected from port A at various flow rates using the centrifuging speed indicated in this protocol (1,600 x g for Jurkat cells and 1,500 x g for MSCs). The number of cells in the elutriate was determined and presented as percentage of the total amount of cells loaded in the chamber. (n = 3 for each group, data are presented as mean ± SD). Please click here to view a larger version of this figure.
