The impact print-type hot embossing process is a process that can be used to engrave dot patterns onto a polymer film in real time, as shown in Figure 1. This process can resolve the issues of the high cost and long times for pattern replacement associated with the existing hot embossing process. A control circuit was constructed, as shown in Figure 2 (see steps 2.3–2.3.9), using the DAQ, OP-AMP, and power supply to carve patterns on various types of polymer films by the implementation of the impact header during the on-off operation. The implemented impact print-type hot embossing process is shown in Figure 3.
In previous studies of impact print-type hot embossing, only experiments on PMMA films were validated, while no other polymer films were tested. In order to verify that impact print-type hot embossing can engrave patterns on other polymer films in real time, experiments were carried out using PMMA film, PVC film, and PET film. The height of the impact header was reduced by 10 μm for every three points using a Z-stage, and we tested whether nine dots could form a dot pattern with various heights on the three types of films. Using the equipment shown in Figure 3, a dot pattern was created on the three polymer films, and a confocal microscope was used to observe the pattern (see step 3.6).
The dot pattern is shown in Figure 4B. As shown in Figure 4B, nine points were utilized, and the size of the pattern increased from Sample 1 (S1) to Sample 3 (S3) because the height of the Z-stage moved down by 10 μm. In this case, two-dimensional (2D) images by the confocal microscope of the three polymer films are shown in Figure 5. The 2D image in Figure 5 shows the S1 portion of each pattern. Figure 5A shows a PET film sample 50 μm thick, Figure 5B shows a PMMA film sample 175 μm thick, and Figure 5C shows a PVC film sample 300 μm thick. Figure 6 shows 2D micrographs of one dot pattern and 3D micrographs of S1 using the laser scanning mode (LSM) of the confocal microscope. As shown in Figure 6, we could measure the pattern width and depth of each dot pattern, and the pattern was clearly observable through the 2D image of one dot.
The width and depth results of the nine dot patterns on the three polymer films using the 3D function of the confocal microscope are shown in Table 1. The PET film is thinner than the other polymer films. Therefore, we created the sample carefully so that the impact header did not touch the heat plate when the Z-stage was adjusted. For PET, in S1 the average values of the pattern width and depth were 110.6 μm and 10.3 μm respectively, with corresponding errors of ~-5.6–6.2% and ~-3.3–1.7%. For S2, after the height of the Z-stage was decreased by 10 μm, the average values for the pattern width and depth changed to 155.2 μm and 17.0 μm respectively, with corresponding errors of ~-5.2–2.8% and ~-3.0–2.0%. For S3, after the height of the Z-stage was decreased by another 10 μm, the average values for the pattern width and depth changed to 170.8 μm and 25.7 μm respectively, with corresponding errors of ~-2.8–4.2% and ~-2.7–2.3%.
For PMMA, in S1 the average values of the pattern width and depth were 240.2 μm and 112.2 μm respectively, with corresponding errors of ~-1.2–1.3% and ~-4.1–2.8%. For S2, after the height of the Z-stage was decreased by 10 μm, the average values for the pattern width and depth changed to 250.0 μm and 129.8 μm respectively, with corresponding errors of ~-2.0–2.0% and ~-1.8–1.1%. For S3, after the height of the Z-stage was decreased by another 10 μm, the average values for the pattern width and depth changed to 281.2 μm and 141.3 μm, with corresponding errors of ~-3.1–3.8% and ~-3.3–2.6%.
For PVC, in S1 the average values of the pattern width and depth were 236.4 μm and 136.1 μm respectively, with corresponding errors of ~-6.3–4.0% and -~5.6–3.9%. For S2, after the height of the Z-stage was decreased by 10 μm, the average values of the pattern width and depth changed to 250.8 μm and 150.7 μm respectively, with corresponding errors of ~-2.5–2.4% and ~-2.1–2.8%. For S3, after the height of the Z-stage was decreased by another 10 μm, the average values of the pattern width and depth changed to 263.5 μm and 159.2 μm, with corresponding errors of ~-6.7–11.7% and ~-5.0–7.5%.
Graphs of the pattern depth and width for the three polymer films are shown in Figure 7. The height of the Z-stage was decreased by 10 μm for every three dot patterns from S1 to S3, so that the width and depth of the film increased from S1 to S3. The maximum error was in the range of -6.7–11.7% for PVC and the minimum error ranged from -1.2–1.3% for PMMA. In conclusion, the errors in the dot patterns for the three types of films are minor. This shows that the impact print-type hot embossing process is suitable for engraving micropatterns onto polymer films in real time.
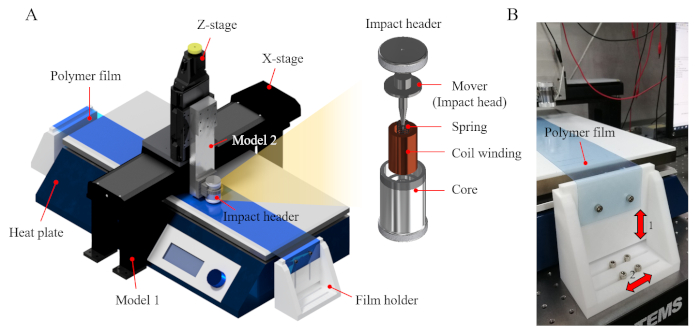
Figure 1: Design of the impact print-type hot embossing technology. (A) A 3D design of the impact print-type hot embossing process, (B) design of the film holder. The film holder can move in the Motion 1 and Motion 2 directions and can be used to fix the film or to move it to the side. Please click here to view a larger version of this figure.
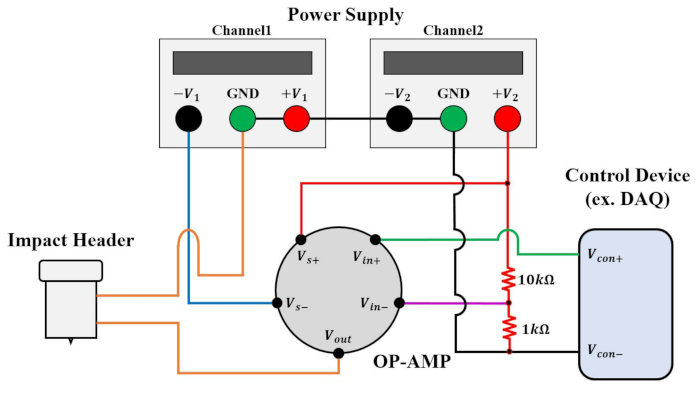
Figure 2: Schematic design of the electricity amplifier circuit. In this picture, six devices are used to create the circuit: a power supply with two channels, a high-power operational amplifier (OP-AMP), a control device, an impact header, and two resistance components with different values. Each device is connected in the image, and the connection lines are shown in various colors. Please click here to view a larger version of this figure.
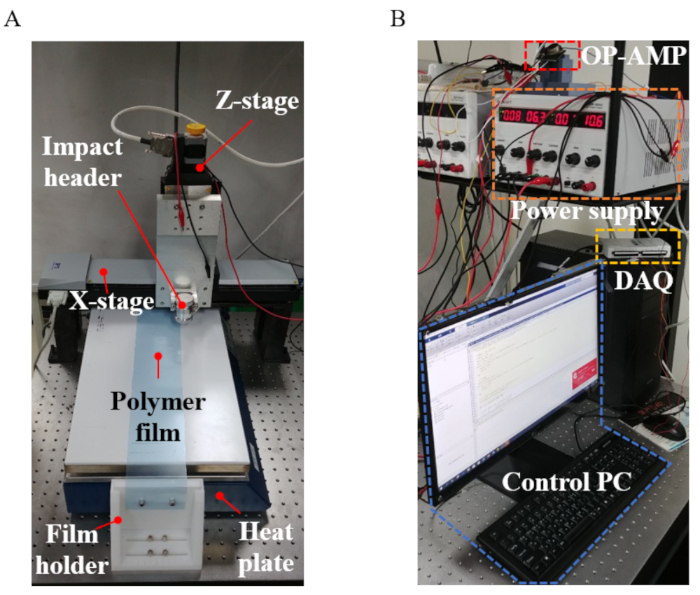
Figure 3: Implementation of the impact print-type hot embossing process and control circuit. (A) Implementation of the impact print-type hot embossing process, and (B) experimental settings of the control system Please click here to view a larger version of this figure.
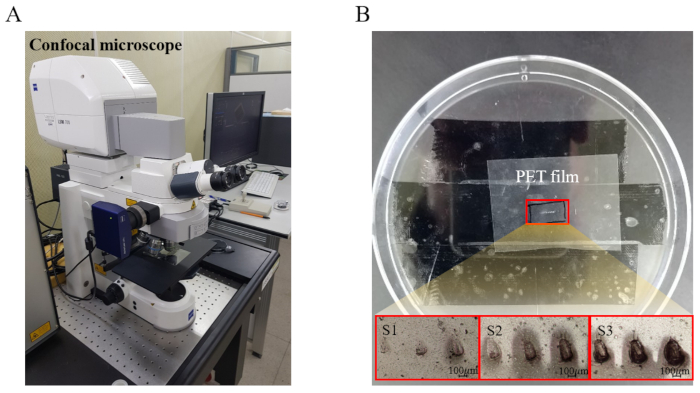
Figure 4: Confocal microscope equipment and PET film with dot patterns. (A) Confocal microscope equipment to measure the pattern widths and depths of the dot patterns on the polymer film. (B) Dot patterns on the PET film. The nine patterns are divided into three sections from the lowest depth of the dot patterns (S1, S2, S3), and each section has three points. Micrographs are taken using the 2D function of the confocal microscope. Please click here to view a larger version of this figure.
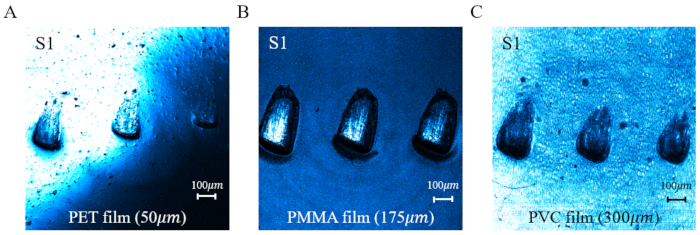
Figure 5: Two-dimensional photomicrographs using confocal microscope. (A) A 2D photomicrograph of the 50 μm PET film, (B) 2D photomicrograph of the 175 PMMA film, and (C) 2D photomicrograph of the 300 PVC film Please click here to view a larger version of this figure.
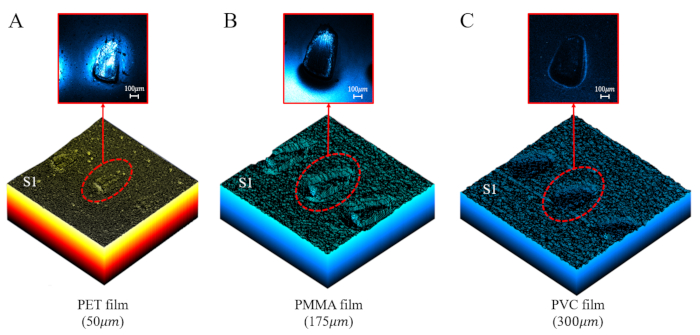
Figure 6: Two-dimensional micrographs of one dot pattern and 3D micrographs of S1 using the LSM mode of the confocal microscope. (A) A 3D micrograph of three dot patterns and a 2D micrograph of one dot pattern on the 50-μm-thick PET film. (B) A 3D micrograph of three dot patterns and a 2D micrograph of one dot pattern on the 175-μm-thick PMMA film. (C) A 3D micrograph of three dot patterns and a 2D micrograph of one dot pattern on the 300-μm-thick PVC film Please click here to view a larger version of this figure.
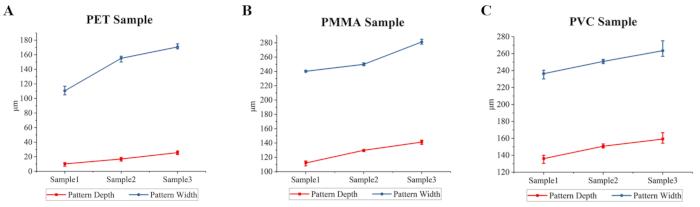
Figure 7: Graphs of the pattern widths and depths for S1, S2, and S3 on three polymer films. The position of the Z-stage was increased by 10 µm for every three dot patterns from S1 to S3, and each graph is based on the data shown in Table 1. (A) The result of the pattern width and pattern depth for the PET film. (B) The result of the pattern width and pattern depth for the PMMA film. (C) The results of the pattern width and pattern depth for the PVC film. Please click here to view a larger version of this figure.
| Polymer Film | Sample Number | Average of Pattern Width (μm) | Average of Pattern Depth (μm) | Error rate Width (%) | Error rate Depth (%) |
| PVC Film | S1 | 236.4 | 136.1 | -6.3~4.0% | -5.6~3.9% |
| S2 | 250.8 | 150.7 | -2.5%~2.4% | -2.1~2.8% | |
| S3 | 263.5 | 159.2 | -6.7%~11.7% | -5.0~7.5% | |
| PMMA Film | S1 | 240.2 | 112.2 | -1.2~1.3% | -4.1~2.8% |
| S2 | 250 | 129.8 | -2.0~2.0% | -1.8~1.1% | |
| S3 | 281.2 | 141.3 | -3.1~3.8% | -3.3~2.6% | |
| PET Film | S1 | 110.6 | 10.3 | -5.6~6.2% | -3.3~1.7% |
| S2 | 155.2 | 17 | -5.2~2.8% | -3.0~2.0% | |
| S3 | 170.8 | 25.7 | -2.8~4.2% | -2.7~2.3% |
Table 1: Measurement results of nine dot patterns on three polymer films. The values in the table were measured using the 3D measurement function of the confocal microscope and represent the average values of the pattern widths and depths and the pattern errors for S1, S2, and S3.
Supplementary File 1. Please click here to download this file.
Supplementary File 2. Please click here to download this file.
