The reagents, consumables, and equipment used in this study are listed in the Table of Materials.
1. Constructing and integrating the bioreactor and the liquid-liquid extraction system
- Prepare the organic-phase extraction solution and reservoir.
- Prepare 2 L of organic-phase extraction solution by dissolving 60 g of trioctylphosphine oxide (TOPO) in mineral oil using a magnetic stir plate and a stirrer.
- Add the extraction solution to a 2 L glass reservoir (i.e., Schott bottle).
- Place the reservoir on a magnetic stir plate (Figure 1A). The recommended mixing speed during continuous LLE operation is 150-250 rpm.
- Prepare a three-port cap for the extraction solution reservoir.
- Attach a dip tube to the first port to serve as an out-flow port supplying extraction solution to the forward extraction membrane (FEM) (Figure 1B).
- Affix a second port to serve as a return port for the extraction solution from the backward extraction membrane (BEM) (Figure 1C).
- Add a third port, open to the atmosphere, to dampen pressure fluctuations caused by the diaphragm pump.
- Connect the diaphragm pump to the extraction membranes.
- Place a 100 rpm variable speed pump drive equipped with a polytetrafluoroethylene (PTFE) diaphragm pump head adjacent to the reservoir (Figure 1D).
- Connect the extraction solution reservoir out-flow port (Figure 1A) to the inlet of the diaphragm pump and then the outlet of the diaphragm pump to the shell-side inlet at the base of the FEM (Figure 1B) using the flexible pump tubing (e.g., size 16, 18).
- Connect the shell-side outlet at the top of the FEM to the shell-side inlet at the base of the BEM (Figure 1C) using flexible pump tubing (e.g., size 18).
- Connect the shell-side outlet at the top of the BEM to the return port on the extraction solution reservoir (Figure 1A) using flexible pump tubing (e.g., size 16, 18).
NOTE: This system component transfers MCFAs extracted from the fermentation broth in the FEM to the stripping solution in the BEM.
- Prepare the aqueous-phase stripping solution and reservoir.
- Prepare 3.25 L of aqueous-phase stripping solution by taking a 0.5 M boric acid solution and adjusting it to pH 9 using NaOH.
- Pour the solution into a 3.5 L glass reservoir with a magnetic stir bar.
- Place the reservoir on a magnetic stir plate (Figure 1E).
- Prepare a four-port cap for the stripping solution reservoir.
- Attach a dip tube to the first port to serve as an out-flow port supplying stripping solution to the BEM.
- Affix a second port comprising a Y-fitting to (1) serve as the return-flow port of the stripping solution from the BEM and (2) serve as an entrainment stream for NaOH additions from the pH control system.
- Add a third port, open to the atmosphere, to account for the increase in volume caused by NaOH additions and MCFA accumulation.
- Provide a fourth port to accommodate the pH probe of the pH controller.
- Install a pH-control system at the stripping solution reservoir.
- Integrate a pH-control system with a set point of pH 9 with the stripping solution reservoir (Figure 1F). Use 5 M NaOH as a base solution with the pH controller to counteract the collected MCFAs.
- Insert the pH probe through the stripping solution reservoir port and suspend it in the stripping solution.
NOTE: This pH-control system does not require an acid solution.
- Prepare the bioreactor connection ports.
- Designate two ports, an out-flow port and a return-flow port, at the bioreactor for connection with the liquid-liquid extraction (LLE) system (Figure 1G,H).
- Connect a dip tube to the out-flow port. The MCFA-rich broth will be pumped from the bioreactor at the out-flow port into the LLE system.
NOTE: The broth first enters the hollow-fiber membrane filter before the extraction membranes to remove the cells and other solids to prevent fouling. - Insert a tee-fitting at the return-flow port to receive: (1) MCFA-depleted broth recycled from the FEM and (2) cell-containing retentate from the hollow-fiber membrane filter.
- Install the hollow-fiber membrane filter.
- Place a 300 rpm variable-speed pump drive adjacent to the bioreactor (Figure 1I).
- Affix the hydrophilic hollow-fiber membrane (Figure 1J) to a ring stand above the peristaltic pump.
- Stack two peristaltic pump heads on the pump drive, large (e.g., size 17) and small (e.g., size 16).
NOTE: The larger pump head is connected to the hollow-fiber membrane filter to ensure the permeate flow rate is greater than the flow rate feeding into the FEM. If this were not the case, the permeate would be consumed faster than it is produced, causing a vacuum to form. - Connect the out-flow port at the bioreactor to the large pump head inlet using flexible pump tubing (e.g., size 17).
- Connect the large pump head outlet to the hydrophilic hollow-fiber membrane filter at the tube-side inlet at the base of the filter using flexible pump tubing (e.g., size 17).
- Cap the top shell-side port of the filter to prevent the influx of air.
NOTE:The MCFA-rich broth (containing cells) will flow up through the hollow fiber tubes and return to the bioreactor. Clear broth (cell-free) will pass through the 0.2 µm hydrophilic polyethersulfone (PES) membrane and collect on the shell side of the filter.
- Connect the FEM.
- Affix the first hydrophobic hollow-fiber membrane module (FEM) to a ring stand above the pump (Figure 1B).
- Connect the hydrophilic hollow-fiber membrane filter (Figure 1J) at the shell-side outlet to the small pump head inlet using flexible pump tubing (e.g., size 16, 18).
- Connect the small pump head outlet to the FEM at the tube-side inlet at the base of the module using flexible pump tubing (e.g., size 16, 18).
- Connect the pressure gauge (Figure 1K) and flow-restriction valve (Figure 1L) to the tube-side outlet of the FEM using a coupling fitting and tee-fitting.
- Connect the tube-side outlet of the FEM to the return port at the bioreactor using flexible pump tubing (e.g., size 18).
NOTE:This system component transfers the MCFAs from the clear fermentation broth to the extraction solution and then returns the clear broth to the bioreactor.
- Connect the BEM.
- Place a 300 rpm variable speed pump drive equipped with a peristaltic pump head (e.g., size 16) adjacent to the bioreactor (Figure 1M).
- Affix the second hydrophobic hollow-fiber membrane module to a ring stand above the peristaltic pump (Figure 1C).
- Connect the stripping solution reservoir out-flow port to the peristaltic pump inlet and the pump outlet to the tube-side inlet at the base of the BEM using flexible pump tubing (e.g., size 16, 18).
- Connect the pressure gauge and flow-restriction valve to the tube-side outlet of the BEM using a coupling fitting and tee-fitting.
- Connect the tube-side outlet at the top of the BEM to the stripping solution reservoir return-flow port using flexible pump tubing (e.g., size 16, 18).
NOTE: This system component transfers the MCFAs from the extraction solution to the stripping solution in the BEM and then returns the stripping solution to its reservoir.
2. Initiatiing the operation of the liquid-liquid extraction system
- Prime and circulate the aqueous phase lines.
- Turn on the stripping solution peristaltic pump/BEM (Figure 1M) and set the pump speed to achieve a constant flow rate between 25-250 mL·min-1. The BEM can accommodate a relatively large range of flow rates. Start with a conservatively high flow rate initially to ensure sufficient MCFA extraction. The flow rate can be incrementally reduced later during operation to extend the service life of the pump equipment and tubing.
NOTE: The flow speed should not be so low as to allow an accumulation of MCFAs in the bioreactor broth (see Representative Results). - Slowly close the needle valve at the shell-side outlet of the BEM (Figure 1C) to establish a back-pressure of ~5 psig.
- Turn on the bioreactor/FEM peristaltic pump (Figure 1I) and set the pump speed to achieve a constant flow rate between 25-250 mL·min-1. The FEM can accommodate a relatively large range of flow rates. Start with a conservatively high flow rate initially to ensure sufficient MCFA extraction. The flow rate can be incrementally reduced later during operation to extend the service life of the pump equipment and tubing.
NOTE: The flow speed should not be so low as to allow an accumulation of MCFAs in the bioreactor broth (see Representative Results section). - Slowly close the needle valve at the shell-side outlet of the FEM (Figure 1B) to establish a back-pressure of ~5 psig.
- Visually check the return-flow lines to ensure a constant flow and that the lines have been primed.
- Verify that clear broth is collected within the shell side of the hollow-fiber membrane filter (Figure 1J).
NOTE: It will take several hours to fill the FEM and establish a steady flow between the hollow-fiber membrane filter and the FEM. The flow speed should not be so low as to allow an accumulation of MCFAs in the bioreactor broth (see Representative Results section).
- Turn on the stripping solution peristaltic pump/BEM (Figure 1M) and set the pump speed to achieve a constant flow rate between 25-250 mL·min-1. The BEM can accommodate a relatively large range of flow rates. Start with a conservatively high flow rate initially to ensure sufficient MCFA extraction. The flow rate can be incrementally reduced later during operation to extend the service life of the pump equipment and tubing.
- Prime and circulate the organic phase lines.
- Turn on the organic-phase extraction solution diaphragm pump (Figure 1D) and set the pump speed to achieve a constant flow rate between 5.0-50 mL·min-1. Start with a conservatively low flow rate initially to minimize the pressure in the organic-phase extraction and minimize the risk of cross-over. If necessary, the flow rate can be incrementally increased later during operation to improve extraction efficiency
- Wait until the FEM and BEM are filled.
- Visually check the return-flow port at the extraction solution reservoir to ensure constant flow.
- Verify that no organic phase solution is crossing over into the stripping solution or fermentation broth lines. If a cross-over is occurring, small droplets of the organic phase can be seen. If this happens, decrease the diaphragm pump speed and increase the back pressure slightly at the FEM or BEM as appropriate. Do not exceed 10 psig.
NOTE: To prevent membrane cross-over, it is important to establish flow and back-pressure within the aqueous phase lines before priming the organic phase lines.
- Continuously extract MCFAs from the bioreactor.
- The LLE system should be fully operational. Allow the system to run continuously during bioreactor operation.
- Measure MCFA concentrations in the bioreactor daily to ensure sufficient extraction of MCFAs. If elevated MCFA concentrations in the bioreactor occur, that usually indicates insufficient flow rates of the fermentation broth through the FEM. It may also indicate diminished membrane flux due to fouling and the need for maintenance (see step 2.6).
NOTE: SCFA and MCFA concentrations can be measured via gas chromatography according to the method described by Ge et al.11.
- Monitor MCFA accumulation in the stripping solution reservoir.
- Measure the MCFA concentration within the stripping solution daily during the batch cycle. The LLE system continuously transfers MFCAs from the bioreactor to the stripping solution, increasing the MCFA concentration over time. The process can run for extended periods to produce high MCFA titers. The volumetric production rate of MCFAs (mM C·L-1·d-1) can be estimated using Equation 111.
NOTE: Volumetric Production Rate = (Eq. 1)
(Eq. 1)
where:
Cb,n= MCFA concentration in the fermentation broth on Day n, mM C
Cs,n= MCFA concentration in the stripping solution on Day n, mM C
Cs,n-1= MCFA concentration in the stripping solution on Day n-1, mM C
Vs,n= Volume of stripping solution on Day n, L
Vb,n= Volume of fermentation broth (bioreactor volume) on Day n, L
HRTn= Hydraulic retention time of bioreactor on Day n, d
Tn= Day n, d
Tn-1= Day n-1, d - To ensure stable operation, periodically calculate the extraction rate (mM C·d-1) of the LLE system by measuring the change in MCFA concentration between measurement time points and applying Equation 211.
NOTE: (Eq. 2)
(Eq. 2)
where:
Cs,n= MCFA concentration in the stripping solution on Day n, mM C
Cs,n-1= MCFA concentration in the stripping solution on Day n-1, mM C
Vs,n= Volume of stripping solution on Day n, L
Tn= Day n, d
Tn-1= Day n-1, d - To maintain adequate transfer rates from the extraction solution, replace the stripping solution with a fresh batch before the MCFA concentration reaches 80% saturation.
NOTE: The maximum solubility of n-caproic acid is 10.3 g·L-1 at 25 °C, and that of n-caprylic acid is 0.67 g·L-1 at 25 °C.
- Measure the MCFA concentration within the stripping solution daily during the batch cycle. The LLE system continuously transfers MFCAs from the bioreactor to the stripping solution, increasing the MCFA concentration over time. The process can run for extended periods to produce high MCFA titers. The volumetric production rate of MCFAs (mM C·L-1·d-1) can be estimated using Equation 111.
- Replace the stripping solution.
- Turn off the diaphragm pump (Figure 1D).
- Turn off the stripping solution peristaltic pump (Figure 1M).
- Use hose clamps to clamp the tube-side inlet and the tube-side outlet of the BEM.
- Turn off the pH control system and remove the stripping solution reservoir cap while keeping the port connections attached (if possible).
- Take away the stripping solution reservoir (Figure 1E).
- Replace the stripping solution reservoir with a fresh batch of aqueous 0.5 M boric acid solution adjusted to pH 9 using NaOH (see step 1.4). Re-affix the cap to the reservoir.
- Remove the hose clamps from the tube-side inlet and the tube-side outlet of the BEM.
- Turn on the stripping solution peristaltic pump (Figure 1M), followed by the diaphragm pump (Figure 1D). System operation is now restored.
- Membrane maintenance.
- Remove the FEM and BEM from the LLE system once every three months for cleaning. Three months is a conservative estimated cleaning frequency.
NOTE: Depending on the application, users may clean the membranes more or less frequently. Signs of diminished membrane performance are described in the Representative Results section. During maintenance, the pumps and pH controller should be turned off. Cleaning instructions should be provided by the membrane manufacturer. - Drain the liquids from the LLE system into separate containers, starting with the organic-phase extraction solution lines, followed by the fermentation broth lines, and the stripping solution lines.
- Once the membranes are cleaned and re-installed, return the liquids to their respective reservoirs.
- Re-initiate the LLE system using the approach described above (see steps 2.1-2.2).
- Remove the FEM and BEM from the LLE system once every three months for cleaning. Three months is a conservative estimated cleaning frequency.
Positive MCFA extraction outcomes are indicated by a steady accumulation of MCFA products in the alkaline aqueous-phase stripping solution (Figure 2) and relatively stable MCFA concentrations in the fermentation broth (data not shown). Figure 2 illustrates three semi-batch cycles of the stripping solution during continuous LLE operation. A cycle comprises two stages: the batch-replacement stage (Figure 2: Day 24, Day 46, and Day 68) and the MCFA accumulation stage (Figure 2: Days 0-24, Days 25-46, Days 47-68). For this particular fermentation and LLE system, the cycle duration was approximately 20-24 days. The cycle duration will vary between applications, however, as it depends on multiple factors, including bioreactor volume, biological productivity, stripping solution volume, hollow-fiber membrane area, and liquid recirculation rates within the LLE system. During a batch cycle, the stripping solution may change color from clear to yellowish-brown due to low-level co-extraction of various small organic acids (e.g., humic acid, fulvic acids) present in the fermentation broth (Figure 3). Negative MCFA extraction outcomes are indicated by a slow accumulation of MCFA products in the stripping solution and elevated MCFA concentrations in the fermentation broth relative to the pre-established baseline.
The biological productivity of caproate is generally higher than caprylate during these fermentation processes; therefore, it is common for caproate to accumulate at a faster rate in the stripping solution compared to caprylate. Also, it is normal for SCFAs, such as acetate and butyrate, to collect in the stripping solution in lower amounts, as seen in Figure 2. The TOPO in the mineral oil has a higher affinity for MCFAs than for SCFAs, which causes selective removal of the MCFAs. Studies by Saboe et al.12, Kaur et al.13, Carvajal-Arroyo et al.14, and Ge et al.11, demonstrated TOPO's high selectivity for fatty acids in multiple applications involving aqueous solutions. The partitioning ratio of MCFAs to SCFAs during the second batch cycle is shown in Figure 4. One can expect MCFA:SCFA partitioning ratios greater than 40:1 several days into a batch cycle. The MCFA:SCFA partitioning ratio will plateau as the extraction process approaches a pseudo-steady state. If ratios >40 cannot be achieved after several days, this suggests the TOPO extractant has degraded or eluted. If this occurs, a new extraction solution should be prepared (see step 1.1). If the ratio decreases following the plateau phase, this suggests the MCFAs have accumulated beyond 80% of their saturation point. If this occurs, a new stripping solution should be prepared (see step 1.4)
Low MCFA extraction efficiency can be caused by insufficient flow rates within the LLE system. In Figure 5, the pumping speed was reduced in the fermentation broth and stripping solution circulation line to illustrate the impact of diminished liquid recirculation rates on MCFA extraction efficiency. Extraction efficiency is defined as the percentage of MCFA extracted in the stripping solution relative to the total MCFAs produced by the bioreactor plus the MCFAs extracted by the LLE. One can expect extraction efficiencies greater than 85% during normal operation (Figure 5, Day 1-14). When the pump speed is low (Figure 5, Day 14), the extraction efficiency decreases in response. When an adequate pump speed is restored, it can take several days for the extraction efficiency to recover. This could be caused by a reduction in the steady-state concentration of MCFAs in the extraction solution caused by the differential in the extraction rates of the stripping solution (higher) than the fermentation broth (lower).
Several other factors can contribute to diminished extraction efficiencies, including (1) membrane fouling, (2) restricted fluid flow at each stage of the LLE system due to blockages, (3) the formation of gas pockets in the membrane contactors, and (4) allowing the MCFA concentrations in the stripping solution to approach their saturation points. Membrane fouling is indicated by a reduction of membrane flux over time relative to initial conditions. While biofilm formation is unlikely in the FEM, fouling can occur due to the accumulation of cell debris and other suspended solids. Also, while the BEM is aseptic, flow can be obstructed due to the precipitation of fatty acid salts within the membrane contactor or tubing over time. However, routine maintenance and cleaning of the membrane contactors (see step 2.6) should preclude fouling and salt precipitation issues from developing. Gas pockets sometimes form on the top shell side of the membrane contactors due to improper positioning. The membrane contactors should be slightly tilted from vertical to ensure that the shell-side outlet port is at the highest point, allowing any gas that forms to escape the contactor. Fluid flow in the LLE system is configured to flow from the bottom to the top of the contractors to help flush out gas pockets. Finally, MCFA transfer from the extraction solution to the stripping solution in the BEM is diminished at very high MCFA concentrations in the stripping solution. This issue can be remedied by replacing the stripping solution more frequently.
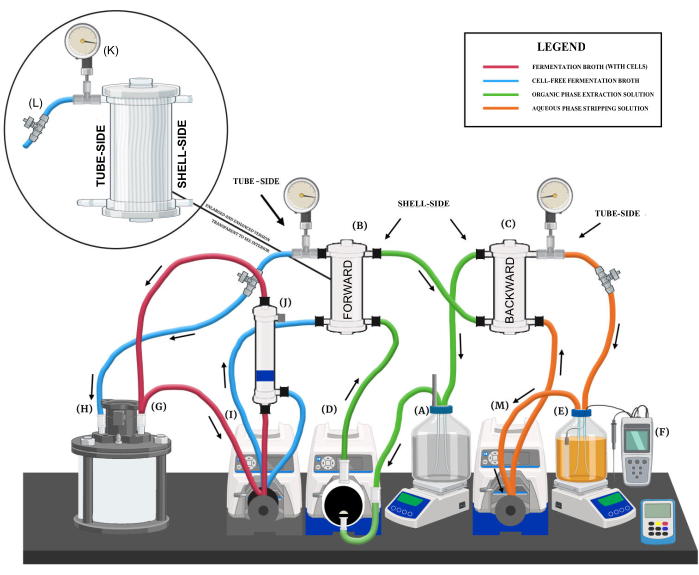
Figure 1: Overview of the liquid-liquid extraction system. A diagrammatic rendering showing the major system components, the various fluid circuits, and the flow directions. The major system components are labeled as follows: (A) organic-phase extraction solution reservoir, (B) forward exchange membrane, (C) backward exchange membrane, (D) extraction solution diaphragm pump, (E) aqueous-phase stripping solution reservoir, (F) pH-control system, (G) bioreactor out-flow port, (H) bioreactor return-flow port, (I) forward exchange membrane and hollow-fiber membrane filter peristaltic pump, (J) hollow-fiber membrane filter, (K) pressure gauge, (L) needle valve, and (M) stripping solution peristaltic pump. Please click here to view a larger version of this figure.
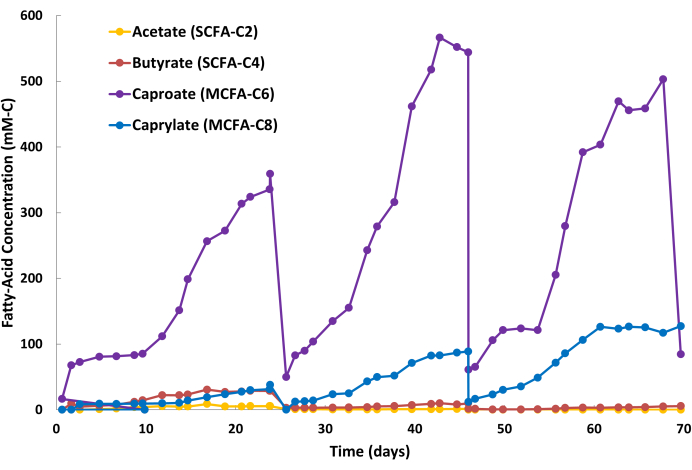
Figure 2: Fatty acid accumulation in the stripping solution. Data showing the short-chain fatty acids and medium-chain fatty acid concentrations during three batch cycles of the stripping solution during continuous liquid-liquid extraction operation. Please click here to view a larger version of this figure.

Figure 3: Stripping solution color change after extraction. A photograph showing the color change of the aqueous-phase stripping solution before (i.e., pre-batch) and after (i.e., post-batch) a batch cycle. Please click here to view a larger version of this figure.
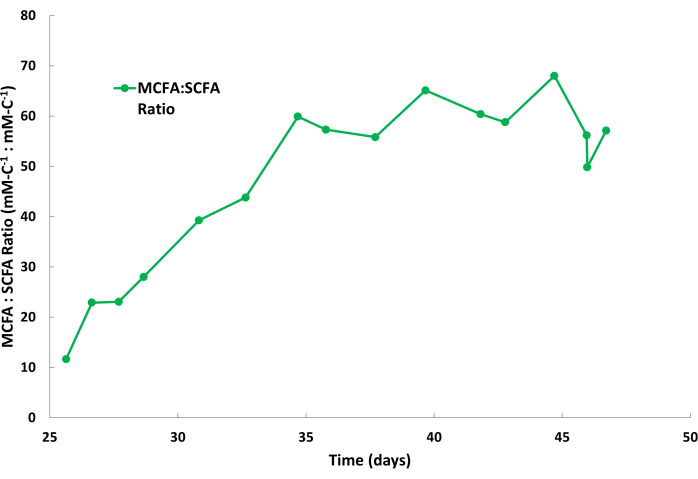
Figure 4: Fatty acid ratios in the stripping solution. Data showing the ratio of medium-chain fatty acids to short-chain fatty acids during a batch cycle of the stripping solution during continuous liquid-liquid extraction operation. Please click here to view a larger version of this figure.
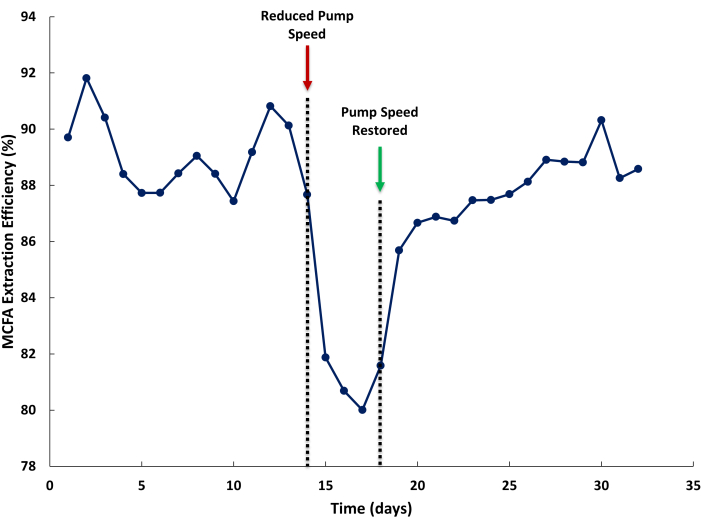
Figure 5: Effect of membrane flow rates on extraction efficiency. Data showing the effect of insufficient flow rates through the forward and backward exchange membrane on medium-chain fatty acid extraction efficiency during operation. Please click here to view a larger version of this figure.
