The images captured using tomography occur due to the differential absorption of x-rays in the solder interconnects, metallic traces, and other materials in the microelectronic package as a function of the different attenuation lengths and thickness of these multi-materials. The SIP package consisted of a silicon die attached to a ceramic substrate with first level interconnect (FLI) flip chip C4 solder balls of approximately 80 µm diameter; mid-level interconnect (MLI) solder balls of approximately 350 µm connecting this substrate to an FR4 epoxy circuit board; and second level interconnect (SLI) BGA solder balls of approximately 650 µm on the back side of the circuit board. Figure 2 shows a schematic of the sample when it is placed in the horizontal orientation; this orientation was selected in order to fit the entire sample in the field of view for one scan. Figure 3 shows the 3D images from the same sample, an entire package, which was imaged in one scan with low TPT (Table 2). This data was analyzed and prepared using Avizo. For the microelectronic packages an angular increment of 0.175° was selected resulting in 1,025 images over 180 degrees. In Figure 3A the plate through holes, copper vias, and some of the substrate are visible. Figure 3B zooms in on a region of interest showing one corner of the field programmable gate array (FPGA) die and substrate. This shows how quickly the individual components of an entire multilevel package can be inspected. Figure 4 demonstrates the features detected with SRµT in a FPGA SIP package. Here the circuit board, VIA's, silicon die, both substrates, and all levels of interconnects are discernible. Figures 5 and 6 demonstrate the use of tomography data to visualize features in 3D, where two different views of the interconnects are displayed. Figure 6 shows a 3D image of the vertically scanned CPU die package with FLI and MLI connections. Due to the vertical scan orientation the entire samples was not captured in one scan, in order to image the entire sample in this orientation tiling would be necessary. Figure 6B shows a 2D tomographic slice magnified; here the image quality is sufficient to observe cracks within a solder ball, which were created during extended thermal cycling prior to imaging.
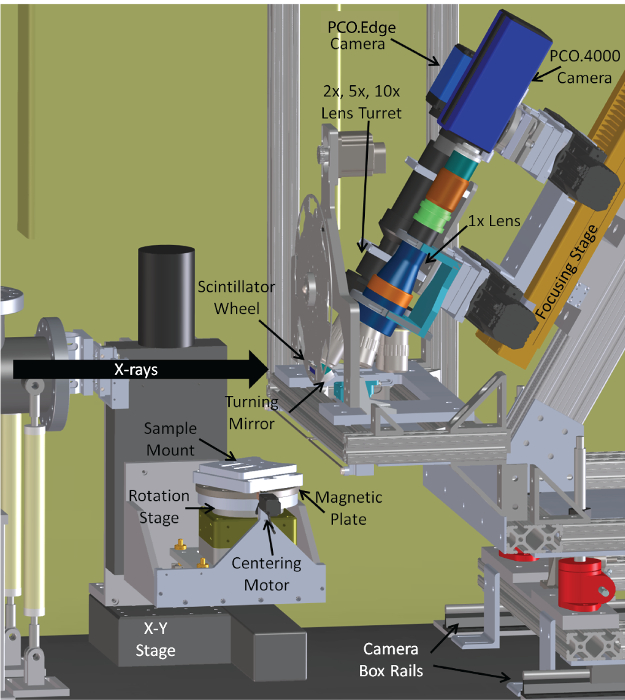
Figure 1. Schematic showing tomography setup. Schematic of the hutch at beamline 8.3.2 at the Advanced Light Source (Lawrence Berkeley National Laboratory, Berkeley CA USA). (Figure taken from 8.3.2 Microtomography Manual, and can be accessed at: http://microct.lbl.gov/manual) Please click here to view a larger version of this figure.
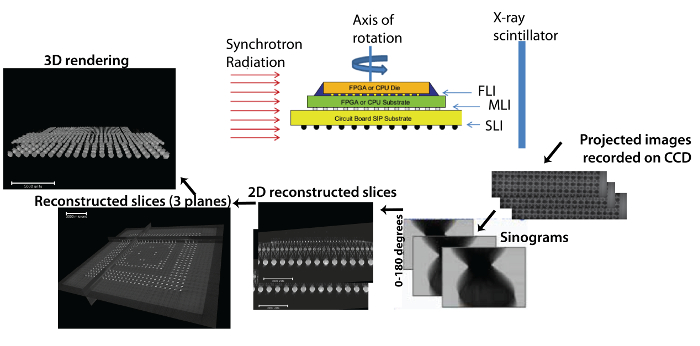
Figure 2. Steps for reconstructing data. Schematic showing the steps to get a final 3D reconstructed image of a sample from the tomography setup. The sample here is a 16 x 16 mm SIP package being imaged in the horizontal orientation. Please click here to view a larger version of this figure.
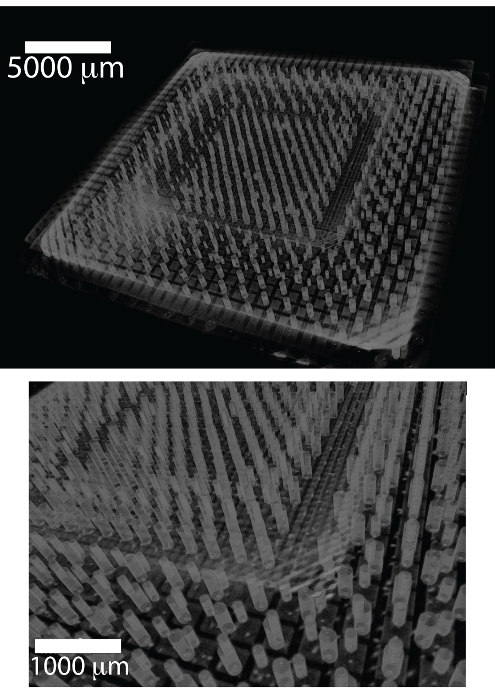
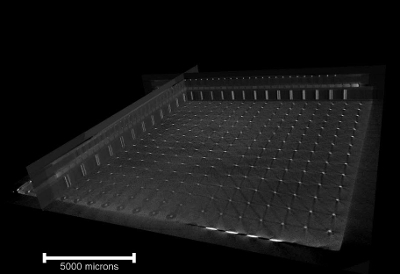
Figure 3. 3D volume rendering of package. 3D rendering of an entire FPGA SIP package imaged with 8.7 µm resolution and a scan time of 3 min (A) shows the entire package, and (B) zoomed-in view of a region of the package showing one corner of the FPGA substrate and the circuit board interconnections.13 Please click here to view a larger version of this figure.
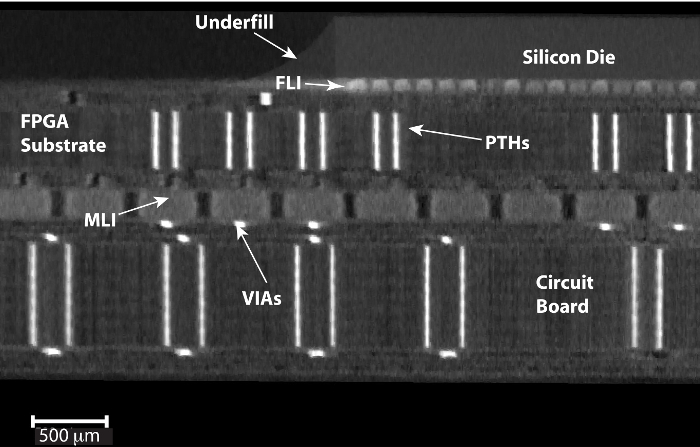
Figure 4. Tomographic image showing a cross-section of the package. 2D reconstructed slice taken through the FPGA SIP package. This sample was imaged with 4.5 µm resolution and a scan time of 20 min. The silicon die, underfill, both substrates, and all levels of interconnects can be observed.13 Please click here to view a larger version of this figure.
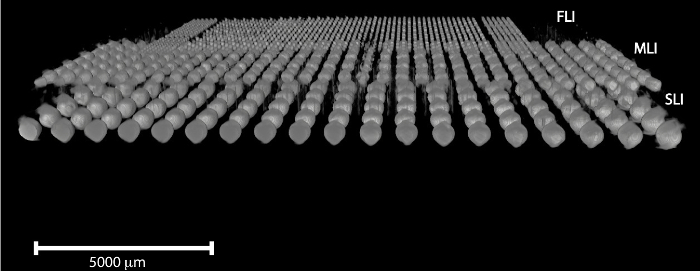
Figure 5. 3D volume rendering of the three interconnect levels. Segmented 3D image showing the entire SIP package with an 8.7 µm resolution (3 min scan time). This shows the three levels of interconnects (FLI, MLI, and SLI).13 Please click here to view a larger version of this figure.
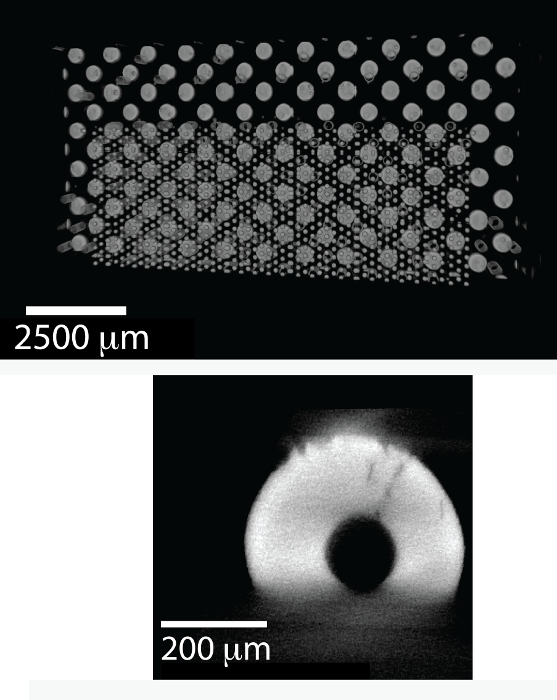
Figure 6. Visible pores identified in a solder ball. (A) 3D reconstructed image of the vertically scanned CPU die package with FLI and MLI solder connections. (B) Zoomed in region of a 2D reconstructed slice, showing a MLI solder ball with a large center void and cracks caused during intentional thermal stress testing.13 Please click here to view a larger version of this figure.
Movie 1. Tomography images in 3D and 2D of the package (right click to download). This movie shows the 3D volume rendering of the 16 x 16 mm2 package from different perspectives. Then pans through the different slices to show internal information from within the package.
| PCO.4,000 (4,008×2,672) | PCO.Edge (2,560×2,160) [Optique Peter*] | |||
| Lens | Pixel (μm) | Field of view (mm) | Pixel (μm) | Field of view (mm) |
| 20X* | — | — | 0.33 | 0.8 |
| 10X | 0.9 | 3.6 | 0.69 | 1.7 |
| 5X | 1.8 | 7.2 | 1.3 | 3.3 |
| 2X | 4.5 | 18 | 3.25 | 8.3 |
| 1X | 9 | 36 | 6.5 | 16.6 |
Table 1. Details showing the cameras and lenses available at ALS beamline 8.3.2.
| Source | Resolution Option | Camera/Lens Mag. | Pixel Size (µm) | FOV Width (mm) | FOV Height (mm) | Image Time TPT (min) | FOV/TPT (mm2/min) |
| Synchrotron ALS BL 8.3.2 | low | A/1X | 8.7 | 36 | 6 | 3 | 72 |
| low | B/1X | 6.5 | 16.6 | 6 | 3 | 33.2 | |
| med | B/2X | 3.3 | 8.3 | 6 | 3 | 16.6 | |
| med | A/2X | 4.5 | 18 | 6 | 20 | 5.4 | |
| high | B/5X | 1.3 | 3.3 | 2.8 | 5 | 1.84 | |
| high | B/10X | 0.65 | 1.7 | 1.4 | 11 | 0.22 | |
| Lab-Based Source MicroXCT-200 | high | – | 1.5-2 | 1.5-2 | 1.5-2 | 180-240 | ~0.02 |
Table 2. Summary of resolutions, field of view, and imaging time for different cameras and lens options.
