1. Acquisition of Gain Data for a Galvanometer Mirror
- Fix the galvanometer mirror such that it is stabilized to protect it from damage while oscillating. Not only the galvanometer mirror, but also the body of the galvanometer mirror, moves if not fixed in place using a custom-made metal jig with a circular hole for the galvanometer mirror. Fix the jig onto an optical carrier and an optical bench.
- Connect BNC cables from the AD/DA board through a terminal block to the input and position sockets in the servo driver of the galvanometer mirror.
- Program the sine-wave function generator as a graphical user interface (GUI) using the SDK of the AD/DA board with C++, which is able to set an arbitrary frequency, amplitude, and duration, as shown in Figure 3.
NOTE: This customized function generator contributes to cutting the temporal cost for continuous trials in step 1.5, since the trial is conducted many times. - Set the frequency to vary from 100 Hz to 500 Hz in 100-Hz intervals, and set the amplitude to vary from 10 mV to 500 mV in 10-mV intervals in the GUI. Overall, 250 combinations exist. To test 250 combinations, a double loop is efficient to implement. The first loop is for frequencies from 100 Hz to 500 Hz, which is implemented 50 times. The second loop is for amplitudes from 10 mV to 500 mV, which is implemented for 50 times.
- Add the sine-wave path signal into the AD/DA board for 2,000 samplings as duration in the GUI. Simultaneously record the position signal of the galvanometer mirror to read the analogue value of the AD/DA board. In C++ coding using a library of AD/DA board, use the same thread for writing and reading in programming. Calculate the current angle of galvanometer mirror θ (writing information) by this equation

where t is time, is amplitude, ƒ is frequency.
is amplitude, ƒ is frequency. - Save the position signal data as a .csv file and include the value of the frequency and amplitude in its filename.
- Repeat steps 1.4 – 1.6 for 250 iterations.
2. Calculation to Get Pre-emphasis Coefficients
- Apply a median filter for the csv files (recorded signals) to avoid noise effects. The spatial size of the median filter is 5.
- Run the script to calculate the peak-to-peak value (corresponding with the amplitude multiplied by 2), using MATLAB for each of the csv files, as shown in Figure 4 (the graph represents the data of the sine-wave path).
- Plot the peak-to-peak data on a graph to determine the linearity at each frequency, and limit the usage region of the input amplitude when the plots are nonlinear, as shown in Figure 5.
NOTE: The nonlinear part of the graph represents saturation of the PID control; hence, it is advisable to avoid using them to secure the limitation of specification of control. - Execute linear regression for peak-to-peak data in a spreadsheet to obtain the linear interpolation coefficients of each frequency. In this process, five sets of slopes and intercepts are obtained. They correspond with the frequencies from 100 Hz to 500 Hz at each 100 Hz. An approximation of the straight line of 300 Hz is displayed in Figure 5(A), and the linear interpolation coefficients of each frequency are shown in Table 1.
- Using quadratic multiple linear regression, execute quartic interpolation to obtain the quartic interpolation coefficients (pre-emphasis coefficients) in the spreadsheet for the linear interpolation coefficients of each frequency. The pre-emphasis coefficients are shown in Table 2.
NOTE: In this research, the linear interpolation coefficients vary in the form of a quadratic curve; however, other types of functions, such as quadratic and cubic equations, are applied if the error is minimal.
3. Online Signal Amplification Based on the Pre-emphasis Technique
- Execute the software that calculates the updated input amplitude value
 from the ideal input amplitude value and the frequency ƒ using the pre-emphasis coefficients.
from the ideal input amplitude value and the frequency ƒ using the pre-emphasis coefficients.
- Save the pre-emphasis coefficients as constant values in the C++ software. When the device is updated, these constant values are also updated.
- Program a function

in the C++ software and obtain the linear interpolation coefficients. Substitute them for ai, bi, ci, di, and ei from the equation and Table 2. - Program a function

in the C++ software and obtain an updated input amplitude value to substitute for and the linear interpolation coefficients that were obtained in step 3.1.2.
- Repeat steps 1.4 – 1.6 for arbitrary times with using the pre-emphasis technique in the GUI.NOTE: To avoid saturation of the region of PID control, set 400 mV for up to 200 Hz, 200 mV for up to 300 Hz, 100 mV for up to 400 Hz, and 50 mV for up to 500 Hz.
- Repeat step 2.2 and plot peak-to-peak data as a graph to view the improvement in the gain.
4. Experiment on Motion-blur Compensation
- Prepare a conveyor belt that can move at 30 km/h using a belt that can adhere to sticky textures. The custom-made conveyor belt is composed with a speed-control motor, an iron rubber belt, and so on. It can be replaced with ready-made conveyor belt which can control speed.
- Print a fine-texture pattern onto printable tape and paste it onto the conveyor belt.
NOTE: The pasted texture is shown in Figure 6. The stripes are programmed using a library "ofxPDF" in openFrameworks, and the photographic image is from a stock photo company. - Set up optical devices such as a camera, a lens, and an illumination, as shown in Figure 2. Place the galvanometer mirror in front of the lens which is connected to the camera, and place the illumination to illuminate the conveyor belt.
- Set the camera frequency to 333 Hz, the exposure time to 1 ms, and the number of pixels to 848 * 960 (width * height).
- Synchronize the rotational timing of the galvanometer mirror and the exposure time of the camera. In the software, when the angle of the galvanometer mirror arrives the position where to start exposure, the program sends a software trigger into the camera. The timing of software trigger is illustrated in Figure 7.
- Input the speed of the conveyor belt vt (30 km/h) and the distance from the camera to the conveyor belt L(3.0 m) to calculate required angular velocity ωr of the galvanometer mirror in the GUI as in Figure 8. ωr is calculated as follows:
- Input the frequency ƒ(330.0 Hz) in the GUI as in Figure 8 to calculate original input amplitude . Calculate as follows:

- Copy and paste into the source code, and rotate the galvanometer with the pre-emphasized control value θ for the galvanometer servo driver as follows:
where t is time. Figure 7 illustrates how θ is calculated from A. - Record images when the conveyor belt is moving at vt (30 km/h).
NOTE: Figure 9 illustrates the motion of the conveyor belt.
The results presented here were obtained using an AD/DA board and a camera. Figure 1 shows the procedure of the pre-emphasis technique; therefore, it is the core of this article. It is unnecessary to set the parameters of the PID control after the initialization state; hence, the online process is significantly simple.
Figure 10 shows the results obtained by applying the pre-emphasis technique to our system. As shown in Figures 10(A) and 10(B), respectively, it was revealed that almost all output plots are on the line y = x and almost all amplitude plots are on the line y = 0 dB.
Figures 11 and 12 show the results of our application system. Despite the fact that the images in Figures 11(D) and 12(D) had degraded sharpness compared with those in Figures 11(A) and 12(A), the sharpness of the images in Figures 11(D) and 12(D) had improved significantly compared to Figures 11(B) and 11(C) and 12(B) and 12(C). Figure 11 shows the profiles obtained by quantitatively analyzing the performance of our motion-blur compensation system. The profiles in Figures 11(B) and 11(C) are entirely flat, whereas that in Figure 11(D) is bumpy, because the contrast between the black and white stripes is improved. The profile in Figure 11(C) is slightly bumpy compared with that in Figure 11(B), since the gain was reduced at high frequency. On the other hand, we prepared a texture image of a circuit board and pasted it on a conveyor belt in Figure 12, and its sharpness was improved by the pre-emphasis technique.
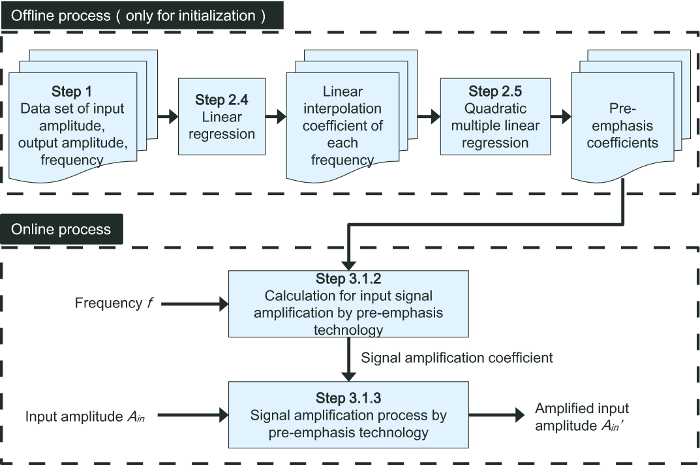
Figure 1. Flow Chart of the Pre-emphasis Technique for Control. The procedure is separated into an offline and an online process. Each action corresponds with each step in the procedure. This figure has been modified from Reference 12. Please click here to view a larger version of this figure.
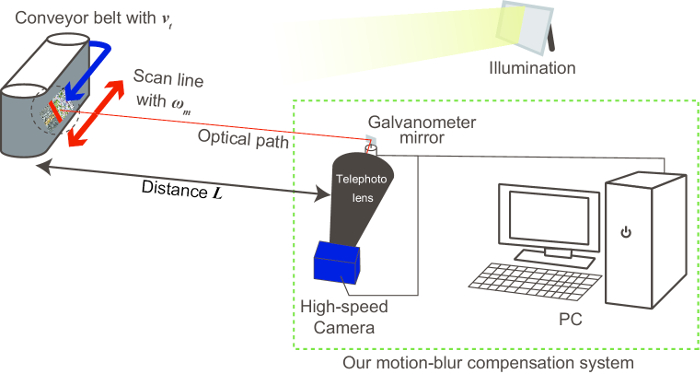
Figure 2. Schematic of the Experimental Setup of the Motion-blur Compensation System. The galvanometer mirror is used for gain compensation. The angular speed corresponds with the speed of the conveyor belt. The galvanometer mirror and the camera are controlled by a PC. This figure has been modified from Reference 11. Please click here to view a larger version of this figure.
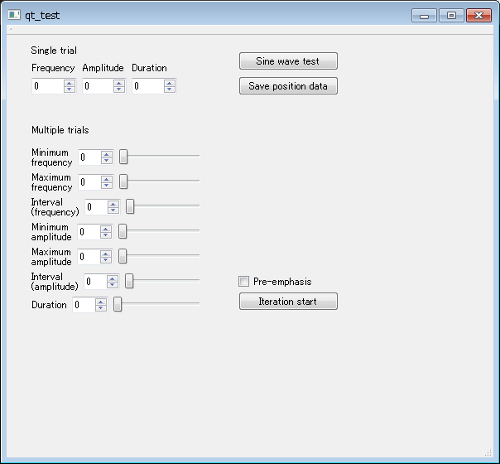
Figure 3. A GUI of Sine-wave Function Generator. A GUI to input parameters. User can input frequency, amplitude, and duration for single sine wave to save position data. For an iterative sine wave, user can set the range and interval of the frequency and amplitude. Additionally, user can set the availability of pre-emphasis technique using a check button. Please click here to view a larger version of this figure.
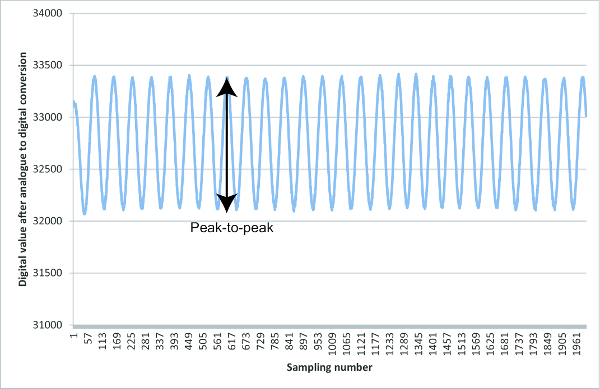
Figure 4. Raw Data of the Sine-wave Path Obtained through AD Conversion. A frequency and amplitude of 300 Hz and 300 mV, respectively, were used. We obtained the peak-to-peak value from these data. Please click here to view a larger version of this figure.
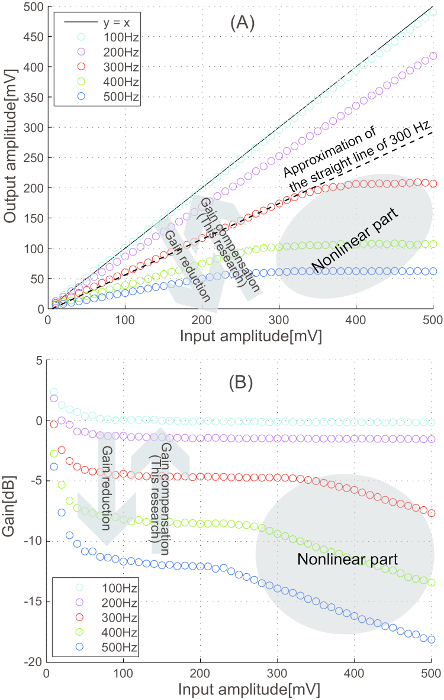
Figure 5. Response Characteristics of the Galvanometer Mirror. (A) Input signal (mV) and output signal (mV). (B) Input signal (mV) and gain (dB). This figure has been modified from Reference 11. Please click here to view a larger version of this figure.
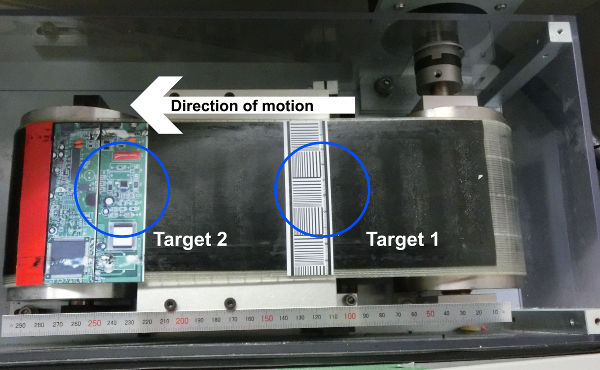
Figure 6. Conveyor Belt and Textures Pasted onto the Belt. We prepared two targets on the conveyor belt. This image was taken when the conveyor belt was stopping. Target 1 is a sheet of scales and target 2 is a color copy of the circuit board. The conveyor belt moves horizontally. Please click here to view a larger version of this figure.
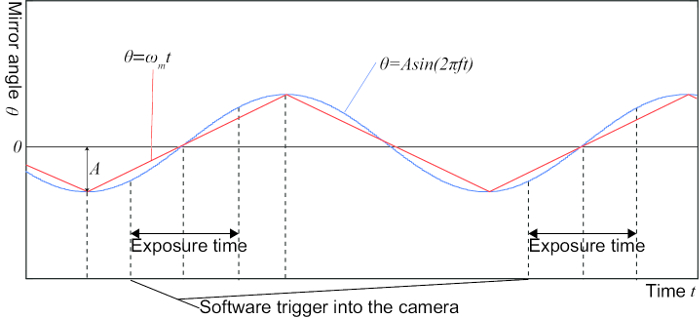
Figure 7. Timing Chart of Control Signal. Sine wave signal (blue line) and ideal triangular wave signal (red line). Software trigger occurred at the start of exposure time. This figure has been modified from Reference 11. Please click here to view a larger version of this figure.
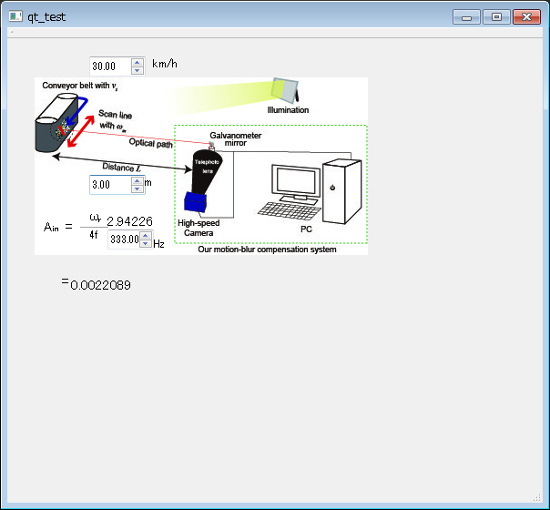
Figure 8. A GUI to Calculate Original Input Amplitude. A GUI to input parameters. User can input velocity of the conveyor belt, distance from the camera to the conveyor belt, and control frequency. At last, user can get original input amplitude. Please click here to view a larger version of this figure.
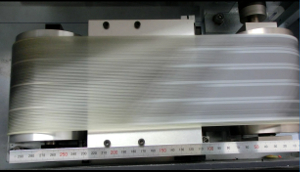
Figure 9. Motion of the Conveyor Belt. The conveyor belt is moving at vt (30 km/h). We recorded this movie by using a normal, commercially-available compact digital camera. Please click here to view this video. (Right-click to download.)
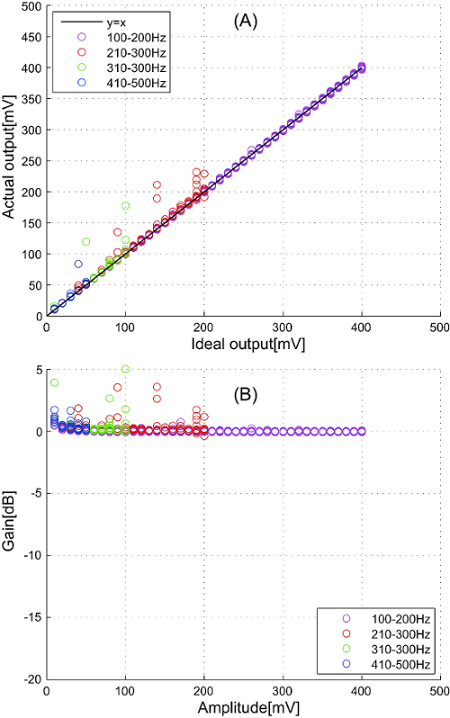
Figure 10. Results of the Pre-emphasis Technique. (A) Amplitudes of ideal and actual output voltages after applying the pre-emphasis technique. (B) Gain resulting from the pre-emphasis technique. This figure has been modified from Reference 12. Please click here to view a larger version of this figure.
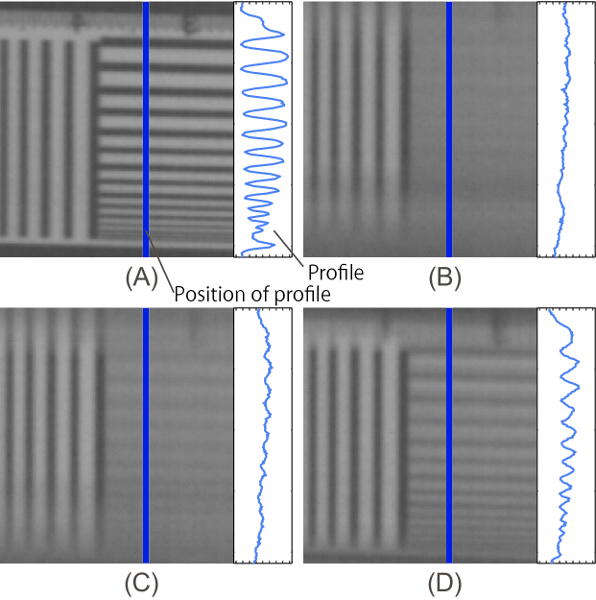
Figure 11. Results of Applying the Pre-emphasis Technique with our System by Setting vt to 30 km/h Vertically and Vertical Profiles Corresponding to the Blue Lines (the Images are Trimmed to 240 * 225 px for the Aligned Display). (A) Still image. (B) Image when vt = 30 km/h (motion-blur compensation was inactive). (C) Image when vt = 30 km/h (motion-blur compensation was active and pre-emphasis was inactive). (D) Image when vt = 30 km/h (motion-blur compensation was active and pre-emphasis was active). This figure has been modified from Reference 12. Please click here to view a larger version of this figure.
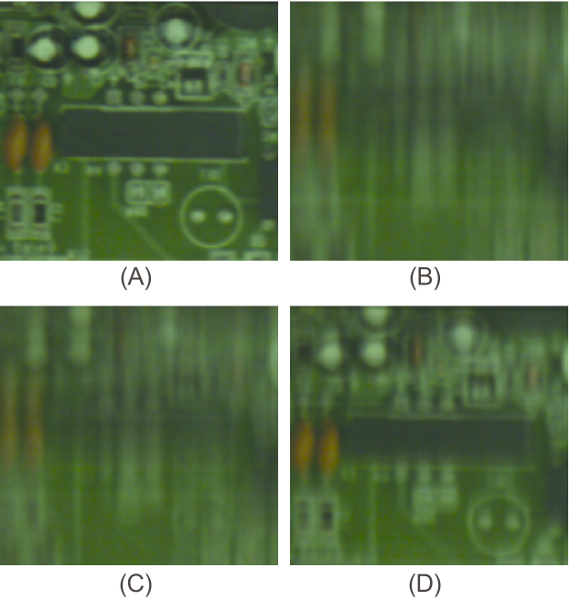
Figure 12. Results of Applying the Pre-emphasis Technique to the Texture Image of a Circuit Board with our System When vt was 30 km/h Vertically (the Images are Trimmed to 264 * 246 px for the Aligned Display). (A) Still image. (B) Image when vt = 30 km/h (motion-blur compensation was inactive). (C) Image when vt = 30 km/h (motion-blur compensation was active and pre-emphasis was inactive). (D) Image when vt = 30 km/h (motion-blur compensation was active and pre-emphasis was active). This figure has been modified from Reference 12. Please click here to view a larger version of this figure.
| Linear interpolation coefficients | ||
| f [Hz] | k(1,f) | k(0,f) |
| 100 | 1.0271 | -3.7321 |
| 200 | 1.2053 | -3.7107 |
| 300 | 1.7570 | -4.2157 |
| 400 | 2.7891 | -9.1564 |
| 500 | 4.3559 | -14.931 |
Table 1. List of Linear Interpolation Coefficients for Each Frequency. The parameters are calculated in step 2.4. This table has been modified from Reference 12.
| Quartic polynomial coefficients | |||||
| i | a | b | c | d | e |
| 0 | -2.16E-11 | 3.93E-08 | 5.51E-07 | -8.16E-04 | 1.07E+00 |
| 1 | 6.30E-10 | -7.81E-07 | 2.35E-04 | -2.50E-02 | -2.86E+00 |
Table 2. List of Quartic Polynomial Coefficients. The parameters are calculated in step 2.5. This table has been modified from Reference 12.
