Standard Test Method ASTM D 7998-19 for the Cohesive Strength Development of Wood Adhesives
Summary
We present a procedure, ASTM D7998-19, for a rapid and more consistent evaluation of both dry and wet strength of adhesive bonds on wood. The method can also be used to provide information on strength development as a function of temperature and time or strength retention up to 250 °C.
Abstract
The properties of cured wood adhesives are difficult to study because of the loss of water and other components to the wood, the influence of wood on the adhesive cure, and the effect of adhesive penetration on the wood interphase; thus, normal testing of a neat adhesive film is generally not useful. Most tests of wood adhesive bond strength are slow, laborious, can be strongly influenced by the wood and do not provide information on the kinetics of cure. Test method ASTM D 7998-19, however, can be used for fast evaluation of the strength of wood bonds. The use of a smooth, uniform, and strong wood surface, like maple face-veneer, and sufficient bonding pressure reduces the adhesion and wood strength effects on bond strength. This method has three main applications. The first is to provide consistent data on bond strength development. The second is to measure the dry and wet strengths of bonded lap shear samples. The third is to better understand the adhesive heat resistance by quickly evaluating thermal sensitivity and distinguishing between thermal softening and thermal degradation.
Introduction
Wood bonding is the largest single adhesive market and has led to efficient use of forest resources. For many centuries, solid wood was used for most applications, except for furniture construction, with no test criteria except product in-use durability. However, bonded wood products became more common, starting with plywood and glulam beams, using bio-based adhesives1,2. Although these products were satisfactory at the time, the replacement of soy, casein, and blood glues by synthetic adhesives containing formaldehyde led to improved properties. The higher performance of these new adhesives led to defined testing standards with higher performance expectations than achievable with most bio-based adhesives. The synthetic adhesives also made possible the bonding of particles including sawdust to form particleboards, fibers to form fiberboards with varying densities, chips to provide oriented strandboard and parallel strand lumber, veneers to yield plywood and laminated veneer lumber, as well as finger jointed lumber, glulam, cross laminated lumber, and wood I-joists3. Each of these products have their own testing criteria4. Thus, the development of a new adhesive can require a lot of formulation work and extensive testing to determine if there is any potential for developing sufficient strength. This time-consuming testing and the complexity of wood properties and wood bonding5 has limited the development of new adhesives. In addition, the mechanical properties of wood adhesives can be different when cured between wood surfaces as opposed to neat6. Curing in contact with wood allows water and low molecular weight components from the adhesive to escape, in addition to complex interphase and chemical interactions of the adhesive with the wood3,7.
The development of the Automated Bonding Evaluation System (ABES) has been very helpful for understanding the strength development of wood adhesives because it is rapid and easy to use8,9,10. The system is an integral unit that bonds lap-shear samples and then measures the force under tension needed to break the bond. Its utility has led to development of ASTM method D7998-19 that uses this system11. Although this system was originally designed to measure adhesive strength development as a function of temperature and time, it can also measure the heat resistance of cured adhesives, as well as routine bond strength evaluation. Although the ABES test is a very useful preliminary screening tool, like any test, it has its limitations and does not replace all specific product strength and durability testing.
While there are many means of gauging the curing characteristics of adhesives, ranging from gel-time rheometry to differential scanning calorimetry, dynamic mechanical analysis, and spectroscopy of many types, only the ABES method measures the development of mechanical strength. This requires an instrument that is tightly controlled for heating, cooling, and in-place tensile testing11.
Protocol
1. Preparation of substrates
- Use a substrate surface that is suitable for the application. For wood, use a sliced veneer of about 0.6 to 0.8 mm thick from a reliable producer because these veneers are used for plywood and laminated veneer lumber (LVL) manufacturing. These are obtained from a veneer supplier, as sheets of 0.6 to 0.8 mm thickness and cut into 305 mm on a side. A consistent substrate is a hard maple (Acer saccharum) face veneer because of its surface smoothness and consistent thickness, and it is a diffuse porous and high modulus hardwood. Maple face veneers are commonly used in cabinetry construction and are usually free from defects.
- Condition the wood, unstacked, at 21 °C and 50% relative humidity (RH) for at least a day prior to use. Avoid veneers that are excessively wavy, have an uneven surface, and contain defects including discoloration.
NOTE: Other wood species can be used to understand the bond performance of the adhesive with these species. However, diffuse-porous hardwoods and softwoods with a gradual earlywood-to-latewood transition are recommended for their uniformity. Take care because wood can be acidic or basic or have extractives on the surface that can alter the adhesive curing process. In addition, the processing of the tree from time of cutting to the veneer production can alter the bond strength12,13. Because the ABES uses a small amount of wood, it is less affected by wood variations that occur with other tests, such as wood moisture content and veneer check depth. - Ensure that the sides of the veneer are free of any loose fibers along the edge and the bonded product does not have any significant adhesive squeeze out as these will tend to overestimate the bond strength since there is no post bonding modification of the samples.
2. Preparation of specimens
- Condition the wood specimens at 21 °C and 50% RH for at least a day. Check the veneer for any cracks, discoloration, or grain irregularities to be avoided when cutting the specimens.
- Make sure that the pneumatically driven specimen cutting device is operational.
- Use a special die cutter that cuts the required specimen size of 20 mm by 117 mm from 0.6 to 0.8 mm thick maple veneer (Figure 1, Table of Materials).
- Place a piece of veneer, at least 150 mm by 300 mm, under the cutting blades so that the veneer grain is parallel with the long direction and depress the air pressure button to cut each piece of wood of 20 mm by 117 mm.
- Move the piece of veneer under the cutting blades to an uncut area and depress the button again to cut another piece of wood. Continue until the piece of veneer is completely cut into pieces.
NOTE: If the long direction of the specimen is not parallel with the grain direction, during a test early fracture can occur in the wood away from the bonded portion.
- For materials other than wood, cut the specimens using the appropriate techniques. If the material cannot be cut with the specimen cutter, use whatever will cut the material to cut it to the required size. Due to the small bonding area, it is important that cutting be accurate and the specimens free of debris along the edges and on the bonding surfaces.
3. Operability of the equipment
- For the bonding process, make sure that the ABES equipment is operating properly according to a standard operating procedure11. The settings on the front of the ABES unit for bonding and breaking samples are: LP Press 0.2 MPa, HP Press 0.2 MPa, Pull 0.65 MPa, and Cool Air 0.2 MPa.
- Use air supply pressure of at least 0.62 MPa (90 psig) because pressure that is too low will cause the gripping clamps and platens to close too slowly or unevenly on the sample resulting in incorrect bond strengths (Figure 2, top).
- Clean the platens of any adhesive resulting from squeeze out from the prior sample. Adjust the temperature of the platens to the desired temperature and equilibrate before bonding samples.
- To bond wood, operate the equipment in a room that is at 21 °C and 50% RH. If this is not possible, keep the conditioned specimens in a plastic bag until bonding because of the rapid change in wood moisture due to the small size of the specimens.
- For obtaining kinetic cure data, design the method such that the mechanical and electronic speeds are sufficient to collect data accurately as outlined in ASTM D7998-1911.
4. Bonding of specimens with the adhesive
NOTE: The application of the adhesive is a critical issue for wood adhesives because of the wide variation in viscosity and percent solids going from a lamination adhesive as in plywood to a spray able adhesive for binder applications. Wood adhesives are generally water-borne so evaporation is only a minor problem. However, water soaking into the porous wood is important.
- Spread 5 mg of the adhesive being studied over the terminal 0.5 cm sufficiently to cover the bonding area and transfer to the other specimen but without excessive squeeze out. To obtain a relatively constant adhesive spread rate, tare the wood specimen on a balance and re-weigh after adhesive application.
- Exercise great care in distributing the adhesive, overlapping the specimens and making sure the two specimens are aligned, since a small bonding area is used and strengths are determined as the pull force over the bonded area (Figure 2 bottom). Different bonding areas can be used, but the strength is not necessarily comparable due to variation in the mechanics of lap shear tests.
NOTE: The literature recommends several ways to apply the adhesive to the wood depending on the adhesive consistency. The originally recommended adhesive application method used a purpose-designed microspraying device10, but this was found to be messy, slow, and very dependent on the adhesive rheology. Although this method applied the adhesive as discrete dots as used in binder applications for particleboard and oriented strandboard, a printing method seems more reliable14. The micro-pipette application method can supply a reproducible volume of adhesive10, but it is somewhat difficult to distribute evenly. The spatula method has worked the best for obtaining an even distribution of the adhesive on the bonding area, and a microbalance for obtaining a measured amount is recommended11. - Final strength data
- Bond the specimens at 120 °C for 2 min and condition them overnight at 21 °C and 50% RH since the hot pressing during bonding dries out the wood. To bond the wood, lock a sample in place by closing the grips on the ABES tester, making sure that the sample is aligned with the tester. Then press the start button on the machine to have the 120 °C platens press on the overlapped section for 2 min, before retracting the platens and loosening the grips so that the samples can be removed.
NOTE: The time and temperature for curing are dictated by the application and adhesive chemistry. The bonding temperature and time should be optimized so that the strength reaches the highest plateau by using different bonding temperatures and times to determine conditions for maximum strength. For wood bonds, testing dry shear strength is valuable, but wet testing is generally more critical to determine adhesive durability and requires a 4 hour room temperature soak of the sample in water. - For testing, lock a sample in place by closing the grips on the ABES tester making sure that the sample is aligned with the tester. Then by pressing the start button, the instrument pulls on one end through a servodrive while the other end of the sample pulls on a load cell attached to the grips. This pulling continues until the bond breaks. The computer records the maximum force the sample can withstand, which is recorded as bond strength.
- Use the same procedure for the dry and water-soaked samples. In measuring the breaking force, take care to ensure that the grips hold the wood tightly because if the adhesive is very strong, the wood might slip. If the sample breaks outside the bonded area, discard the value since this is measuring the wood strength, not the adhesive.
- Bond the specimens at 120 °C for 2 min and condition them overnight at 21 °C and 50% RH since the hot pressing during bonding dries out the wood. To bond the wood, lock a sample in place by closing the grips on the ABES tester, making sure that the sample is aligned with the tester. Then press the start button on the machine to have the 120 °C platens press on the overlapped section for 2 min, before retracting the platens and loosening the grips so that the samples can be removed.
- Kinetic strength development
- Determine the rate of strength development of an adhesive to estimate the press time required for large scale products. Follow the same procedure as in step 4.3, except vary the temperature and time. Begin the testing of strength at 100 °C platen temperature, using bonding times of 10, 30, 60, 90, 120, 150, 180, and 210 seconds. Subsequently, raise the temperature by 10 °C, and repeat the bonding times until there is no longer any linear section of strength versus time at the low bonding times.
- After bonding, retract the platens and use the air cooling feature of the ABES to cool the sample to near room temperature and then measure the sample strength. By starting at a low pressing time and increasing first the time for subsequent samples, collect the strength versus time data until increasing time results in little or no increasing strength. Then doing the same sequence at higher temperatures will yield the resulting plot of strength versus time and the cure rate as the slope (Figure 3).
NOTE: The phenolic adhesive data in Figure 3a10 shows the effect of temperature on the strength development at different times. Figure 3b shows the regressed isothermal strength development rate versus temperature. To obtain the isothermal strength development, the sample was cooled before testing. A few adhesives, such as urea formaldehyde15, have an optimum bonding time and temperature before degradation starts to take place. This method can detect this problem and determine optimum conditions.
- Heat resistance
- If the product needs to meet a certain temperature resistance, clamp the bonded sample into the ABES unit. After the platens are heated to that temperature, for example 220 °C, above which wood starts to degrade, close them onto the pre-bonded sample for 2 min and then open to measure the bond strength as in 4.3.2 to determine any thermal softening of the adhesive compared to the bonding temperature of 120°C.
- Repeat this test except that the platens are closed on the sample for 30 min and then tested for strength to determine strength if the adhesive is thermally degraded. Release of the platens and testing strength will determine the heat resistance of the sample compared to the value before heating. This type of procedure was used to test wood adhesives16. Since the ABES uses rapid heating and can measure strength while hot without moving the sample to another machine, it can be used to differentiate between the two modes of failure (i.e., thermal softening or degradation). Thermal softening produces strength loss immediately upon heating, and is typically recoverable. Chemical degradation occurs gradually over time at high temperature and does not recover mechanical strength on cooling.
NOTE: Adhesive manufacturers need to differentiate whether strength loss is from thermal softening or chemical degradation, because these problems require different solutions. There are many methods which can measure softening transitions including other thermal analyses, but they do not distinguish between a change in mechanical properties and chemical structure.
5. Image analysis of failed bonding surface
- Because the main objective is to determine the adhesive strength or rate of cohesive strength development, make sure that failure is within the adhesive and not with adhesion to the substrate (Figure 4) or substrate failure. If substrate failure occurs, then the adhesive has sufficient strength. Alternatively, cohesive failure in the bulk adhesive indicates adhesive weakness. However, deciding between adhesion and adhesive interphase failure can be difficult17. A variety of methods have been developed for wood analysis18.
Representative Results
The procedure has been used extensively for the study of protein adhesives at the Forest Products Laboratory. It has been found that less than 2 MPa wet bond strength was insufficient to warrant further wood adhesive testing, while greater than 3 MPa was a promising result for further testing19. It has been shown to be useful in demonstrating sensitivity of wood processing conditions12,13. Further examples can be found in Frihart publications7. The precision and bias of the method has been determined (Research Report RR:D14-1018) as summarized in ASTM D7998-1911.
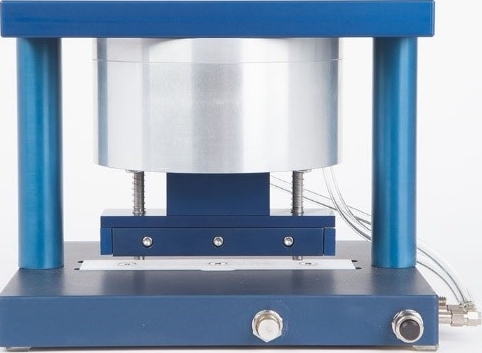
Figure 1: Photograph of Specimen Cutter. Please click here to view a larger version of this figure.
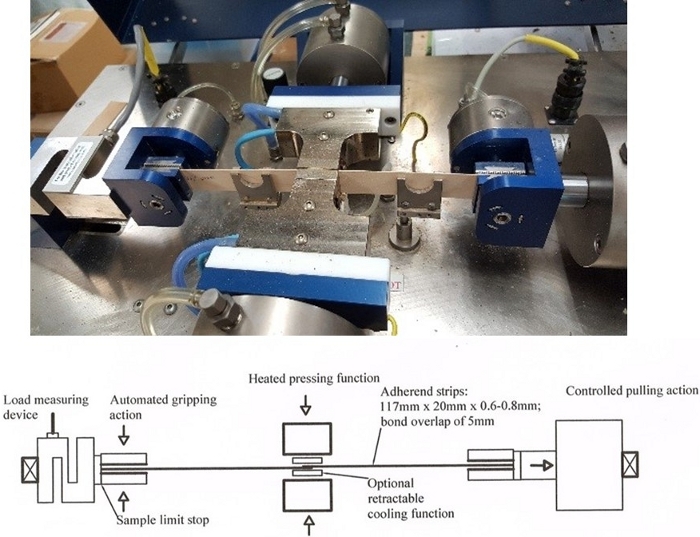
Figure 2: Photograph of ABES system (top) and drawing of the apparatus with bonded sample (bottom). Please click here to view a larger version of this figure.
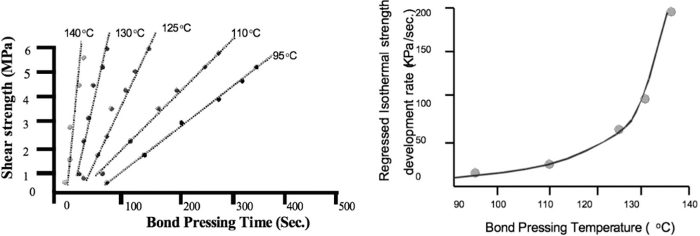
Figure 3: A set of isothermal strength development plots (left) with a derived plot of regressed bonding rate against temperature9. Please click here to view a larger version of this figure.
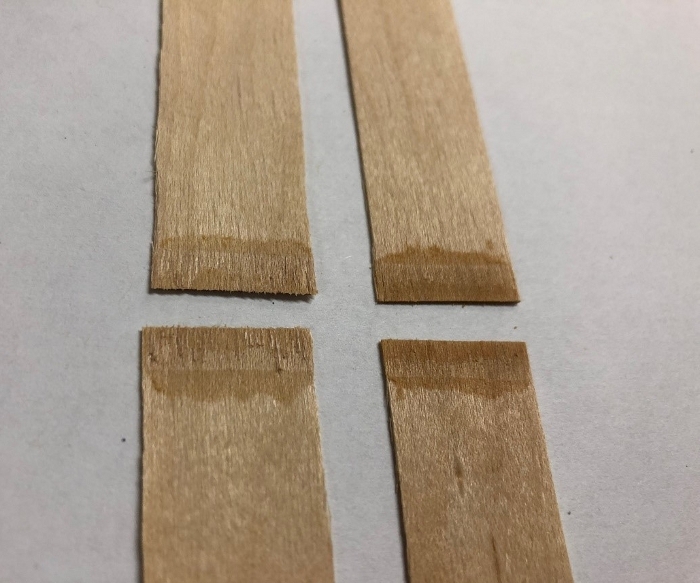
Figure 4: Analysis of failed sample. Adhesion failure on the left and cohesive failure on the right. Please click here to view a larger version of this figure.
Discussion
Critical steps in the procedure are as follows: selection of substrates, preparation of specimens, operability of the equipment, and bonding of samples.
The substrate must be strong, have minimal defects (smooth, flat, no cracks and no discoloration. Unsanded, rotary cut cabinetry face veneer of a diffuse porous hardwood with sugar maple (Acer saccharum) preferred. Sanding creates a less even and more fragmented surface7. After conditioning the veneer at 21 °C and 50% RH for at least a day, cut a strip of 20 mm by 117 mm. Apply usually 5 mg of adhesive evenly to 5 mm of the end of one wood strip. With the platens heated to 120 °C, bond the coated strip with another strip with a 5 mm overlap for 2 min in the ABES with the platens closed to form a lap shear sample. After removing the lap shear samples from the ABES unit, they are conditioned overnight before using the ABES unit to test the strength (half at ambient conditions and half after submerging the samples in water). For a measurement of bond strength, the failure must occur in the bonded area. Complete details on equipment specification are given in the ASTM standard11.
The procedure is most useful for evaluation of the strength development of wood adhesives as a function of temperature and time. It is less useful for wood adhesives that cure at room temperature, such as EPI and PUR, because they do not require heat for bonding to wood. Primers for wood adhesives, such as HMR, can be tested, but they are mostly used with room temperature adhesives. Samples with primers could be bonded with veneer pieces that will fit in the ABES with a separate press at room temperature and tested in the ABES.
The significance of small-scale bonding as described in ASTM D-7998-19 is that it is a preliminary evaluation of wood adhesives that can be done quickly and with little labor. The existing methods of testing wood adhesives require larger amounts of adhesive and wood and time to bond large panels of plywood or particleboard which need to be conditioned at a specific temperature and humidity before they are cut up by a professional carpenter into precise samples for testing. Many panels have to be made to test different variables, which can be done more easily and quickly with the ASTM D-7998-19 procedure, ABES. There is no other test method that can determine kinetic cure data of an adhesive.
Divulgazioni
The authors have nothing to disclose.
Acknowledgements
This work was supported by the United Soybean Board grant 1940-352-0701-C and the U.S. Department of AgricultureForest Service. We appreciate the support and detailed information from Phil Humphrey of AES.
Materials
| Adhesive | Supplied by user | ||
| Balance | Normal supply house | ||
| Mark II Automated Bonding Evaluation System (ABES-II) | Adhesive Evaluation Systems Inc | ||
| Pneumatically driven sample cutting device | Adhesive Evaluation Systems Inc | ||
| Regular spatula | Normal supply house | ||
| Wood supply – Hard maple | Besse Forest Products Group |
Riferimenti
- Lambuth, A., Pizzi, A., Mittal, K. L. Protein adhesives for wood. Handbook of Adhesive Technology. , 457-477 (2003).
- Keimel, F. A., Pizzi, A., Mittal, K. L. Historical development of adhesives and adhesive bonding. Handbook of Adhesive Technology. , 1-12 (2003).
- Marra, A. A. . Technology of Wood Bonding: Principles in Practice. , 454 (1992).
- Dunky, M., Pizzi, A., Mittal, K. Adhesives in the Wood Industry. Handbook of Adhesive Technology. , 511-574 (2017).
- River, B. H., Vick, C. B., Gillespie, R. H., Minford, J. D. Wood as an adherend. Treatise on Adhesion and Adhesives. , (1991).
- Liswell, B. Exploration of Wood DCB Specimens Using Southern Yellow Pine for Monotonic and Cyclic Loading. Engineering Mechanics. , (2004).
- Frihart, C. R., Rowell, R. M. Wood Adhesion and Adhesives. Handbook of Wood Chemistry and Wood Composites. , 255-313 (2013).
- Humphrey, P. E. A device to test adhesive bonds. U.S. Patent. , (2003).
- Humphrey, P. E. Temperature and reactant injection effects on the bonding kinetics of thermosetting adhesives. Wood adhesives. , (2005).
- Humphrey, P. E., Frihart, C. R., Hunt, C., Moon, R. J. Outline Standard for Adhesion Dynamics Evaluation Employing the ABES (Automated Bonding Evaluation System) Technique. International Conference on Wood Adhesives 2009. , 213-223 (2010).
- ASTM International. . D 7998-19 Standard Test Method for Measuring the Effect of Temperature on the Cohesive Strength Development of Adhesives using Lap Shear Bonds under Tensile Loading, in Vol. 15.06. , (2019).
- Rohumaa, A., et al. The influence of felling season and log-soaking temperature on the wetting and phenol formaldehyde adhesive bonding characteristics of birch veneer. Holzforschung. 68 (8), 965-970 (2014).
- Rohumaa, A., et al. Effect of Log Soaking and the Temperature of Peeling on the Properties of Rotary-Cut Birch (Betula pendula Roth) Veneer Bonded with Phenol-Formaldehyde Adhesive. Bioresources. 11 (3), 5829-5838 (2016).
- Smith, G. D. The effect of some process variables on the lap-shear strength of aspen strands uniformly coated with pmdi-resin. Wood and Fiber Science. 36 (2), 228-238 (2004).
- Pizzi, A., Pizzi, A., Mittal, K. Urea-formaldehyde adhesives. Handbook of Adhesive Technology. , 635-652 (2003).
- O’Dell, J. L., Hunt, C. G., Frihart, C. R. High temperature performance of soy-based adhesives. Journal of Adhesion Science and Technology. 27 (18-19), 2027-2042 (2013).
- Frihart, C. R., Beecher, J. F. Factors that lead to failure with wood adhesive bonds. World Conference on Timber Engineering 2016. , (2016).
- Hunt, C. G., Frihart, C. R., Dunky, M., Rohumaa, A. Understanding wood bonds: going beyond what meets the eye. Reviews of Adhesives and Adhesion. 6 (4), 369-440 (2018).
- Frihart, C. R., Dally, B. N., Wescott, J. M., Birkeland, M. J. Bio-Based Adhesives and Reliable Rapid Small Scale Bond Strength Testing. International Symposium on Advanced Biomass Science and Technology for Bio-based Products. , (2009).
