Through the optimization and use of the MMAA (Figure 1), multilayer master molds with minimal alignment error were fabricated. The final MMAA was fabricated using the fused filament fabrication (FFF) 3D-printing process (Figure 2). The FFF process confers increased accuracy for the desired device dimensions. The MMAA consists of two main pieces (Figure 3): the base piece and the custom fastener. The base piece consists of the UV exposure unit, which acts as the wafer holder. The UV exposure unit allows proper alignment of the photomask and the coated silicon wafer. The second piece is the custom fastener that fixes the wafer holder to the platform of the microscope with magnets. The entire setup used to assist in the alignment of the top and bottom layers of the double-layer master mold is depicted in Figure 4. This system and the described protocol were used for the alignment of the markers on the photomask with the markers on the initial layer of the master mold (Figure 6). The double-layer SU-8 master mold for a microfluidic device with a herringbone pattern was then fabricated and was shown to have a gap distance of <5 µm between the two layers (Figure 5).
The two-layer master mold (Figure 7A) was then used to fabricate PDMS microchips that can be seen in Figure 7D. The SEM images seen in Figure 7B,C show that the microfluidic device with the herringbone pattern contains clear edges, straight-channel walls, and well-aligned layers, which are essential for proper device functionality. In addition, a four-layer master mold with simple circular features (Figure 8A) was created using the MMAA to show successful alignment of a multilayer master mold. Profilometer data (Figure 8B) confirms the four distinct layers of the master mold. Measurements taken of the alignment error obtained for multiple four-layer features of differing geometry confirm that the alignment error is no greater than 5% of the designed distance between the layers. From the images of the final device, it is clear that human error during fixation of the mask onto the MMAA before the UV exposure of the second layer increased the gap distance between the two device layers and caused misalignment. However, as the user becomes more familiar with the procedure, the final device can be produced with a resulting alignment error of <10 µm, as confirmed by the depicted results.
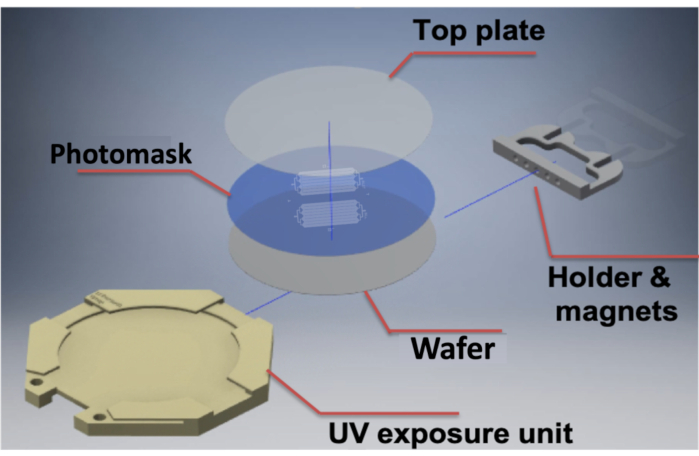
Figure 1: Design of a 3D-printable MMAA for multilayer microfabrication. The illustration depicts the two pieces of the MMAA: the UV exposure unit and the custom microscope fastener. The UV exposure unit houses, in descending order, the glass top plate, which holds the photomask against the wafer; the photomask; and the photoresist-coated wafer. The UV exposure unit is then magnetically attached to the custom microscope fastener, which is attached to the microscope stage, and then allows for proper alignment of the photomask and wafer. Abbreviations: MMAA = microscope mask alignment adapter; UV = ultraviolet. Please click here to view a larger version of this figure.
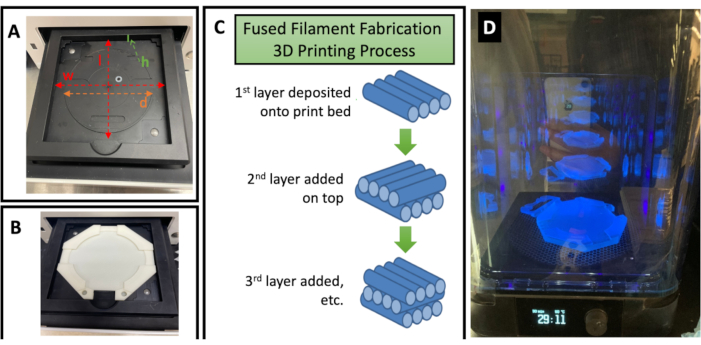
Figure 2: Customization and 3D printing of an MMAA and post-processing for a fully cured device. (A) Photo of the tray of the available UV light emission system showing the necessary measurements needed to customize the MMAA. The user should measure the diameter (d) of the inner circular rim, the inner height (h), the total width (w), and the length (l) of the tray. (B) After customization, the MMAA should then sit flat inside the tray as shown here. (C) Illustration of the FFF 3D printing process. The FFF process produces structures by layering the 3D-printed filament. The filament is deposited in thin layers, one on top of the next, until the final 3D-printed piece is produced. (D) The curing of the final 3D-printed MMAA in the UV curing chamber as part of the post-printing process. Abbreviations: MMAA = microscope mask alignment adapter; UV = ultraviolet; FFF = fused filament fabrication. Please click here to view a larger version of this figure.
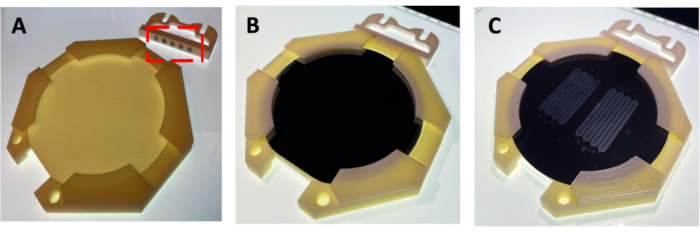
Figure 3: 3D-Printed pieces of an MMAA. (A) Two pieces were connected by magnets (indicated by red dashed rectangle). (B) MMAA containing a silicon wafer coated with a thin layer of photoresist (SU-8). (C) MMAA with a photomask over the coated silicon wafer in preparation for the alignment process. Abbreviation: MMAA = microscope mask alignment adapter. Please click here to view a larger version of this figure.
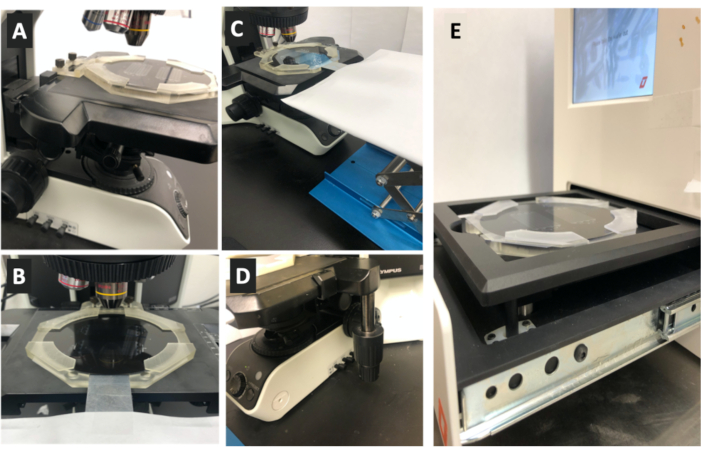
Figure 4: Procedure to use a 3D-printed MMAA for alignment of the photomask. (A) After the MMAA has been loaded with the photoresist-coated silicon wafer, the MMAA is then placed on the stage of an upright microscope system and fixed to the stage using the magnetic microscope fastener as shown in the image. (B) The photomask is then inserted into the MMAA and attached to the z-direction-adjusting platform, otherwise known as a scissor lift, through one of the sides of the MMAA as shown in the image. (C) The scissor lift platform height is then adjusted until the photomask lies right above the coated silicon wafer as shown in the image. From this point onwards, the photomask is not moved until alignment is completed. (D) To achieve perfect alignment, the position of the MMAA and hence, of the silicon wafer, on the microscope stage is then adjusted in the x- and y-directions using the microscope's knobs as shown in the image. The x- and y-positions of the silicon wafer are finely adjusted, while the user observes through the microscope lens until the alignment markers on the silicon wafer and the photomask are superimposed. Once this is achieved, the photomask can then be secured to the wafer. (E) After alignment is achieved, the MMAA is carefully detached from the microscope stage and placed in the tray of the UV light exposure system. The tray can be closed so that the wafer can be exposed to UV irradiation to cure the photoresist. Abbreviation: MMAA = microscope mask alignment adapter. Please click here to view a larger version of this figure.
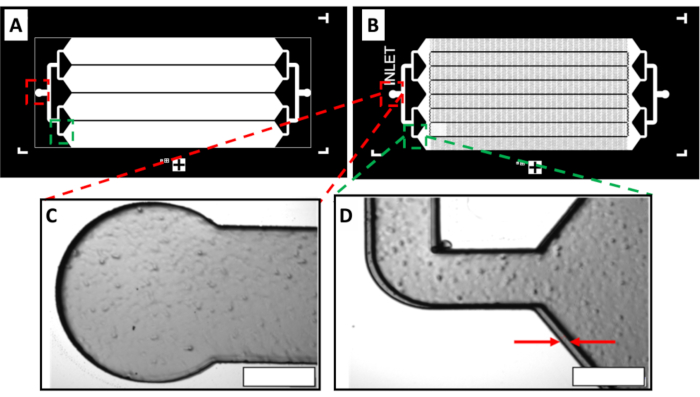
Figure 5: Double-layer channel structure created using the MMAA. The double-layer master mold is designed for the production of herringbone microfluidic devices with four parallel channels. (A) Image of the first-layer photomask design, which includes the outline for the channels and generates the hollow floor of the microfluidic device. (B) Image of the second-layer photomask design, which incorporates the herringbone pattern inside the channels that line the roof of the microfluidic device. (C) The inlet structure of the double-layer master mold indicated by red dashed rectangles in (A) and (B). The image shows minimal gap distance between the two layers.(D) A section of the double-layer master mold showing a bend in the channel indicated by green dashed rectangles in (A) and (B). The gap distance between the two arrows is 5 µm. Scale bars = 100 µm. Abbreviation: MMAA = microscope mask alignment adapter. Please click here to view a larger version of this figure.
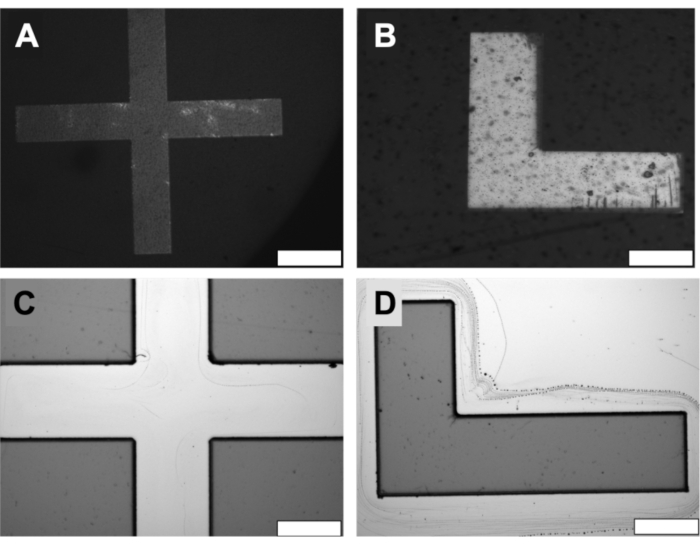
Figure 6: Microfabrication results with the MMAA. (A) and (B) show the alignment of the markers on the photomask. Scale bars = 200 µm. (C) and (D) are the corresponding images of the markers on the wafer after exposure. Scale bars = 100 µm. Abbreviation: MMAA = microscope mask alignment adapter. Please click here to view a larger version of this figure.
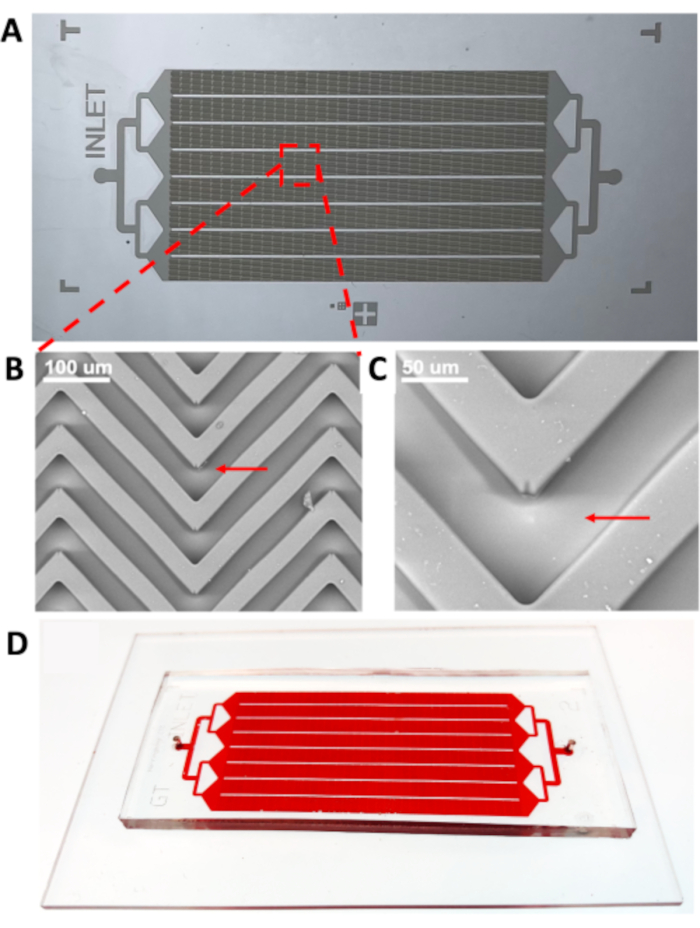
Figure 7: The master mold prepared using the MMAA and the resulting PDMS device made from the master mold. (A) Double-layer master mold of herringbone microfluidic device prepared using the MMAA to achieve alignment of layers. (B) and (C) are SEM images of the herringbone device in different scales with the red arrows pointing at the lower layer. (D) PDMS microfluidic device with herringbone pattern made using the double-layer master mold in (A). Abbreviations: MMAA = microscope mask alignment adapter; PDMS = poly(dimethylsiloxane); SEM = scanning electron microscopy. Please click here to view a larger version of this figure.
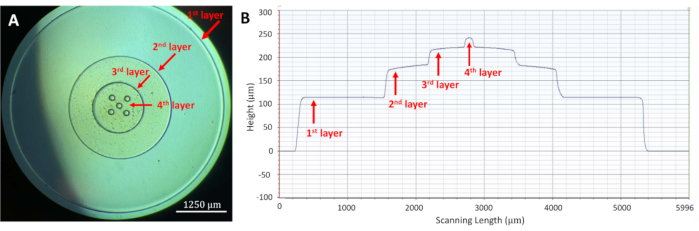
Figure 8: Image and profilometer data of a four-layer master mold created using the MMAA. (A) Image of a four-layer master mold created using the MMAA showing successful alignment of the layers. Simple circular features in descending size were chosen to demonstrate the alignment capability of the MMAA. Scale bar = 1,250 µm. (B) Profilometer data of the same circular four-layer master mold confirming the presence of the four distinct layers. Abbreviations: MMAA = microscope mask alignment adapter. Please click here to view a larger version of this figure.
Supplemantal Material. Please click here to view a larger version of this figure.
