En av de mer utfordrende metallformingsoperasjoner i dag blir praktisert i luftfart og transportsektorene er metall spinning, herunder derivater som skjær forming og flyt danner en, to. I denne prosess blir en aksesymmetrisk arbeidsstykke anbringes på en dor som representerer den endelige ønskede form, og spunnet i kontakt med en eller flere anslagsruller. Arbeidsstykket blir komprimert mellom valsen og spindelen deretter plastisk deformeres, med en mangfoldig respons, inkludert kombinert bøying, tynning og aksiell forlengelse. I et materiale som har begrenset duktilitet eller på annen måte er vanskelig å forme, er dette ofte utført ved forhøyet temperatur for å redusere strømnings spenning og øker duktiliteten.
Fra et prosess synspunkt, er det en rekke parametere som kan dikterer formen og egenskapene til den fremstilte komponent. Tallrike studier har fokusertpå statistiske metoder for å optimalisere forskjellige parametre 3, 4, 5. Variabler omfatter verktøy geometri, slik som formen av verktøyet og spindelen; forming hastigheter inkludert både spindel rotasjon rente og verktøy fôr priser; samt materialegenskaper. Når forhøyede temperaturer er nødvendig, utøvere må vurdere minimumstemperaturen som kreves samtidig beholde et godt produkt.
Støpte aluminiumslegeringer er ansatt i et bredt spekter av automotive og luftfart, med legering A356 brukes i bilindustrien hjul. Imidlertid er denne legering ikke er egnet til å danne ved romtemperatur 6, 7 på grunn av sin begrensede duktilitet og må bli dannet ved forhøyede temperaturer. Dette introduserer en rekke behandling kompleksitet, hovedsakelig i å kontrollere temperaturen. Ettersom dette materialets egenskaper endrer significantly med temperatur 8, er det spesielt viktig å utføre instrumenterte studier der termiske forholdene kan holdes innenfor en rimelig behandling vindu og bli overvåket. Detaljerte data vedrørende den termo oppførselen til som-støpt A356 varierer fra omgivelsestemperatur til 500 ° C over et vidt område av belastningsrater kan bli gjennomgått et annet sted. 9
For å støtte utvikling og optimalisering av flyt forming operasjoner for hjulet produksjon, har tilpasset forming utstyr er utviklet ved Institutt for materialteknologi ved University of British Columbia (figur 1). Dette apparatet har blitt bygget primært fra en manuell, beltedrevet Capstan dreiebenk med en samlet effekt på 22 kW, og en propanbrenner varmesystem med en topp produksjon på 82 kW (figur 2). En dor med innlagte termoelementer sammen med en stiv valse sammenstilling (figur 3) har værtinstallert, som er i stand til å danne arbeidsstykker opp til 330 mm i diameter. Doren har en manuelt aktivert klemmesystem som er i stand til å gjøre rede for store forandringer i arbeidsstykkets diameter som opptrer under behandlingen (figur 4). En batteridrevet Data Acquisition (DAQ) system inneholdende en miniatyr trådløs datamaskin i stand til å overvåke temperaturen av spindelen under forming og emnet for karakterisering av oppvarming er installert på hulakselen i dreiebenken. Mens andre strømningsdannende prosesser er blitt syntetisert ved hjelp av tilpasset dreiebenker 4, 10, er det foreliggende apparat den første til legemlig in situ oppvarming og termiske datainnsamling.
En behandlingsprotokoll for industrielt-skalert forming operasjoner har blitt utviklet for å gi indikative prosesseringsbetingelser. Beskrevet senere, denne protokollen består av verktøy og arbeidsstykket forberedelser, forming praksis, concluding med slutten av forming prøvedrift.
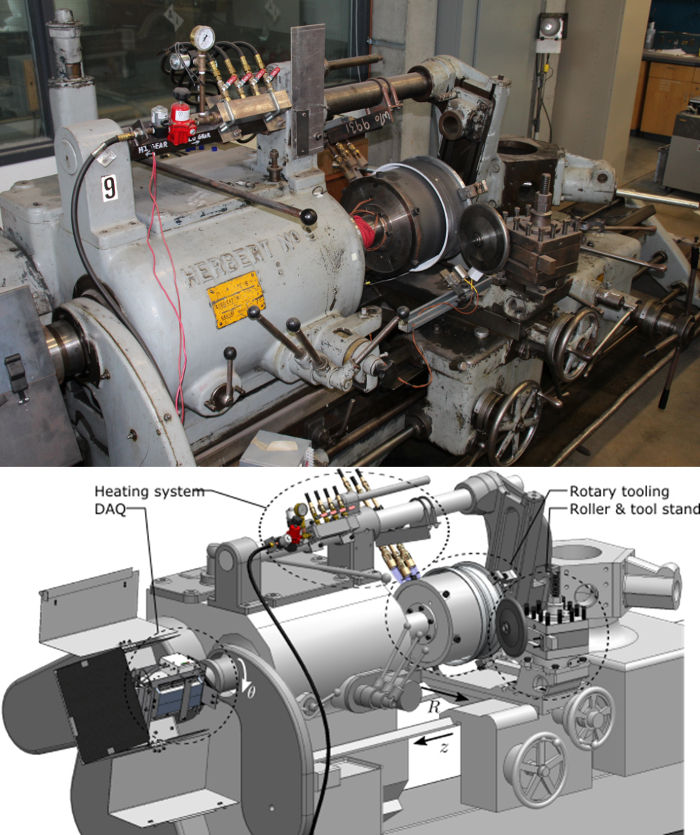
Figur 1: Eksperimentelle enheter oversikt. Prinsipp komponenter som er lagt til en modifisert Capstan dreiebenk for forming ved høye temperaturer. Fotografi av utstyr (øverst) og hovedarbeids retninger og komponenter merket på et dataassistert konstruksjon skildring (nederst). Klikk her for å se en større versjon av dette tallet.
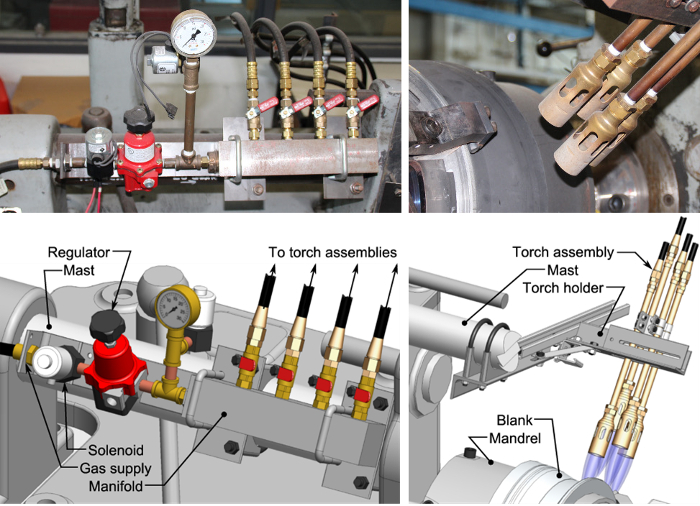
Figur 2: Varmesystem detalj. En propan varmesystem med fire diskrete brennere (topp og bunn høyre) aktiveres av en sentral manifold inneholder en gasskontroll solenoid (øverst og nederst til venstre).Gasstrykk og en diskret strømningshastigheten til hver av brennerne er mulig, sammen med plassering langs emnet for å samsvare med forskjellige geometrier. Klikk her for å se en større versjon av dette tallet.
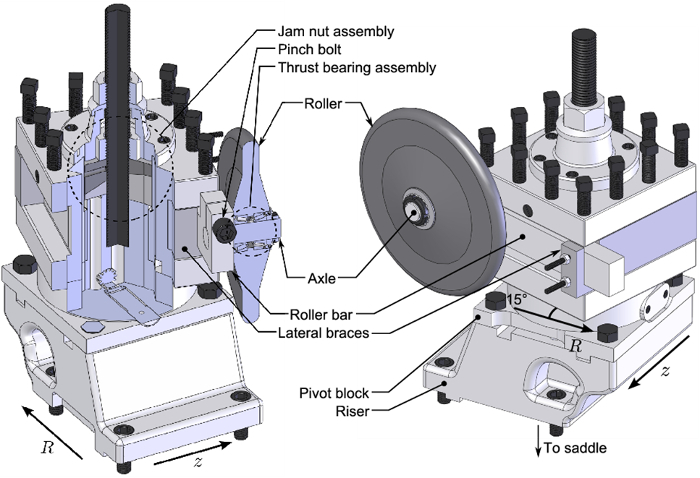
Figur 3: Roller stå montering detalj. Den opprinnelige verktøyholder på for dreiebenken er tilpasset til å holde en rull i vilkårlig vinkler i forhold til dreieaksen av spindelen ved hjelp av en låsemutter sammenstilling. Klikk her for å se en større versjon av dette tallet.
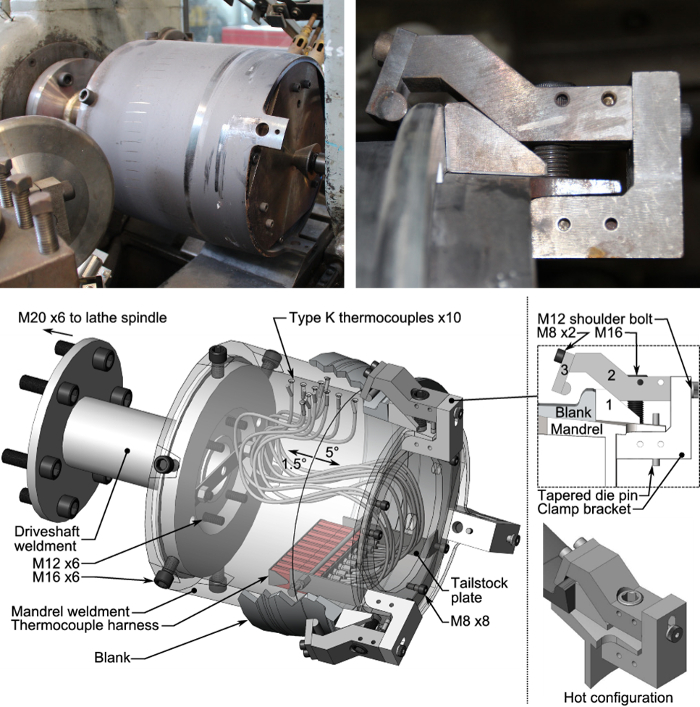
Figur 4: <strong> Instrumentert dor og klemme system oversikt. Den roterende verktøy har blitt utformet for å bolte direkte til dreiebenk spindel, som igjen er støttet av en live-senter på tailstock (øverst og nederst til venstre). Klemmen / drift er også avbildet (øverst og nederst til høyre). Klikk her for å se en større versjon av dette tallet.
