Methodological investigation results
A linear relationship between the concentration of icariin, EA, EB, EC, BI, and chromatographic peak areas was observed (see Table 3). The RSD% values (n = 6) of the chromatographic peak areas of icariin, EA, EB, EC, and BI were 0.28%, 1.22%, 0.65%, 1.67%, and 1.06%, respectively, indicating that the precision of the HPLC measurements was good. The RSD% values (n = 6) of the contents of icariin, EA, EB, EC, and BI were 1.59%, 1.46%, 1.86%, 2.29%, and 0.98%, respectively, indicating that the method had good repeatability. The RSD% values (n = 6) of the peak areas of icariin, EA, EB, EC, and BI in the samples were 1.49%, 1.96%, 1.42%, 0.96%, and 0.81%, respectively, indicating that the sample solution was stable within 24 h. The average recovery rates of icariin, EA, EB, EC, and BI were 99.98%, 100.14%, 100.09%, 100.75%, and 100.94%, respectively, and the RSD% values were 0.56%, 0.78%, 0.84%, 1.10%, and 1.47%, respectively (see Table 4). These results show that the accuracy of the method met the requirements.
The above experimental results showed that the analytical method provided results that had excellent precision, reproducibility, and accuracy and were acceptable for the quality analysis of the EF-processed products.
Optimization of the mutton-oil processing technology of EF by applying the Box-Behnken design-response surface methodology
We performed quadratic polynomial regression fitting of the above data to obtain the following model: Y = 0.86 − 0.11 x A + 0.025 x B − 0.078 x C − 0.023 x A x B − 0.037 x A x C + 0.037 x B x C − 0.045 x A2 + 2.5 x 10-3 x B2 − 0.14 x C2. The variance analysis gave a value of P < 0.01, indicating that the model was significant. The P value of the lack of fit was P > 0.05, indicating that the lack of fit was not significant. The R2 value was 0.9300, indicating that the fit of the model was good, and the error was small. It was feasible to use this model to analyze and predict the effect of the chemical composition content of the EF stir-fried with mutton oil. In addition, A2 and D2 had an effect on the content of the processed products, and the difference was statistically significant (P < 0.01). The effects of A and C of the one-degree term and C2 of the second-order term on the comprehensive score were significant. The one-degree term B, the second-order A2, B2, and all of the interaction items had no significant effect on the comprehensive score. The analysis of the P values showed that, of the experimental parameters, the mutton oil amount (A) had the greatest effect on the comprehensive score, followed by the frying temperature (C), and then the mutton oil temperature (B). The above results are shown in Table 5.
The software was used to set the mutton oil amount, mutton oil temperature, and frying temperature to the medians and to use the comprehensive score as the index to draw a single-factor influence diagram of one factor (Figure 1). Increasing the frying temperature first increased the comprehensive score and then decreased it (Figure 1). The mutton oil temperature had a negligible effect on the comprehensive score. The mutton oil amount was the main significant factor that affected the change in the comprehensive score, and as the amount increased, the content trended downward.
To help better understand the results, the predicted models are presented in Figure 2 as 3D response surface plots. In terms of the slope of the response surface, the greater the significance of the interaction effect between factors, the gentler the slope, and the less significant the effect. An ellipse in the shape of a contour line indicates a strong interaction between factors, whereas a circle indicates the opposite. The response surface of the mutton oil amount and the frying temperature was steeper compared to the other tested factors, and the contour lines tended to be more elliptical (see Figure 2C,D), indicating that the interaction between these two factors was more significant; in contrast, the interactions between other factors were not significant (see Figure 2A,B,E,F).
The optimal mutton oil processing technology of EF was selected as follows: a mutton oil amount of 15%; a mutton oil temperature of 120 °C; and a frying temperature of 189 °C. Considering that the temperature cannot be very accurately controlled in actual operation, the temperature value is specified as a variable ±10 °C. Therefore, the final parameters were as follows: a mutton oil amount of 15%; a mutton oil temperature of 120 °C ± 10 °C; and a frying temperature of 189 °C ± 10 °C. The optimal process was as follows: heating the mutton oil at 120 °C ± 10 °C, adding the crude EF, frying it with a gentle fire (189 °C ± 10 °C) until it is evenly shiny, and removing and cooling. For every 100 kg of EF, 15 kg of mutton oil (refined oil) should be used. Using these conditions, three parallel experiments were conducted, and the scores obtained were 0.96, 0.97, and 0.94 (RSD% = 1.60%), indicating stable and feasible conditions. The typical HPLC chromatograms of the crude, processed, and mixed reference substances of EF are shown in Figure 3.
Test of the effect of processing on the embryonic development of zebrafish
The zebrafish hatched into juveniles at 72 hpf. The development of each organ was basically complete. The fish bodies remained transparent, and it was easy to lay them on their side on the glass slide. The shapes of the organs were easy to observe and identify when viewed under a microscope. The blank control group did not experience any death or organ toxicity during the administration period. Compared with the control group, at a drug concentration of 100 µg/mL, no obvious abnormalities were found in the crude EF group (S) and the processed group (P) at 72 hpf. At 96 hpf and later, swim bladder incompleteness and loss of the swim bladder were more common in the juvenile fish in the crude group but were rare in the juvenile fish in the processed group. At a drug concentration of 150 µg/mL, obvious spinal deformities, body curvature deformities, pericardial edema, and liver deformation were seen in the juvenile fish in the crude group at 72 hpf, but those changes were rare in the juvenile fish in the processed group, and the degree of teratogenicity was weaker than that of the crude group. At a drug concentration of 200 µg/mL, all juvenile fish in the crude group died, and obvious teratogenicity appeared in the juvenile fish in the processed group. At a drug concentration of 250 µg/mL, a small number of zebrafish survived in the processed group. The microscopic examination results of the zebrafish are shown in Figure 4.
The zebrafish mortality rates in the crude and processed Epimedium herb groups depended on the concentration and time of administration. The time-dose-mortality relationship is shown in Figure 5. The zebrafish mortality results showed that 24 h after administration (48 hpf), at a drug concentration of 200 µg/mL, all zebrafish in the crude drug group died, whereas the mortality in the processed group was only 6.67%. At 48 h after EF administration (72 hpf), the concentration that caused the death of all zebrafish in the crude drug group was 200 µg/mL, and the concentration that caused the death of all zebrafish in the processed group was 500 µg/mL. The median lethal concentration of the two experimental groups at 72 hpf was calculated. The results showed that the LC50 (see Figure 6) was 151.3 µg/mL in the crude group (S) and 219.8 µg/mL in the processed group (P).
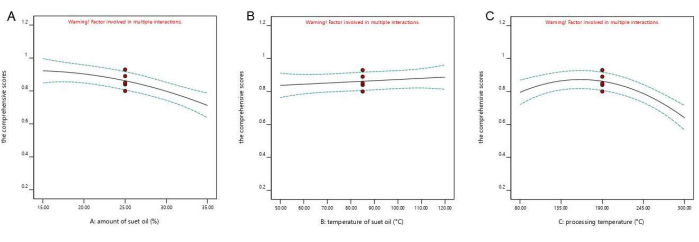
Figure 1: Univariate analysis. The figure shows the single-factor influence diagram. A is the single-factor result of the amount of mutton (suet) oil; B is the single-factor result of the temperature of the mutton (suet)oil; and C is the single-factor result of the frying temperature. With an increasing frying temperature, the comprehensive score first increases and then decreases. The mutton-oil temperature has little effect on the score. The amount of mutton oil was the main significant factor affecting the change in the comprehensive score, and the content showed a downward trend with an increasing amount of mutton oil. Please click here to view a larger version of this figure.
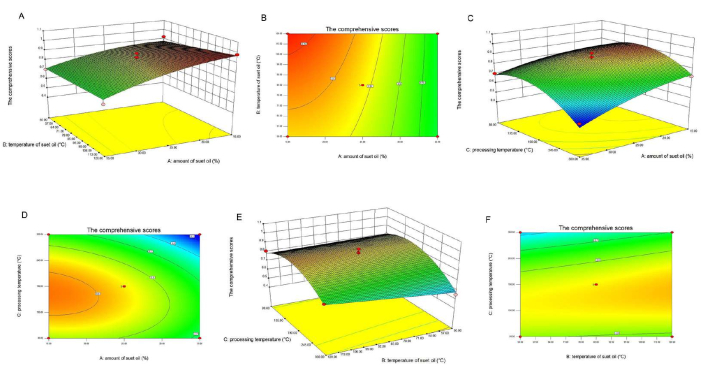
Figure 2: Response surface and contour plot of the influence of different factor interactions on the comprehensive score. (A) This figure shows a 3D response surface plot of the interaction between the mutton oil amount and temperature. (B) This figure shows a contour plot of the interaction between mutton oil amount and temperature. (C) This figure shows a 3D response surface plot of the interaction between the mutton oil amount and processing temperature. (D) This figure shows a contour plot of the interaction between mutton oil dosage and processing temperature. (E) This figure shows a 3D response surface plot of the interaction between mutton oil amount and processing temperature. (F) This figure shows a contour plot of the interaction between mutton oil amount and processing temperature. The result shows that the response surface of the mutton oil amount and frying temperature was steep, than the other tested parameters and the contour lines tended to be elliptical (see C,D), indicating that the interaction between these two factors was significant, whereas the interactions between other factors were not significant (see A,B,E,F). The suet oil term used in the figure refers to mutton oil. Please click here to view a larger version of this figure.
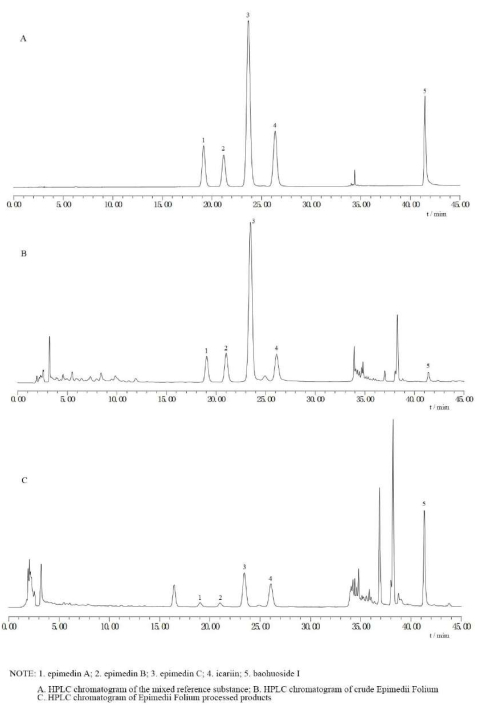
Figure 3: HPLC chromatograms of the crude, processed, and mixed reference substances of EF. (A) This figure shows the HPLC chromatogram of the mixed reference substance. (B) This figure shows the HPLC chromatogram of crude Epimedii folium. (C) This figure shows the HPLC chromatogram of Epimedii folium processed products. These three pictures demonstrate that the BI content in raw EF is low, while it increases after processing. Please click here to view a larger version of this figure.
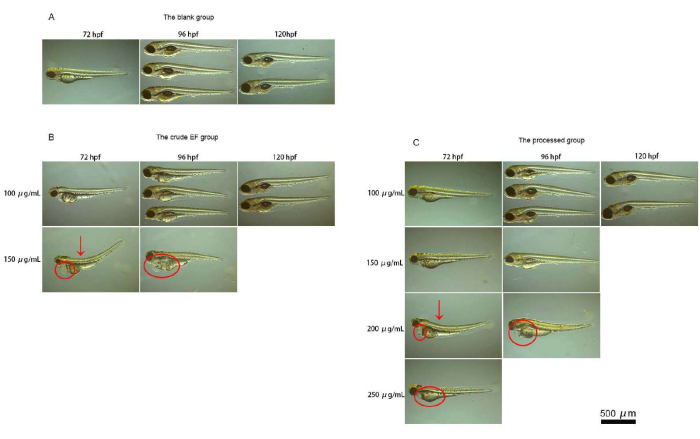
Figure 4: Micrographs of zebrafish. This figure shows micrographs of the zebrafish. (A) This figure shows the results for the observation of the zebrafish under a microscope in the blank group. (B) This figure shows the results for the observation of the zebrafish under a microscope in the crude group. (C) This figure shows the results for the observation of the zebrafish under a microscope in the processed group. The blank control group did not experience any death or organ toxicity during the administration period. At an EF drug concentration of 150 µg/mL, obvious spinal deformities, body curvature, pericardial edema, and liver deformation were seen in the juvenile fish in the crude group at 72 hpf, whereas those changes were rare in juvenile fish in the processed group, and the degree of teratogenicity was weaker than that in the crude group. At a drug concentration of 200 µg/mL, all the juvenile fish in the crude group died, and obvious teratogenicity appeared in the processed group. At a drug concentration of 250 µg/mL, only a small number of zebrafish survived in the processed group. Please click here to view a larger version of this figure.
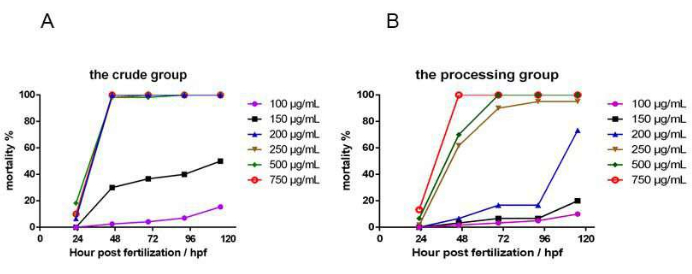
Figure 5: The dosing time-dose-mortality relationship. This figure shows the dosing time-dose-mortality relationship. (A) This figure shows the dosing time-dose-mortality relationship of the crude group. (B) This figure shows the dosing time-dose-mortality relationship of the processed group. n = 40. Please click here to view a larger version of this figure.
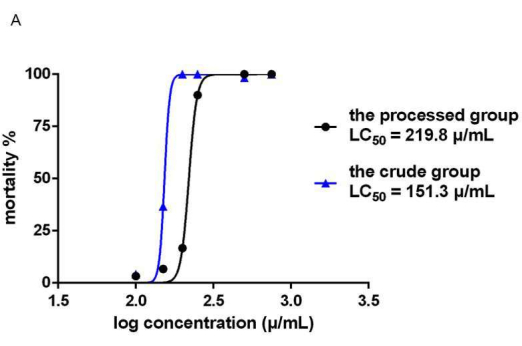
Figure 6: LC50 diagram of crude and processed EF. The LC50 diagram of the crude and processed EF is shown. The median lethal concentrations of the two experimental groups at 72 hpf were calculated. The LC50 was 151.3 µg/mL in the crude group (S) and 219.8 µg/mL in the processing group (P). n = 40. Please click here to view a larger version of this figure.
Table 1: Experimental design and the Box-Behnken response surface method results of the 17 groups of experiments. Table 1 shows the 17 groups of experiments designed by the Box-Behnken design-response surface method and their comprehensive score results. Please click here to download this Table.
Table 2: Variables used in the Box-Behnken design. The independent and dependent variables are listed here along with their low, middle, and high levels. The Box-Behnken design enabled the identification of the most influential factors in the EF processing, with the mutton oil amount (A) (15%-35%), mutton oil temperature (B) (50 °C-120 °C), and frying temperature (C) (80 °C-300 °C) as the influencing factors. Please click here to download this Table.
Table 3: Regression equations and linear ranges of the chemical constituents of EF. The results of the regression equation and linear range of the EF chemical composition show that there was good linearity between each of the concentrations of icariin, EA, EB, EC, and BI and their chromatographic peak areas. Please click here to download this Table.
Table 4: Sample recovery test rates. The average recovery rates of icariin, EA, EB, EC, and BI were 99.98%, 100.14%, 100.09%, 100.75%, and 100.94%, respectively, and the RSD% values were 0.56%, 0.78%, 0.84%, 1.10%, and 1.47%, respectively. The results show that the accuracy of the method was suitable. Please click here to download this Table.
Table 5: Regression coefficients of the predicted quadratic model. The P value of the model was P < 0.01, indicating that the model was significant. The P value of the lack of fit was P > 0.05, indicating that the lack of fit was not significant. The R2 value was 0.9300, indicating that the fit of the model was good, and the error was small, so the model was suitable for analyzing and predicting the effect of the chemical composition content of the EF stir-fried with mutton oil. In addition, A2 and D2 had significant effects on the content of processed products (P < 0.01). The influences of A and C of the one-degree term and C2 of the second-order term on the comprehensive score were significant. The one-degree term B, the second-order A2, B2, and all of the interaction items had no significant effects on the comprehensive score. The analysis of the P value showed that, of the experimental parameters, the amount of mutton oil (A) had the greatest influence on the comprehensive score, followed by the frying temperature (C), and then the temperature of the mutton oil (B). Please click here to download this Table.
| Acetonitrile | Fisher | 197164 | |
Baohuoside  (B ) (B ) |
Chengdu Manst Biotechnology Co., Ltd. | MUST-20042402 | |
| Chromatographic column | Waters Corporation | Symmetry C18 | |
| Design Expert software | Stat- Ease Inc., Minneapolis, MN | Trial Version8.0.6.1 | |
| Detector | Waters Corporation | 2998 | |
| Disintegrator | Hefei Rongshida Small Household Appliance Co., Ltd. | S-FS553 | |
| Electronic analytical balance | Mettler-Toledo International Inc. | MS205DU | |
| Epimedin A (EA) | Chengdu Manst Biotechnology Co., Ltd. | MUST-21112118 | |
| Epimedin B (EB) | Chengdu Manst Biotechnology Co., Ltd. | MUST-20080403 | |
| Epimedin C (EC) | Chengdu Manst Biotechnology Co., Ltd. | MUST-20080310 | |
| Ethanol | Chongqing Chuandong Chemical ( Group ) Co., Ltd. | 20180801 | |
| Graphpad software | GraphPad Software Inc., San Diego, CA, USA | 6.02 | |
| High Performance Liquid Chromatography (HPLC) | Waters Corporation | 2695 | |
| Icariin | Chengdu Glip Biotechnology Co., Ltd. | 21091401 | |
| Methanol | Chongqing Chuandong Chemical (Group) Co., Ltd. | 20171101 | |
| Microporous membrane | Tianjin Jinteng Experimental Equipment Co., Ltd. | 0.22μm | |
| Mutton oil | Kuoshan Zhiniu Fresh Food Store | 20211106 | |
| Office Excel office software | Microsoft | Office Excel 2021 | |
| Pharmacopoeia sieve | Shaoxing Shangyu Huafeng Hardware Instrument Co., Ltd. | R40/3 | |
| Pure water machine | Chongqing Andersen Environmental Protection Equipment Co., Ltd. | AT Sro 10A | |
| Qualitative filter paper | Shanghai Leigu Instrument Co., Ltd. | 18cm | |
| Stereomicroscope | Carl Zeiss, Oberkochen, Germany | Stemi 2000 | |
| Ultrasonic cleaner | Branson Ultrasonics (Shanghai) Co.,Ltd. | BUG25-12 | |
| Zebrafish | China Zebrafish Resource Center (CZRC) | The AB strain |