The various phases of the fabrication, described in the Protocol, are illustrated in Figure 3.
In order to evaluate the effectiveness of the technique and the outcomes of the final prototype, the module was tested in different working conditions. An external setup allows control of both the actuation and stiffness of the module. It includes an air compressor that activates three valves. They are connected to the siliconic tubes integrated in the chambers and allow their pressurization. A vacuum pump is connected to the tube integrated in the granular jamming membrane for the module stiffness control. Valves and vacuum pump are connected to an electronic board which is linked with an intuitive user interface allowing to set the values of the actuation pressure and the vacuum level.
To analyze the bending (Figure 3) and elongation (Figure 5) performance, the module was fixed at the base and the chambers were actuated with specific air pressures. Each position of the module was acquired by optic and magnetic sensors. For the evaluation of the force (Figure 6) and stiffness (Figure 7), a load cell moved by a robot arm allowed to measure the module’s capabilities in different directions.
Bending tests (Figure 4) assess the active omnidirectional capability of the module. In case of 1-chamber bending, only one chamber has been actuated increasing the pressure inside, while for 2-chamber bending, two chambers have been simultaneously pressurized with the same pressure. The bending angle, which is the angle between the baseline and the tip line of the module (see insets in Figure 4), has been calculated for each position of the module, corresponding to the pressure values. The module is able to bend up to 120° in the case of 1-chamber bending, and up to 80° for 2-chamber bending. In both cases, a significant bending starts when the chambers are inflated by about 0.3 bar (all the reported pressure values are related to atmospheric pressure). The plot in Figure 4 highlights that the slope of the curve increases in correspondence of this value. This represents the point where the initial lateral expansion of the silicone is hindered by the external sheath, and the bending of the module is facilitated. From the 0.55 bar pressure, the curve is approximately constant because the sheath reaches its maximum elongation capability, the pressurized chambers have stretched out completely the available sheath and thus the longitudinal expansion of the silicone is limited to a constant value that corresponds to the maximum bending angle.
When all three chambers are simultaneously actuated with the same pressure, the module elongates, as shown in Figure 5. Starting from the length of 50 mm, the module reaches 83.3 mm, which corresponds to an elongation of about 66%. Again, the external sheath starts to show its effect at around 0.3 bar, where there is a sudden increase in elongation capability. No plateau is present at high pressures because during elongation the sheath does not reach it maximum elongation.
The module is able to generate forces from 24.1 N, when one chamber is actuated, up to 47.1 N, when three chambers are inflated (Figure 6).
The activation of 1 bar vacuum pressure (absolute) in the stiffening channel shows an increase in stiffness of the module (Figure 7) of 36% at rest conditions, 19.6%, 12.4% and 17.2% at 90° bending in y, x and z directions respectively.
The presented protocol creates a single soft unit and, with various easy modifications, the same procedure enables the modules to be fabricated in order to create a multi-module manipulator. A possible solution for the manipulator is to integrate two or more modules where the pneumatic actuation is supplied in the modules by pipelines. The actuation tubes directly actuate the first module and other pipes can pass through the chambers of this module to pressurize the chambers of the next module, as demonstrated in preliminary works on module integration20, 21. In this case, the pieces of mold are the same except for the chambers that have two cylinders, one at the top and one at the bottom, for inserting and passing tubes.
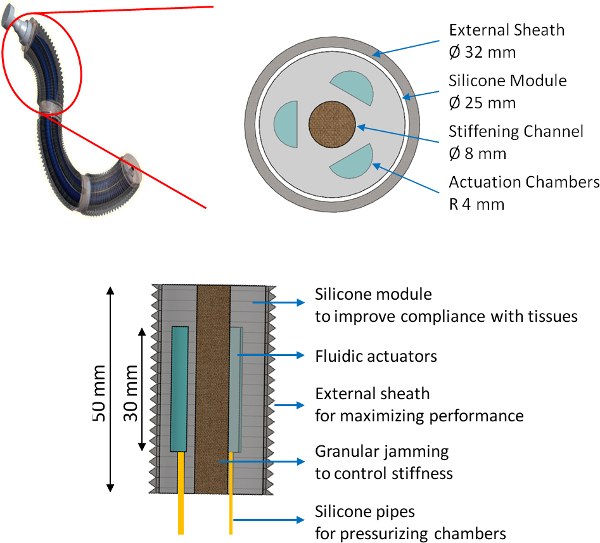
Figure 1. Concept of the manipulator and CAD of the module. The manipulator is based on a multi-module approach. The single unit is constituted by a soft cylinder embedding three fluidic actuators, one central channel housing the granular jamming, three pipes to supply the pressure and an external braided sheath to improve module motion.
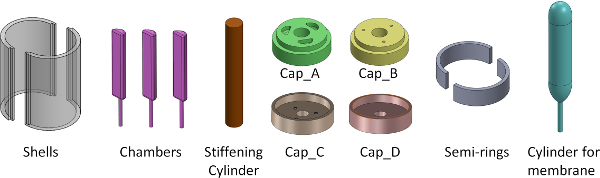
Figure 2. Mold components for the fabrication process. 13 pieces are overall used to assemble molds into which the silicone is poured and to fabricate custom latex membrane.
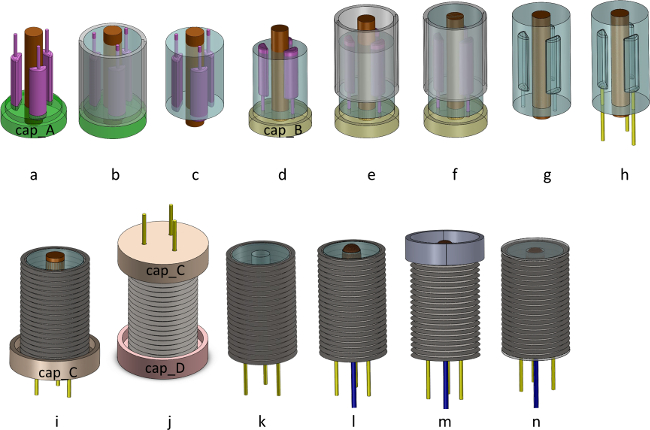
Figure 3. CAD of the fabrication phases. Insertion of the chambers and the stiffening cylinder into cap_A (a), first silicone casting (b), removal of shells and cap_C (c), introduction of cap_B (d), reposition of the shells (e), second silicone casting (f), removal of shells, cap_B and chambers (g), insertion of the tubes (h), insertion of cap_C and sheath for its fixing on the bottom side (i), insertion of cap_D and sheath for its fixing on the top side (j), removal of cap_D and stiffening cylinder (k), insertion of the granular jamming membrane (l), closing of the semi-rings around the module (m), final module (n).
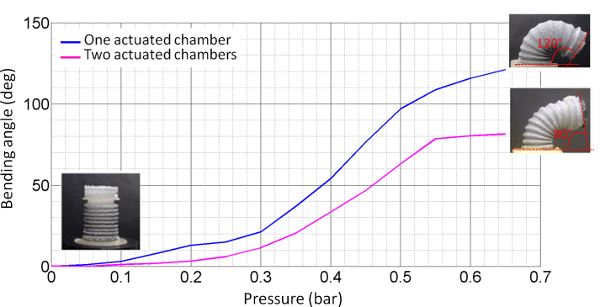
Figure 4. Bending test. Behavior of the module when one chamber is actuated (blue line) and when two chambers are actuated (pink line). Bending angle is indicated on the module in the insets. The range in pressure used for actuating the module goes from 0 bar to 0.65 bar with steps of 0.05. For each position of the module, the bending angle was calculated. This figure has been cited from[19].
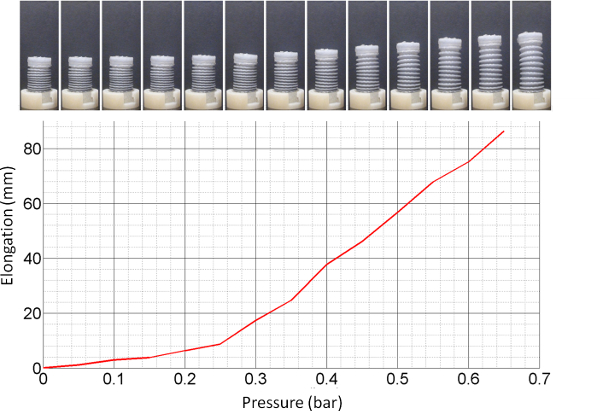
Figure 5. Elongation test. Behavior of the module during the elongation. All three chambers are simultaneously actuated with the same pressure. The pressure range goes from 0 bar to 0.65 bar. For each position the elongation was calculated. This figure has been cited from [19].
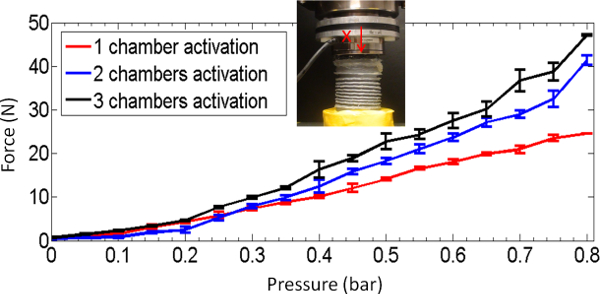
Figure 6. Force test. Evaluation of the force in isometric conditions along x direction. A load cell was positioned on the top of the module and the force was calculated in three different cases relative to the number of actuated chambers. This figure has been cited from[19].
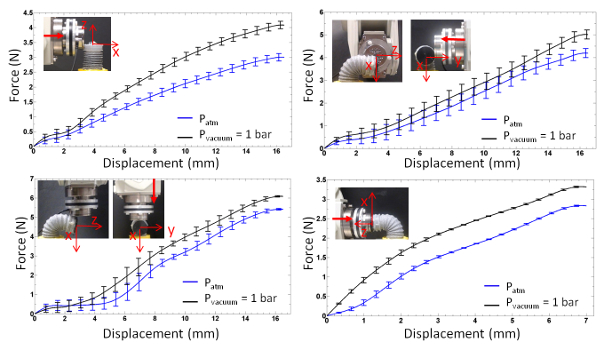
Figure 7. Stiffness test. Evaluation of the stiffness variation in four different configurations when the same chamber is actuated. Different displacements were imposed on the tip of the module using a 6 DoF robot. The stiffness was calculated in the base condition of the module (a) and at 90° bending along y, x and z directions (b, c, d). This figure has been modified from[19].
| Mold Component | Number | Description |
| Shells | 2 | These have a semi-cylindrical shape, are 40 mm in height, with an internal radius of 12.5 mm and external radius of 14.5 mm. When closed, they form a cylinder that represents the shape of the siliconic unit. The shells are fabricated in polyoxymethylene. |
| Chambers | 3 | These chambers represent the negative of the actuation chambers. They have a semi-cylindrical full shape with rounded edges, are 30 mm in height with a 4 mm radius. To facilitate the introduction of the actuation pipelines, at the base of each chamber there is a cylinder with a diameter of 1.5 mm and a length of 13 mm. The chambers are fabricated with a 3D printer machine. |
| Stiffening Cylinder (for the granular jamming mechanism | 1 | This is the negative of the stiffening channel. It is 56 mm in height and 8 mm in diameter. It is fabricated in aluminum in order to facilitate its removal from the center of the siliconic cylinder. |
| cap_A | 1 | This is a support piece used to fix and align the pieces listed above. It is a disk measuring 10 mm in height, with a diameter of 29 mm for the first 7 mm of height, and 25 mm for the other 3 mm where the external shells close. The top shapes of the chambers are designed inside the second layer, placed at 120°, with a depth of 3 mm in order to insert the top chambers. In the center of the cap, a hole of 8 mm in diameter houses the cylinder of the stiffening channel. |
| cap_B | 1 | This support piece is similar to the cap_A, just differs for the second layer which has three holes for the introduction of the cylinders designed at the base of the chambers. |
| cap_C and cap_D | 1 each | These supports enable the sheath to be fixed to the module. They have an internal diameter of 35 mm and a central hole of 8 mm in diameter for inserting the stiffening cylinder. Cap_C differs from cap_D because it has 3 holes of 2 mm in diameter to enable the pipes to be inserted. |
| Semi-rings | 2 | They have an internal diameter of 30 mm and a height of 10 mm. They are made of aluminum. They are used in the last phase of the fabrication to close the module definitively. |
| Cylinder for Membrane | 1 | It is used for the fabrication of a custom membrane for the granular jamming mechanism. It is 50 mm in height and 15 mm in diameter, and has rounded extremities to obtain a convenient shape for the membrane to be introduced into the module. At the base, one thin cylindrical part fixes the mold onto a support during the membrane fabrication. |
Table 1. Mold Components.
