Biomedical optical imaging represents a family of medical imaging tools that detect diseases and tissue anomalies based on light interactions with biological tissue. In comparison with other imaging modalities, such as magnetic resonance imaging (MRI) and computed tomography (CT), biomedical optical imaging takes the advantage of noninvasive measurement of tissue structural, functional, and molecular characteristics using low-cost and portable devices1,2,3,4. However, despite its superiority in cost and portability, optical imaging has not been widely accepted for clinical diagnosis and therapeutic guidance, partially due to its poor reproducibility and lack of quantitative mapping between optical and biological parameters. The main reason for this limitation is the lack of traceable standards for quantitative calibration and validation of biomedical optical imaging devices.
In the past, a variety of tissue-simulating phantoms were developed for biomedical optical imaging research in various tissue types, such as brain5,6,7, skin8,9,10,11,12, bladder13, and breast tissues14,15,16,17. These phantoms are primarily produced by one of the following fabrication processes: 1) spin coating10,18 (for simulating homogenous and thin-layered tissue); 2) molding19 (for simulating bulky tissue with geometric features); and 3) three-dimensional (3D) printing20,21,22 (for simulating multilayered heterogeneous tissue). Skin phantoms produced by molding are able to mimic the bulk optical properties of skin tissue but cannot simulate the lateral optical heterogeneities19. Bentz et al. used a two-channel FDM 3D printing method to mimic different optical properties of biological tissue23. However, using two materials cannot sufficiently simulate tissue optical heterogeneity and anisotropy. Lurie et al. created a bladder phantom for optical coherence tomography (OCT) and cystoscopy by combining 3D printing and spin coating13. However, heterogeneous features of the phantom, such as blood vessels, had to be hand painted.
Among the above phantom fabrication processes, 3D printing provides the most flexibility for simulating the structural and functional heterogeneities of biological tissue. However, many biological tissue types, such as skin tissue, consist of multilayered and multiscaled components that cannot be effectively duplicated by a single 3D printing process. Therefore, integration of multiple manufacturing processes is necessary. We propose a 3D printing production line that integrates multiple manufacturing processes for automatic production of multilayered and multiscaled tissue simulating phantoms as a traceable standard for biomedical optical imaging (Figure 1). Although spin coating, polyjet printing, and FDM are automated in our 3D printing production line, each modality retains the same functional characteristics as the established processes. Therefore, this paper provides a general guideline for producing multiscaled, multilayered, and heterogeneous tissue-simulation phantoms without the need for physical integration of multiple processes in a single apparatus.
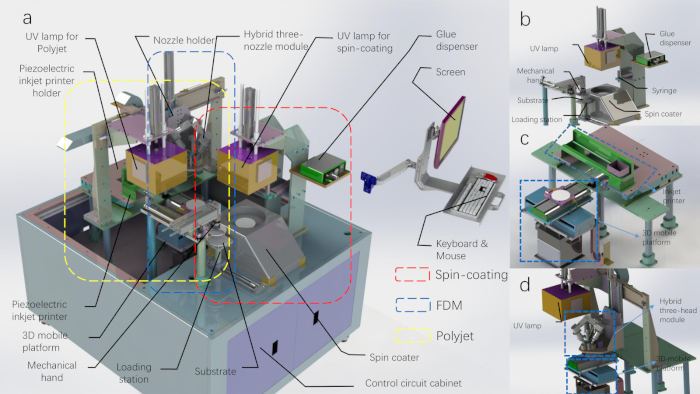
Figure 1: The CAD diagram of the 3D printing production line. (A) The 3D printing production line with the top shell removed. (B) The schematic of the spin coating module and the mechanical hand module. (C) The schematic of the polyjet printing module. (D) The schematic of the FDM printing module (the UV lamp belongs to the polyjet printing module). Please click here to view a larger version of this figure.
Phantom fabricated by spin coating
The spin coating evenly distributes the droplets on the substrate by rotating the turntable, and a single layer of the original body is fabricated after curing. The rotational speed of the substrate and the time of rotation not only affect the surface quality of the phantom, but also determine the thickness of each layer of the phantom. Phantoms of different thicknesses can be fabricated by repetitive spin coating layer-by-layer. The optical parameters of the phantoms can be determined by changing the proportion of scattering and absorption materials, as described in our previous publication24. Increasing the TiO2 concentration in the photocurable resin will increase the scattering coefficient of the phantom. Considering that spin coating has a precision of 0.01 mm and the skin epidermis is between 0.04–1.6 mm thick, the process satisfies the requirement for simulating the skin epidermis (Figure 2).
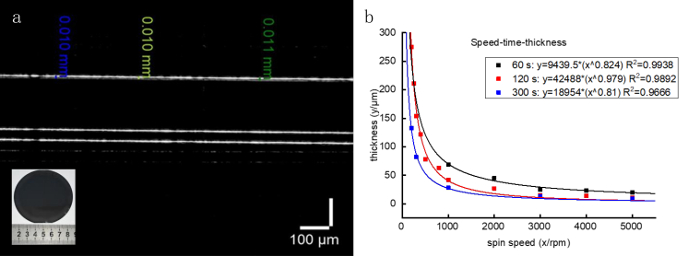
Figure 2: A single layer phantom fabricated by spin coating. (A) The PDMS material is added to 50% proportional tert-butyl alcohol and spin-coated at 3,000 rpm for 40 s to form the single layer phantom. The thickness of the phantom is 10 ± 1 μm as measured by OCT. (B) Correlations between the achievable thickness of the PDMS film and the spin speed at different spinning times. Please click here to view a larger version of this figure.
Phantom fabricated by polyjet printing12
Light-curable materials from different channels are mixed with different optical particles and printed by piezoelectric inkjets on a substrate according to the ".prn" file. A single layer of the phantom is obtained after curing. The resolution of the polyjet printer is 18 μm x 18 μm x 10 μm (length x width x height), the positional resolution of the mobile platform is 1 μm, and the nozzle supports four different types of printing materials. The accuracy of the printing plane is 50 μm, and the thickness of each layer is determined by the amount of the ejected materials. As the ejection amount of a single channel is set at 60%, the mean thickness of each layer is 100 ± 10 μm. The dermis layer of skin tissue is typically between 0.4–2.4 mm thick, and the inkjet printing module is able to reach a thickness resolution of 100 μm. The epidermal blood vessels are simulated by mixing the printing materials with Chinese red dye (Figure 3).
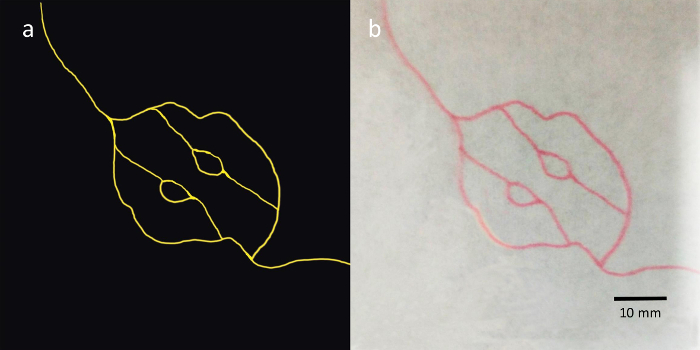
Figure 3: Blood vessel simulations printed by polyjet printing. (A) Blood vessel picture for printing lines mimicking blood vessels. (B) The lines mimicking blood vessels printed on a white paper, where the paper is fixed on the substrate of the 3D mobile platform in the printing process. Please click here to view a larger version of this figure.
Phantom fabricated by FDM printing
Gel wax is mixed with graphite powder and TiO2 powder and printed in a desired shape by FDM printing. The dimensional error in the horizontal direction of the phantom is less than 1%. The lateral length of the phantom exceeds 20 mm, the minimally printable feature is 1 mm, and the printable range is 100 mm x 100 mm x 20 mm. The absorption and scattering parameters of a phantom depend on the ratio of the TiO2 and graphite powder inside. Figure 4 presents phantoms of different feature sizes printed by the FDM printing using the gel wax without TiO2 and graphite powder. We can change the ratio of TiO2 to graphite powder during printing, and thus fabricate phantoms of different absorption and scattering parameters, including gradients (Figure 4B). The correlation of absorption and scattering parameters with the ratio of TiO2 to graphite powder can be found in the references24.
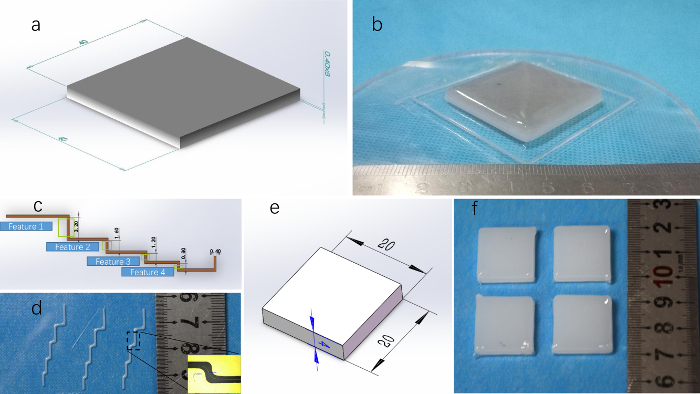
Figure 4: Results of FDM printing. (A) An eight-layer 40 mm x 40 mm x 0.4 mm cuboid model with gradient color. (B) Gradient phantom obtained by printing the gel wax mixed with TiO2 and graphite powder in a gradual scale. (C) CAD model in multi-corner shape. (D) Multi-corner model printed. The bottom right of the picture is the result measured under a front view microscope. The minimum print feature of FDM is 1 mm. (E) Cuboid phantoms printed in the FDM module. (F) The measured results indicate that the variation in size is less than 1% when the lateral dimension is above 20 mm. Please click here to view a larger version of this figure.
Phantom fabricated by automated printing production line
By integrating the above three printing methods and following the aforementioned protocol, the production line system is able to produce a tumor-simulating phantom. Taking a simplified skin model as an example, the epidermis layer, the dermis layer, and the subcutaneous tissue layer with different thicknesses and optical properties are fabricated by spin coating, polyjet printing, and FDM printing, respectively. Therefore, the possibility of combining spin coating, polyjet printing, and FDM printing to produce optical phantoms was verified, and the system was able to produce tissue optical phantoms with the simulated optical and structural characteristics (Figure 5, Figure 6).
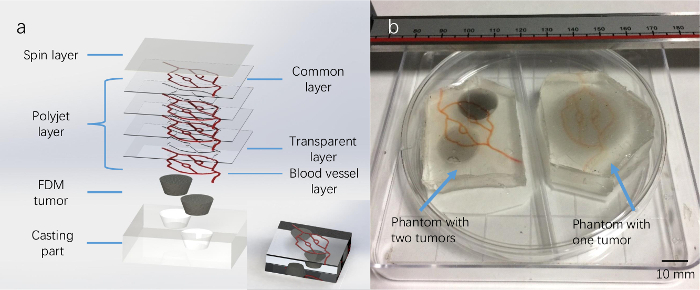
Figure 5: Fabricated multilayer skin phantoms with an embedded tumor. (A) A schematic diagram of a multilayered structure of a tumor phantom, including one spin-coated layer, seven polyjet printed layers (including three transparent layers and three layers of blood vessel layers, and one common layer, and one FDM printed tumor). The bottom right of the picture is a schematic rendering of the phantom. (B) The phantom on the left has two embedded tumors and the right one has one embedded tumor. Please click here to view a larger version of this figure.
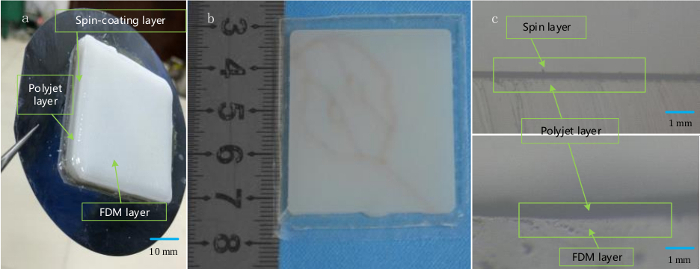
Figure 6: Fabricating multilayered skin-mimicking phantoms. (A) A multilayered skin phantom printed on a silicon wafer consists of a spin coating layer, a polyjet printing layer, and an FDM printing layer from bottom to top. (B) Front view of the phantom embedded with blood vessel-like grooves on its surface. (C) Microscopic image of a cross-section of the phantom showing the different layers. Please click here to view a larger version of this figure.
