


Abstract
摩擦や摩耗が設計システムに有害です。 2摺動面間のインタフェースは音響範囲(20 kHzの)以上の周波数で振動されたときに超音波潤滑が達成されます。従来の潤滑剤が不可能または望ましくない場合に固体技術として、超音波潤滑を使用することができます。さらに、超音波潤滑が2摺動面間の効果的な摩擦係数の電気変調を可能にします。このプロパティは、動作条件の変化として、その摩擦状態と関連した動的応答を変更する適応システムを可能にします。表面の摩耗は、また、超音波潤滑によって低減することができます。私たちは、摩擦力低減の依存性を調査し、超音波で潤滑面との間の線形滑り速度の低下を着用するためのプロトコルを開発しました。ピンオンディスク摩擦計は、圧電スタック22にピンを振動させるために使用されるという点で商業的ユニットと異なる構築されました回転ディスク表面の法線キロヘルツ。 20.3、40.6、および87ミリメートル/秒:効果的な摩擦力、体積減少、および表面粗さなどの摩擦や摩耗メトリックはなく、かつ4 MPaの3つの異なる滑り速度へ1の一定の圧力で超音波振動を用いて測定されています。光学的プロフィルは、摩耗表面を特徴付けるために使用されます。効果的な摩擦力は、20.3 mm /秒で62%減少します。一貫して超音波潤滑のための既存の理論で、摩擦力の減少率(%)は、87ミリメートル/秒でダウン29%の摩擦力低減のために、速度を向上させると共に減少します。摩耗の減少は考え3速度で(49%)は、本質的に一定のままです。
Introduction
彼らはお互いにロールに対してスライド時や摩擦は2接触面の界面に存在します。摩擦は、通常、研磨剤または接着剤の摩耗に伴って起こる。1超音波、高周波現象の背後にある科学である、すなわち、音響範囲(20キロヘルツ)以上の周波数で進行波です。超音波の分野は根本的に異なる二つの体制を包含する。一つのレジームは、医療用超音波や構造物の非破壊検査などの画像形成プロセスで利用されるもののような低強度の波を含みます。他の高エネルギー波は、例えば、プラスチックや金属の溶接などのエンジニアリングプロセスを実行または支援するために利用される高パワーレジームです。これは、滑り接触における2つの表面の界面における超音波振動の後者の種類のアプリケーションは、界面での効果的な摩擦力を低減することが示されています。この現象は、超音波潤滑として知られています。
達成するために2スライドのオブジェクト間の超音波の潤滑は、超音波周波数での相対的な振動は、それらの間に確立されなければなりません。振動は、典型的には、縦、横、または滑り速度に対して垂直方向のいずれか2つのオブジェクトのいずれかに適用されます。その先端が摩擦計の回転円板に垂直な方向に振動するように、この研究では、摩擦計のピンは、ピエゾアクチュエータが取り付けられています。圧電材料は、励起場と同じ周波数で振動し、電界に曝されたときに変形する「スマート」材料のクラスです。圧電材料は、よくMHzの範囲内の周波数で振動することができます。巨視的速度に重畳されて、超音波振動を併用して効果的な摩擦力及び表面摩耗の低減につながる瞬間摩擦力との間の接触面の方向を交互にする効果を有します。 超音波摩擦低減が実際の製造システムで実証されています。例えば、この技術は、金属加工や、穴あけ、押す、シート圧延、及び伸線などの形成プロセスにおける工具とワークピースとの間の力を減少させるために利用されています。利点は、改善された表面仕上げ2、最終製品から潤滑剤を除去するために高価であり、環境に有害な洗剤の必要性の減少が含まれます。他の分野での超音波潤滑の潜在的な用途は、同様にあります。例えば、超音波潤滑は、実質的に潤滑剤又はコーティングの必要性を排除することによって、パーソナルヘルスケア製品におけるユーザー体験を向上させることができます。車両シートとレールとの間の摩擦低減が他の従来の成分とmechaniによって占有される空間及び質量を節約する、シートの動きを容易にする一方で、自動車用途では、摩擦調節は、ボールジョイントの性能を向上させることができSMS。超音波潤滑もパワートレインとサスペンションシステムで摩擦を低減することにより、燃費を向上させるのに役立つことができる。従来の潤滑剤を使用することができない宇宙用途、3に、超音波潤滑摩耗を低減し、大幅に重要なコンポーネントの寿命を延長するために使用することができます。
超音波潤滑を通して摩擦低減の実験室でのデモは非常に多いです。摩擦低減が適用超音波振動と超音波潤滑摩擦力なしで測定された摩擦力との差として定量化されます。いずれの場合においても、摩擦力が直接力センサで測定されます。リットマンら4-5力センサとフレームが摩擦力を測定し、通常の負荷を適用するために設置されたのスライダに圧電駆動アクチュエータを接続します。空気圧アクチュエータは、ガイドレールに沿ってアクチュエータとともに、スライダをプッシュするために使用されました。 UltrasoniC振動は、縦すべり速度の方向に適用しました。 BharadwajとDapino 6-7は、スタックの両端に円錐状の導波路に接続された圧電スタックアクチュエータを用いて同様の実験を行いました。連絡先は、コーンの球状端部とガイドレールの表面との間に起こりました。このような接触剛性、通常の負荷、およびグローバル剛性などのシステムパラメータの影響を検討しました。クマーとハッチング8は、超音波トランスデューサによって励起されたソノトロードのピンを設置しました。超音波振動が発生し、工具鋼の表面と接触するように配置されたピンに伝達されました。垂直力は、空気圧シリンダによって塗布し、ロードセルによって測定しました。ピンとディスクとの間の相対運動は、往復テーブルで作成されました。
PohlmanとLehfeldt 9もピンオンディスク実験を実施しました。他の研究とは異なり、彼らはmagnetostrictを採用しました超音波振動を発生するようにIVEトランスデューサ。振動方向は、縦方向、横方向、および巨視的な速度に垂直になるように超音波摩擦低減のための最適な方向性を検討するために、変換器は、慎重に整列させました。彼らは、乾燥した潤滑面の両方に超音波摩擦低減を検討しました。ポポフら10は、円錐状の導波路とのアクチュエータを利用しました。アクチュエータは回転するベースプレートと接触させて配置しました。様々な硬度を持つ9材料で作られたコーンは、超音波摩擦低減の材料硬度の影響を研究するために採用されました。ドンとDapino 11-13は、丸い縁を有する角柱状の導波路に超音波振動を発生し、送信するために圧電変換器を使用していました。縦振動は、ポアソン効果による上下方向の振動が発生します。湾曲したトップとスライダーは、導波管の下と接触させて配置しました。フレームは接触界面での垂直力を適用するために建てられました。 T彼は、スライダは、導波路の中心領域の周囲に手動で引っ張りました。摩擦力がスライダに接続されたロードセルにより測定しました。
超音波によって誘発される摩耗の低減も調査し、実証されました。容積減少、体重減少、及び表面粗さの変化は、wear.Chowdhuryの重症度を定量化するために使用されるとHelali 14は、ピンオンディスクセットアップで回転ディスクの振動しました。振動は、回転ディスクの下に位置する二つの平行板の支持構造体によって生成されました。天板、底板の上面に刻まれたスロットにスライドオフセンター底面に設置球状のボールを持っています。天板が回転中に垂直方向に移動するようにスロットを定期的に可変の深さで加工しました。周波数は、回転速度に応じて約100ヘルツの範囲でした。
ブライアント、ヨーク15〜16は、W上のマイクロ振動の影響を研究し耳の削減。彼らは、紡績スチールディスクとコイルスプリングに接続されているもう一方の端に載置一端とホルダーを介してカーボン筒を挿入しました。振動のためのスペースがありませんでしたように、一つのケースでは、シリンダはぴったりホルダーに取り付けました。シリンダが回転ディスクと接触していた間に、他の例では、隙間は、シリンダの微小振動を可能にするために放置しました。シリンダーの重量損失は、摩耗率を計算するために測定されました。これは、自己生成微小振動は最大50%の摩耗を低減する助けたことが示されました。
後藤と芦田17-18もピンオンディスク実験を採用しました。彼らは、テーパーコーンとホーンを経由して変換器を備えたピンのサンプルを接続します。ピンは、ディスク面に垂直な方向に振動します。質量は、通常の負荷を適用するため、その上に変換器に接続しました。摩擦力は、ディスクを回転させるために適用されたトルクから変換されました。摩耗は、両方のための接着剤として同定されましたピン及びディスクは炭素鋼で作られていました。摩耗率は、体積減少の測定値から計算しました。
これは、線速度が超音波潤滑に重要な役割を果たしていることが示されています。本研究の実験的構成要素は、線速度の摩擦と摩耗の減少の依存性に焦点を当てています。
Subscription Required. Please recommend JoVE to your librarian.
Protocol
変更された摩擦計の開発1。
- チャック・モーター・サブシステムをインストールします。
- レベル防振テーブル。テーブルの上に、DCモータを配置します。シム付モータを水平にし、支柱とボルトで固定します。モーターの周りの支持フレームを配置します。
- キーを使用してモータ軸にスプラインシャフトを接続します。スプライン軸は、プレートの穴を通過してフレームに支持板を置きます。セットは、支持板上とスプライン軸を中心にニードルころ軸受スラスト。切削液とのベアリングに注油。
- スプライン片側の軸継手と反対側のチャックのボルトパターンを有するアダプタプレートを介して、チャックにスプラインシャフトを接続します。この時点で、チャックは、スラスト軸受を介してフレームに支持されており、アダプタプレートを介してモータに接続されています。
- gymbalアセンブリを取り付けます。
- Uチャンネルストラット、ブラケットを使用して、支持フレームを構築し、ボルト。柱の4つの長いストラットを使用し、クロスビームとして3短いものを使用しています。
- ブラケットとボルトを使用して、防振テーブルに4つの柱を固定します。ボルトとナットを使用して中間クロスビームにgymbalアセンブリを接続します。
- gymbalアセンブリに横長のロードセルを取り付けます。ワイヤーでgymbalアームに反対側を接続している間堅く、gymbalアセンブリのフレームにロードセルの一方の側を接続します。
- 圧電アクチュエータを組み立てます。
- 圧電スタックの穴を通って長い、完全にネジ棒3を挿入します。 1洗濯機とスタックの両端に1つずつのナットを入れて。 1ナットの端から突出したスレッドの約1/8を残します。
- スタック内のプリロードを作成するために、両端にナットを締めます。ナットとワッシャを使用してgymbalアームへの長い露出のスレッドを接続します。チャックでピエゾアクチュエータ、挿入ディスクのもう一方の端の上にスレッドドングリナット(このドングリナットディスク)をセット・アップの目的ではなく、試験のために使用されます。
- ドングリナットがディスクの上に接しているとgymbalアームが水平になるようにgymbalアセンブリの高さを調整します。
- ドングリナットとディスクとの間の接触点が離れてディスクの回転中心から約25mmになるようにgymbalアセンブリの位置を調整します。安定性を確保するために、セットアップ内のすべてのボルトを締めます。
- 信号生成、信号増幅、及びデータ収集サブシステムをセットアップします。
- ラボのコンピュータにデータ収集システムを接続します。電気増幅器の入力に信号発生器の出力を接続します。圧電スタックの入力線でアンプ出力を接続します。データ収集システムにアンプのモニターを接続します。
- 信号調整にロードセルを接続し、データ収集システムに信号コンディショナの出力を接続してください。
- 追加のセットアップ。
- 空気を店にエアーホースを接続します。その出口は、ピエゾアクチュエータを指していることを、このようなフレームにホースの端を固定します。ピエゾアクチュエータに熱電対の先端をテープで固定します。読者に熱電対のリード線を接続します。フレームにリーダーを掛けます。
2.試験前の準備
- モータの回転速度を調整します。
- チャックのリムに磁石を取り付けます。チャックの近くに配置し、ホール効果プローブ。それがデータ収集システムに接続されてガウスメータするホール効果プローブの出力を接続します。
- データ収集ソフトを開いて、データ収集を開始します。モーターをオンにします。 10(モータが提供する最低の回転数)にモータコントローラのスピードノブを回します。モータは10回転の回転の後、モーターをオフにします。データ収集を終了します。
- 保存したデータを分析します。ガウスメーターからの出力信号の2つのピークの間の時間は、腐敗に対するモータのための時間です1回転を食べました。
- 10刻みで10〜100(最高回転速度、モータが提供)からノブを回して、繰り返しは、2.1.3に2.1.2を繰り返します。
- ドングリナットとの界面に垂直力を測定するためのディスク間の負荷センサパッドを配置します。細かく機械旋盤を使用してテストディスクの表面。
- 試験の直前にテストされるドングリナット、ディスクを清掃してください。
- プラスチック手袋の上に置き、ラボワイプのmask.Prepare片に直面しています。 1インチの正方形にそれらを折ります。組織の正方形にエタノールを噴霧。優しく彼らとドングリナットとディスクの表面を拭いてください。
- クリーンドングリナット、ディスクをインストールします。
- オープンエンドレンチで締め、ピエゾアクチュエータにドングリナットを通します。チャックにディスクを挿入します。ドングリナットの先端がディスク表面に接触していることを確認するために位置を調整します。
- ディスクとgymbalアームの上面の位置を合わせます。そうチャックを締めディスクがしっかりと保持されます。
- ディスクの回転の振れを測定します。
- 固定具にレーザー変位センサーをインストールし、摩擦計の隣に固定具を配置します。ディスクがセンサーの範囲内にあり、レーザー光がディスクに垂直になるように、センサの高さと角度を調整します。
- データ収集システムにセンサーの出力を接続します。データ収集を開始します。モーターの電源を入れて、10回転するディスクを回転させます。モーターをオフにします。データ収集を終了します。
3.テストを実行
- 超音波振動を用いた試験。
- ワイヤと両プーリを介してgymbalアームに接続する1つのフックにハング2 N個の重量。重みはドングリナットとディスクとの間の垂直荷重を適用するために使用されます。
- ロードセルに水平予張力を提供するために、gymbalアームに接続されている他のフックに別の2 N個の重みを掛けます。
- 信号を設定します。DCとの連続的な正弦波信号を提供するために、発電機は、V 3の振幅、および22 kHzの(圧電アクチュエータの共振周波数)の周波数、3 Vのオフセット。オフセット3 Vはピエゾアクチュエータの張力を防ぐために使用されることに注意してください。
- データ集録(低減された摩擦力)を起動します。アンプの電源をオンにし、4.67の実際の利得(ゲインつまみの数字は任意である)に相当する15のゲインつまみを回します。
- モーターをオンにします。 20.3ミリメートル/秒の線速度を提供するために、6.67回転数に回転数を設定します。 4時間のテストを実行します。
- モータ・アンプの電源を切り、データ収集を停止します。セットアップからテストドングリナットとディスクを削除します。繰り返し新しいドングリナット、ディスクをインストールするには、2.5から2.3を繰り返します。
- 繰り返して、3.1.6に3.1.1を繰り返します。ステップ3.1.5では、それぞれ、40.6ミリメートル/秒と87ミリメートル/秒の線速度を提供するために、13.3 RPMと28.7のrpmに回転速度を設定します。 2および0.94時間のテストを実行しcorrespondingly。
- 超音波振動のないテスト。
- ドングリナッツやディスクを変更する手順を繰り返し3.1.6。繰り返し(測定摩擦が固有の摩擦である)信号発生器と信号増幅器をオフにして3.1.6に3.1.1を繰り返します。
4.光学プロフィル測定
- 測定準備
- ステップ2.3を使用して測定する直前にディスクを清掃してください。ディスクのリムの周りに8均等に分散マークを作成します。プロフィルソフトウェアを開きます。
- レンズと試料台との間に十分な隙間があるように、レンズを上げます。サンプルプラットフォームをレベルです。プラットフォームにワイプラボの作品を配置します。
- ゆっくりプロフィルの正面を向い8マークのいずれかの組織の上にサンプルを置きます。
- 測定設定。
- 処理タイプとしてVSI(副走査干渉)を選択します。以下のための5倍のレンズを選択ビューと全体の形状の大規模なフィールド。 2.4ミリメートル1.8ミリのスキャン領域に対して0.55X倍率を選択してください。
- 1Xスキャン速度を選択してください。 -100メートルから100メートルにスキャン範囲を設定します。画面上のぼやけた画像があるまで、サンプルに向かって下方にレンズを持参してください。画像がクリアされるまで、レンズの高さを調整します。
- 測定毎に平均するスキャンの数として2を選択してください。測定ボタンをクリックします。
- ポスト測定手順。
- サンプル全体の傾きの生画像を補正するために、ソフトウェアで定義されたビジョンのレシピを使用してください。ソフトウェアで解析ツールボックスを開きます。
- 「基本統計」の項目から測定粗さの値を取得します。 「音量」の項目から、スキャンエリア内の摩耗痕の測定した体積の損失を取得します。
- x、y方向に1次元プロファイルのイメージを保存し、2次元プロファイル、3D形状、ならびに粗さ値のテーブル。番目までのサンプルを時計回りに回しE次のマークは、プロフィルの前に直面しています。
- 繰り返して、残り7マークのために4.2〜4.3を繰り返します。
- 繰り返し4.1を繰り返します。すべての6つのディスクに4.4へ。
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
ここに提示された代表測定値は、図1に示す変形摩擦計から得た。圧電アクチュエータ22キロヘルツの周波数で2.5ミクロンの振幅で振動を発生させます。摩擦の依存性を研究し、線速度の低下を着用するために、3つの異なる速度(20.3、40.6、および87ミリメートル/秒)は、モータの回転速度を変更することにより、ディスクに適用しました。すべての3つのグループの場合、ディスクの回転数とピンの移動距離は、それぞれ1600と292.5メートル、として選択しました。公称回転直径は50 mmでした。かかる法線力、振動周波数、振動振幅のような他のパラメータは、すべての試験( 表1)について同じままでした。
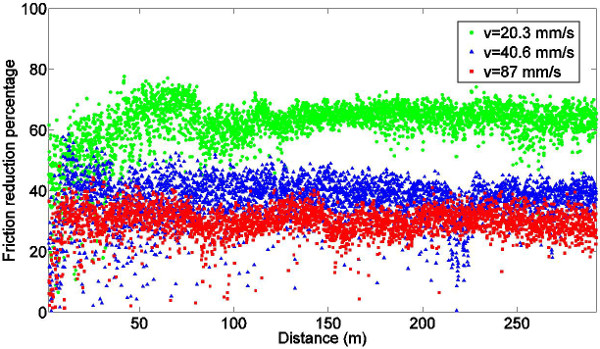
摩擦力は、2秒のサンプリング窓を利用して400ヘルツの周波数でサンプリングした。 図2は、単一のサンプリング窓からの典型的なデータを示しています。観察fluctuatio摩擦力のnがスティックスリップをするために起因します。摩擦力の平均値を計算し、 図3のピンの移動距離に対してプロットした。超音波振動との摩擦力が「×」のマーカーで示されている固有の摩擦力は、図中のドットで表現されます。緑、青と赤が20.3ミリメートル/秒、40.6ミリメートル/秒、および87ミリメートル/秒でテストデータのためにそれぞれ使用されています。各試験からの摩擦力は、定常状態動作が達成されると、実質的に一定のままです。
ディスクの振れは、通常の力の変化をもたらし、ピンとgymbalアセンブリの上下運動から慣性加速の原因となります。 図3に示すように、結果として、測定された摩擦力が変動する。なお、 図2において観察された変動は、スティックスリップによるものであることが強調されます。システムが定常状態の動作に達した後の摩擦力の平均値を考慮すると、 図図3は、摩擦力が超音波振動がシステムに適用されているかどうかにかかわらず、より高い線形速度で高いことを示しています。この結果は、力-速度曲線が低い線形速度19-21ための正の傾きを有することを示した以前の研究と一致しています。
摩擦低減率は以下のように定義されます
1。 
ここで、(ステップ3.2で測定した超音波振動力なし)固有の摩擦力であり、超音波振動(ステップ3.1.4で測定)との摩擦力です。それぞれの線速度で減少率は 、図4にピンが移動した距離に対してプロットされている。超音波振動は、試験したすべての3つの直線速度に対して定常状態の摩擦力を減少させるが、パーセンテージは線速度が増加するにつれて減少します。
測定された定常状態の摩擦力、安定距離、および摩擦低減率を表2に記載されている。超音波振動が安定した到達する摩擦力のために、より短い距離をもたらす酸化物層を破壊し、ピンとディスクとの間の安定した接触を形成するプロセスを容易にします超音波振動が存在している状態。
摩耗は、異なる硬度を有する材料の表面上との間で起こる。22によりステンレス鋼(700〜950キロ/ mm 2)とし、アルミニウム(45〜50キロ/ mm 2)との硬度差を、摩耗を研磨剤として同定されますこの研究インチディスク上の摩耗溝は画像Bは、D、Fは、振動なしのデータでありながら5写真A、C、Eは 、超音波振動を用いた試験に対応する図に示されています。これは、超音波振動を印加したとき、溝はより不均一で非反射現れることが分かります。
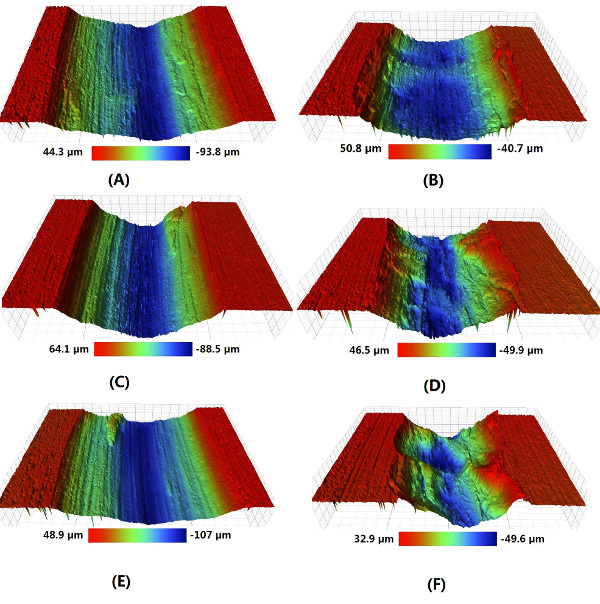
三次元Profiles、表面粗さの値が、溝の容積損失はプロフィルスキャンから得られます。超音波振動と溝の3-Dプロフィール( 図6のBは、D、F)は、超音波振動は、摩耗の減少を引き起こすことを示唆している( 図6のA、C、E)振動することなく、より狭くより少ない滑らかな、そしてものよりも浅い現れます。
摩耗低減の程度を定量化するために、摩耗率は以下のように定義されます
2。 
ここで、(ステップ4.3.2で測定さ)mm 3のディスク容量の損失があり、メートル( 表1)でピンが移動した距離です。摩擦低減率と同様に、摩耗の減少率は以下のように定義されます
3。 
ここで、(超音波振動なし)固有の摩耗率であり、と摩耗率であります超音波振動を印加。表中のデータは、超音波振動の摩耗低減の指標である、存在する場合率および表面粗さパラメータが小さい着用3に示します。摩耗減少率は、速度の増加に伴って実質的に一定のままです。





ページ内= "常に"> 
図1。実験のセットアップ:(A)全体の摩擦計;(B)モータと、(C)支持フレーム;(D)詳細gymbalアセンブリと、(E)は、圧電アクチュエータと、および(F)システム概略図。 (この図は、13から変更されています。)

1サンプリング窓から図2.一般的なデータ。(この図は13から変更されている。) この図の拡大版をご覧になるにはこちらをクリックしてください。
931fig3.jpg "/>
様々な速度での超音波振動とない図3の摩擦力。(この図は13から変更されている)、この図の拡大版をご覧になるにはこちらをクリックしてください。

図4は、式から算出した摩擦低減を測定しました。 (1)。(この図は13から変更されている)してくださいこちらをクリックしてください 。この図の拡大版を参照してください。

図5.摩耗溝が超音波vibrで得られましたations(A、C、およびE)、および超音波振動(B、D、及びF)することなく、各列は、線速度に対応する:20.3ミリメートル/ 秒(A、B)を 、 40.6ミリメートル/ 秒(C、D)。そして、87ミリメートル/ 秒(E、F)。 (この図は、13から変更されています)

摩耗溝の図6の3Dプロファイルを超音波振動(A、C、およびE)なしで得られた超音波振動(B、D、およびF)と各行は線速度を表し:20.3ミリメートル/ 秒(A、B)を 、 40.6ミリメートル/ 秒(C、D)。そして、87ミリメートル/ 秒(E、F)。 (この図は13から変更されている)してくださいこちらをクリックしてください 。この図の拡大版を参照してください。
| パラメータ | 値 | ||
| グループ | 1 | 2 | 3 |
| 線速度(ミリメートル/秒) | 20.3 | 40.6 | 87 |
| 実行時間(時間) | 4 | 2 | 0.93 |
| ピンの移動距離(メートル) | 292.5 | ||
| 革命 | 1,600 | ||
| ピン材質 | ステンレス鋼316 | ||
| ディスク材料 | アルミ2024 | ||
| 公称垂直力(N) | 3 | ||
| ディスクランアウト(ミリメートル) | 0.0286 | ||
| 米国の周波数(kHz) | 22 | ||
| 米国の振幅(ミクロン) | 2.5 | ||
| 公称溝径(ミリメートル) 50 | |||
| 公称温度(°C) | 21±1 | ||
| 公称作動温度(°C) | 31±1 | ||
| 環境 | 研究室の空気 | ||
| サンプリング周波数(Hz) | 400 | ||
摩擦計のテストで利用表1のパラメータ。(この表は、13から変更されています)
| 線速度(ミリメートル/秒) | 米国 | 定常状態の摩擦(N) | 定常状態を達成するための距離(メートル) | 摩擦低減(%) |
| 20.3 | ノー | 1.024±0.063 | 4.17 | 62.22 |
| はい | 0.379±0.041 | 2.78 | ||
| 40.6 | ノー | 1.201±0.055 | 11.61 | 36.11 |
| はい | 0.748±0.035 | 7.21 | ||
| 87 | ノー | 1.472±0.064 | 8.94 | 29.32 |
| はい | 1.041±0.056 | 4.64 |
表2定常状態の摩擦力は、定常状態、および摩擦低減を達成するために、距離(この表は、13から変更されています)
| 線速度(ミリメートル/秒) | 米国 | R(μm)と | R qを(ミクロン) | R tの(ミクロン) | 率(ミリメートル3 / m)を着用 | 接触回数 | |
| 20.3 | ノー | 18.829 | 21.421 | 124.35 | 2.237×10 -2 | 45.76 | |
| はい | 17.238 | 18.975 | 87.011 | 1.214×10 -2 | 3.17×10 8 | ||
| 40.6 | ノー | 21.647 | 22.673 | 109.28 | 2.581×10 -2 | 48.18 | |
| はい | 17.289 | 19.922 | 106.42 | 1.338×10 -2 | 1.58×10 8 | ||
| 87 | ノー | 19.825 | 21.921 | 130.52 | 2.43×10 -2 | 48.63 | |
| はい | 17.606 | 111.25 | 1.248×10 -2 | 7.39×10 8 |
摩耗率、接点の数、および表面粗さパラメータ(;ルートは、二乗平均、算術平均プロファイルの最大高さ)の表3の比較。(この表は、13から変更されています)
Subscription Required. Please recommend JoVE to your librarian.
Discussion
実験は、超音波、摩擦や摩耗の低減に線速度の影響を研究するためにこのプロトコルを使用して行きました。測定は、超音波振動を効果的に摩擦を低減し、3つの線形速度で着用することを示しています。前の観察と一致し、摩擦低減の量は、87ミリメートル/秒で29.3%に20.3ミリメートル/秒で62.2パーセントから減少。摩耗の減少は線速度(48.6パーセントに45.8パーセント)を変更するとごくわずかです。
超音波が物質を透過するときに、このようなヤング率および降伏強度などの材料特性が変化してもよいです。これは、多くの場合、超音波軟化23と呼ばれています。圧電アクチュエータ及びセットアップの他の部分との間の剛性差に起因するこの研究では、アクチュエータによって作成された22 kHzの振動の振動モードが、実験的なセットアップの他の部分に送信しませんでした約100 Hzで構造が興奮していたときに、超音波VIB配給を適用しました。ピンとディスクとの間の界面に、超音波振動は、界面での温度上昇の原因となる発熱を引き起こします。しかし、東及びDapinoによって行われた実験に基づいて、温度上昇は、材料特性にごくわずかな変化を引き起こすの範囲です。
この実験の1つの制限は、ピンの上下運動、gymbalアーム、および重量を引き起こす可能性がありますディスクのウォブルを、排除する機構がないということです。実際の垂直力の変動で移動質量結果の加速は、したがって、摩擦力が測定された、インターフェイスで適用されます。そのため、モータ軸、スプラインシャフト、チャック、およびディスクがレベルであることを確認することが重要です。ウォブルの量が最小化されたときに、実験の変動を低減することができます。
それは、ドングリナットが試験中に緩まないようにしっかりと圧電アクチュエータにドングリナットを締めることも重要です。ウルトラ音波振動は振動がインタフェースに送信されない場合は、摩擦力を低減する効果がありません。摩擦力が急にテスト中に、より高いレベルにジャンプした場合、それが原因ドングリナットとアクチュエータとの間接触不良の可能性が高いです。それは容易に検出することができるので、この問題は、ブザー音を伴います。
電動ピエゾアクチュエータには冷却が採用されていない場合、急激に温度を上昇させることができる熱を発生します。これは、熱を除去し、アクチュエータの温度を一定に保つために適切なレベルへの空気の流れを調整することが重要です。圧電アクチュエータは超音波振動することなく、試験のためにオフにしても試験条件は、すべての試験について同じままであるように、同じ空気の流れが依然として適用されるべきです
従来の研究と比較すると、このプロトコルは、摩擦を研究し、体系的に、以前に行われていなかった同様の試験で、同時に着用します。 gymbalアセンブリは、測定された作動力またはそのような変形やトルクなどの他の物理的パラメータから、摩擦を導き出すのいずれか他の方法より界面での摩擦力を測定するためのより直接的なアプローチを可能にします。これらの試験のために設計され、構築されたディスクホルダーは、様々な寸法、材料、および表面粗さを有するテストサンプルの便利な変更を可能にします。光学プロフィルは、3Dプロファイルとボリューム減少または体重損失測定よりも摩耗傷のより詳細な理解を提供し、摩耗の減少を、研究する表面粗さなどの情報を提供します。これらの利点に、このプロトコルは、超音波摩擦の依存性を調査し、このような垂直応力は、材料の硬さ、表面粗さ、及び振幅のような多くの他のパラメータに還元を着用するために利用することができます。
Subscription Required. Please recommend JoVE to your librarian.
Acknowledgments
著者は彼らの技術サポートと現物での寄付のためのホンダR&DからNASAグレンとデュアンデトワイラーからティム・クランツを承認したいと思います。この研究のための財政支援は、スマート車の概念センター(www.SmartVehicleCenter.org)、国立科学財団産業/大学共同研究センター(I / UCRC)の会員団体から提供されました。 SDはスマート車の概念大学院フェローシップとオハイオ州立大学大学院から大学フェローシップによってサポートされています。
Materials
| Name | Company | Catalog Number | Comments |
| DC Motor | Minarik | SL14 | |
| Electrical amplifier | AE Techron | LVC5050 | |
| Signal conditioner | Vishay Measurements Group | 2310 | |
| Signal generator | Agilent | 33120A | |
| Piezoelectric stack | EDO corporation | EP200-62 | |
| Load cell | Transducer Techniques | MLP-50 | |
| Load sensor pad | FlexiForce | A201 | |
| Laser meter | Keyence corporation | LK-G32 | |
| Hall-effect probe and gaussmeter | Walker Scientific, Inc. | MG-4D | |
| Data acquisition module | Data Physics | Quattro | |
| Data acquisition software | Data Physics | SignalCalc Ace | |
| Thermocouple reader | Omega | HH22 | |
| Optical profilometer | Bruker | Contour GT | |
| Profilometer operation software | Bruker | Vision 64 |
References
- Bhushan, B. Introduction to tribology. , John Wiley & Sons. New York. (2002).
- Severdenko, V., Klubovich, V., Stepanenko, A. Ultrasonic rolling and drawing of metals. , Consultants Bureau. New York and London. (1972).
- Taylor, R., Coy, R. Improved fuel efficiency by lubricant design: a review. Proc. Instit. Mech. Eng., Part J: J Eng. Tribol. 214 (1), 1-15 (2000).
- Littmann, W., Storck, H., Wallaschek, J. Sliding friction in the presence of ultrasonic oscillations: superposition of longitudinal oscillations. Arch. Appl. Mech. 71 (8), 549-554 (2001).
- Littmann, W., Storck, H., Wallaschek, J. Reduction in friction using piezoelectrically excited ultrasonic vibrations. Proc. SPIE. 4331, (2001).
- Bharadwaj, S., Dapino, M. J. Friction control in automotive seat belt systems by piezoelectrically generated ultrasonic vibrations. Proc. SPIE. 7645, 7645E (2010).
- Bharadwaj, S., Dapino, M. J. Effect of load on active friction control using ultrasonic vibrations. Proc. SPIE. 7290, 7290G (2010).
- Kumar, V., Hutchings, I. Reduction of the sliding friction of metals by the application of longitudinal or transverse ultrasonic vibration. Tribol. Int. 37 (10), 833-840 (2004).
- Pohlman, R., Lehfeldt, E. Influence of ultrasonic vibration on metallic friction. Ultrasonics. 4 (4), 178-185 (1966).
- Popov, V., Starcevic, J., Filippov, A. Influence of Ultrasonic In-Plane Oscillations on Static and Sliding Friction and Intrinsic Length Scale of Dry Friction Processes. Tribol. Lett. 39 (1), 25-30 (2010).
- Dong, S., Dapino, M. J. Piezoelectrically-induced ultrasonic lubrication by way of Poisson effect. Proc. SPIE. 8343, 83430L (2012).
- Dong, S., Dapino, M. J. Elastic-plastic cube model for ultrasonic friction reduction via Poisson effect. Ultrasonics. 54 (1), 343-350 (2014).
- Dong, S., Dapino, M. J. Wear Reduction Through Piezoelectrically-Assisted Ultrasonic Lubrication. Smart. Mater. Struct. 23 (10), 104005 (2014).
- Chowdhury, M., Helali, M. The effect of frequency of vibration and humidity on the wear rate. Wear. 262 (1-2), 198-203 (2014).
- Bryant, M., Tewari, A., York, D. Effect of Micro (rocking) vibrations and surface waviness on wear and wear debris. Wear. 216 (1), 60-69 (1998).
- Bryant, M., York, D. Measurements and correlations of slider vibrations and wear. J. Tribol. 122 (1), 374-380 (2000).
- Goto, H., Ashida, M., Terauchi, Y. Effect of ultrasonic vibration on the wear characteristics of a carbon steel: analysis of the wear mechanism. Wear. 94, 13-27 (1984).
- Goto, H., Ashida, M., Terauchi, Y. Wear behaviour of a carbon steel subjected to an ultrasonic vibration effect superimposed on a static contact load. Wear. 110 (2), 169-181 (1986).
- Robinowicz, E. The friction and wear of materials. , Wiley. New Jersey. (1965).
- Bowden, F., Freitag, E. The friction of solids at very high speeds. Proc. R. Soc. A. 248 (1254), 350-367 (1985).
- Burwell, J., Rabinowicz, E.
- Cocks, M.
- Rusinko, A. Ultrasound and Irrecoverable Deformation in Metals. , LAP Lambert Academic Publishing. Saarbrücken. (2012).

{kind=link}
{kind=link}