Eight different aluminum oxide layer manufacture parameters were used as the fabrication factors which we used to analyze the influence on the TFT performance. These factors are enumerated in Table 1, where the corresponding “low” (-1) and “high” (+1) values for the two-level factorial DOE are presented.
For simplicity, each manufacturing factor was named by a capital letter (A, B, C, etc.) and the corresponding “low” or “high” level represented by -1 and +1, respectively. The Placket-Burman DOE matrix considering eight factors varying in two levels results 12 experimental runs, with the combination of levels given by Table 2.
Each experimental run from Table 2 defines the fabrication conditions used to produce the Al2O3 layer used as the dielectric layer of a set of transistors with similar expected characteristics. Each set of transistors was electrically characterized by the TFT output and transfer curves. To obtain the mobility in the TFT saturation regime, we use the relationship between the channel current (ID) and the gate voltage:
 (3)
(3)
where w is the channel width, L, the channel length, and Ci, the dielectric layer capacitance per unit area. The transfer curve for a TFT built according to manufacturing parameters given by run #3 from Table 2 is shown in Figure 1. The ID1/2 vs. VG curve is also depicted in Figure 1, allowing the evaluation of the TFT mobility (µ) from the slope of the curve and the threshold voltage (Vth) from the extrapolation of the linear region to the horizontal axis.
The values for the mobility for all built transistors according to the 12 runs parameters were computed in a table and used to feed input of the PB DOE assembled using the DOE/ANOVA analysis software (Chemoface). For each set of fabrication parameters, 6 replicated TFTs were built, resulting in 72 devices. By performing ANOVA, it is possible to rank the most significant factors, which can be graphically expressed using a Pareto chart of effects as shown in Figure 2a. Figure 2 presents the results from the analysis considering the TFT mobility as the response parameter. Similar analysis can be done for different device response parameters (on/off ratio, Vth, etc.). Figure 2b shows the table of effects and corresponding factor significance. The results demonstrate that the most significant factor for the TFT mobility is the final voltage (H) used during the anodization process. The final voltage is directly proportional to the dielectric layer thickness. The growth ratio is about 1.2 nm/V, which results, for example, in a 48 nm thick layer when using a final voltage of 40 V. Other significant factors were (in the following order): the Al evaporation rate (factor B), the thickness of the Al layer (factor A), the water content in the electrolyte (factor C) and the pH of the electrolyte (factor E). Moreover, all significant factors were found to be “negative”, which means that the TFT mobility decreases as the factor is changed from the “low” (-1) level to the “high” (+1) level given by Table 1. The significance of the manufacturing factors can be used as a direction to obtain optimized TFT performance for a particular response parameter (TFT mobility, in the current case).
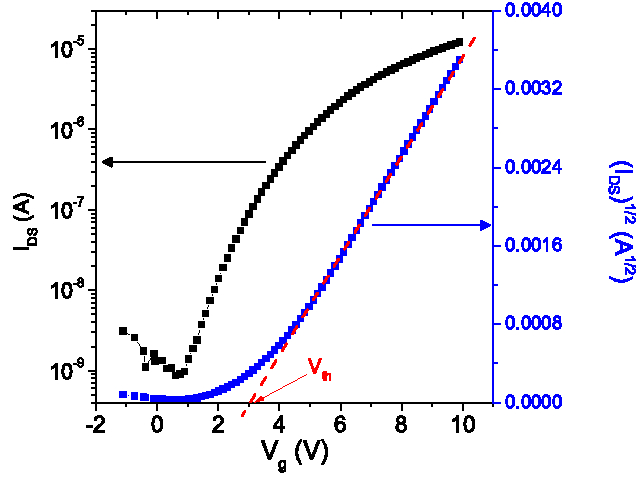
Figure 1: Transfer curve obtained from a TFT manufactured according to Run #3. The slope of the (IDS)1/2 vs. VG allows the determination of the TFT mobility and the intercept with the x-axis, the threshold voltage (Vth). Please click here to view a larger version of this figure.
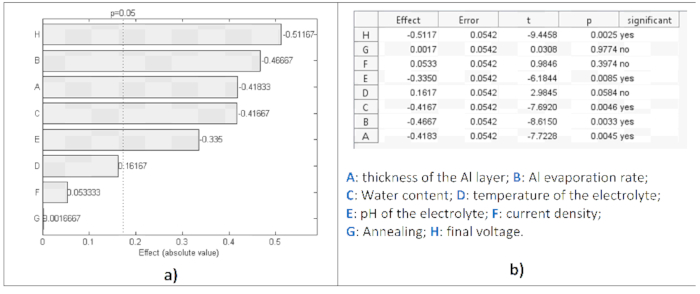
Figure 2: (a) Pareto chart of effects on the TFT mobility. (b) Table of effects and corresponding factor significance. Please click here to view a larger version of this figure.
| Factors | Unit | “Low” value (-1) | “High” value (+1) | |||||||||
| A | Thickness of Al-layer | nm | 60 | 200 | ||||||||
| B | Al evaporation rate | Å /s | 5 | 15 | ||||||||
| C | H2O content | % | 16 | 30 | ||||||||
| D | Temperature of electrolyte | C | 40 | 60 | ||||||||
| E | pH of the electrolytic solution | – | 6 | 5 | ||||||||
| F | Current density | mA/cm2 | 0.45 | 0.65 | ||||||||
| G | Annealing | C | No thermal treatment | Annealed at 150 oC | ||||||||
| H | Final voltage | V | 30 | 40 | ||||||||
Table 1: Manufacturing parameters of the aluminum oxide TFT dielectric layer. Each factor has a corresponding “low” (-1) or “high” (+1) value.
| Run | A | B | C | D | E | F | G | H |
| 1 | -1 | -1 | -1 | -1 | -1 | -1 | -1 | -1 |
| 2 | 1 | -1 | 1 | 1 | -1 | 1 | 1 | 1 |
| 3 | -1 | -1 | -1 | 1 | -1 | 1 | 1 | -1 |
| 4 | 1 | -1 | -1 | -1 | 1 | -1 | 1 | 1 |
| 5 | 1 | 1 | -1 | 1 | 1 | 1 | -1 | -1 |
| 6 | -1 | 1 | -1 | 1 | 1 | -1 | 1 | 1 |
| 7 | 1 | 1 | 1 | -1 | -1 | -1 | 1 | -1 |
| 8 | -1 | -1 | 1 | -1 | 1 | 1 | -1 | 1 |
| 9 | 1 | -1 | 1 | 1 | 1 | -1 | -1 | -1 |
| 10 | 1 | 1 | -1 | -1 | -1 | 1 | -1 | 1 |
| 11 | -1 | 1 | 1 | -1 | 1 | 1 | 1 | -1 |
| 12 | -1 | 1 | 1 | 1 | -1 | -1 | -1 | 1 |
Table 2: Plackett-Burman (PB) design of experiment matrix
