Fabrication and Characterization of Disordered Polymer Optical Fibers for Transverse Anderson Localization of Light
Summary
We develop and characterize a disordered polymer optical fiber that uses transverse Anderson localization as a novel waveguiding mechanism. This microstructured fiber can transport a small localized beam with a radius that is comparable to the beam radius of conventional optical fibers.
Abstract
We develop and characterize a disordered polymer optical fiber that uses transverse Anderson localization as a novel waveguiding mechanism. The developed polymer optical fiber is composed of 80,000 strands of poly (methyl methacrylate) (PMMA) and polystyrene (PS) that are randomly mixed and drawn into a square cross section optical fiber with a side width of 250 μm. Initially, each strand is 200 μm in diameter and 8-inches long. During the mixing process of the original fiber strands, the fibers cross over each other; however, a large draw ratio guarantees that the refractive index profile is invariant along the length of the fiber for several tens of centimeters. The large refractive index difference of 0.1 between the disordered sites results in a small localized beam radius that is comparable to the beam radius of conventional optical fibers. The input light is launched from a standard single mode optical fiber using the butt-coupling method and the near-field output beam from the disordered fiber is imaged using a 40X objective and a CCD camera. The output beam diameter agrees well with the expected results from the numerical simulations. The disordered optical fiber presented in this work is the first device-level implementation of 2D Anderson localization, and can potentially be used for image transport and short-haul optical communication systems.
Introduction
In a theoretical work by P.W. Anderson 1, it was shown that in the presence of disorder in a quantum electronic system, the diffusion process stops and localized electronic states develop. Anderson localization is a wave phenomenon that can also occur for classical waves such as light. Since the theoretical prediction of Anderson localization in optics 2,3, there have been many efforts to realize this phenomenon experimentally with electromagnetic waves 4,5. However, it has been very difficult to achieve strong localization because the optical scattering cross sections are often too small due to the low refractive index contrast of most optical materials. In 1989, De Raedt et al. 6 showed that it is possible to observe the Anderson localization in a quasi-two-dimensional disordered optical system with low refractive index contrasts. They showed that if the disorder is confined to the transverse plane of a propagating wave in a longitudinally invariant medium, the beam can remain confined to a small region in the transverse direction due to strong transverse scattering. Transverse Anderson localization was first observed in two-dimensional waveguides that were created by using interference patterns in a photo-refractive crystal 7. Fused silica is the other medium that has been used for the observation of transverse Anderson localization 8,9, where disordered waveguides are written using femtosecond pulses along the sample. The refractive index difference of disordered sites in the above mentioned systems are on the order of 10-4 , so the localization radius is quite large. Additionally, the typical waveguides are usually not longer than several centimeters; therefore, they may not be practical for guided-wave applications. We point out that the observation of transverse Anderson localization in a one-dimensional disordered waveguide was reported earlier in Ref 10.
The optical fiber developed here has several advantages over the previous realizations of transverse Anderson localization for guided-wave applications 11,12. First, the large refractive difference of 0.1 between the disorder sites of the fiber results in a small localized beam comparable to the beam radius of regular optical fibers. Second, the polymer disordered optical fiber can be made much longer than the disordered waveguides written externally into photorefractive crystals or fused silica. We were able to observe transverse Anderson localization in a 60-cm-long fiber 11. Third, the polymer disordered optical fiber is flexible, making it practical for real world device-level applications that rely on the transport of light waves in fibers 13.
In order to fabricate the disordered optical fiber, 40,000 strands of PMMA and 40,000 strands of PS were randomly mixed, where each strand was 8 inches long and 250 μm in diameter. The randomly mixed strands were assembled into a square cross-section preform with a side-width of about 2.5 inches. The preform was then drawn to a square optical fiber with a side width of about 250 μm (Figure 1). In order to randomly mix the original fiber strands, we spread a layer of PMMA fiber strands on a large table, added a layer of PS fiber strands, and then randomly mixed them together. The procedure was repeated many times until a good random mixture was obtained.
We used a scanning electron microscope (SEM) to image the refractive index profile of the disordered polymer optical fiber. Regular cleaving techniques such as using a sharp heated blade cannot be used to prepare the fiber samples for the SEM imaging of the fiber end to map its refractive index profile, because the blade damages the morphology of the fiber end. Polishing the fiber has a similar detrimental impact on the quality of the fiber end. In order to prepare high-quality samples for the SEM imaging, we submerged each fiber in liquid nitrogen for several minutes and then broke the fiber; if done on enough fiber samples, this method results in a few good fiber pieces (around 15% success rate) with very high-quality and smooth end surfaces for the SEM imaging. We then used a 70% ethyl alcohol solution at 60 °C for about 3 min to dissolve the PMMA sites on the fiber end; longer exposure can disintegrate the entire fiber end. We then coated the samples with Au/Pd and placed them in the SEM chamber. The zoomed-in SEM image of the disordered polymer optical fiber is shown in Figure 2. The light gray sites are PS and the dark sites are PMMA. The total width of the image is 24 μm where the smallest features sizes in this image are ~0.9 μm, corresponding to the individual site sizes of the fiber strands, after the draw process.
In order to characterize the waveguide properties of the disordered optical fiber, we used a He-Ne laser at 633 nm wavelength. The He-Ne laser is coupled to a single mode SMF630hp optical fiber with a mode field diameter of about 4 μm, which is then butt-coupled to the disordered polymer optical fiber using a high-precision motorized stage. The output is then imaged on a CCD camera beam profiler using a 40X objective.
In the first set of experiments, we chose 20 different disordered fiber samples, each 5-cm long; the 5-cm length was chosen to match the propagation length in our numerical simulations. The numerical simulations of the disordered fiber are generally very time consuming, even on a high performance computing cluster with 1,100 elements. The full transverse Anderson localization for the wavelength of 633 nm happens only after about 2.5 cm of propagation 11,12; therefore, we decided that the 5-cm length is sufficient for our purposes. Because of the stochastic nature of the Anderson localization, we needed to repeat both the experiments and the simulations for 100 realizations, in order to collect sufficient statistics to compare the experimental and numerical values of the average beam diameter. In practice, 100 different measurements are obtained by taking five spatially separated measurements on each of the 20 different disordered fiber samples.
It is fairly hard to prepare the disordered polymer optical fibers for measurements, compared with glass optical fibers. For example, one cannot use the advanced cleaving and polishing tools and techniques that are well-developed for standard silica-based fiber. A refined procedure for cleaving and polishing polymer optical fibers has been reported by Abdi et al. 14; we used their methods with some minor modifications to prepare our fiber samples. In order to cleave a polymer disordered optical fiber, a curved X-Acto blade is heated to 65 °C , and the fiber to 37 °C . The tip of the fiber is aligned on a cutting surface so that a clean, perpendicular cut can be made. The blade is placed on the side of the fiber, and quickly rolled across. The entire cleaving process should be done as fast as possible to ensure that the temperatures of the blade and fiber do not change considerably. After cleaving the fiber and inspecting it under an optical microscope, the fiber end is polished using standard fiber lapping sheets (0.3 μm Thorlabs LFG03P Aluminum Oxide Polishing Paper) to ensure that any minor imperfections are removed. To polish the fiber end, it is held in a pair of tweezers with the tweezers holding the fiber approximately 1.5 mm away from the end face being polished. The fiber is drawn over the paper in one-inch long figure-8-shaped paths, approximately eight times. Polishing the fiber results in smoother edges as inspected under the optical microscope. Moreover, polishing facilitates proper coupling to a localized spot in the fiber, which in turn reduces the attenuation both in the coupling and also in the initial propagation distance before the localized spot is formed.
We used a CCD camera beam profiler to image the output beam intensity. The near-field intensity profile was captured using a 40X objective. In order to find the boundaries of the fiber, we saturated the CCD by increasing the power of the incoming light from the SMF630hp fiber. After detecting the intensity profile of the localized beam with respect to the boundaries, we set the CCD beam profiler to the auto-exposure option. We used the image of the intensity profile in order to calculate the effective beam radius. In order to remove the effect of the ambient noise, we calibrated our image processing procedure to ensure that we obtain the expected beam diameter of the SMF630hp fiber. The average measured value of the beam radius and its variations around the average value agree well with the numerical simulations, as shown in Ref. 11. The output beam profile in the polymer fiber clearly follows a change in the position of the incident beam as shown in Refs. 11,12,13.
A comprehensive study of the impact of the design parameters such as the disorder site sizes and the incident wavelength on the beam radius of the localized beam was presented in Refs.12,15.
Protocol
1. Fabricating a Disordered Polymer Optical Fiber
- Spread about 200 of the PMMA strands on a table and spread the same number of PS strands on top of the PMMA. Mix and repack the strands. Repeat this procedure until 40,000 strands of PMMA are randomly mixed with 40,000 strands of PS.
- Assemble the randomly mixed strands into a square preform with a side width of about 2.5 inches.
- Draw the preform into an optical fiber with a diameter of 250 μm . The preform is drawn at Paradigm Optics Incorporated using their standard procedure 16.
2. Imaging the Refractive Index Profile of the Disordered Fiber
- Use an SEM such as Topcon ABT to image the refractive index profile of the resulting optical fiber.
- Submerge the polymer optical fiber samples in liquid nitrogen for about 10 min and then break in half.
- Submerge the broken tips of the samples in ethyl alcohol. Keep the temperature of the solution at about 65 °C. Leave the samples in the solution for about 3 min, until the ethyl alcohol dissolves the PMMA sites in the fiber.
- Coat each sample with a 10-nm-thick layer of Au/Pd and place the sample in the chamber of the SEM.
3. Preparing the Fiber Samples for Optical Characterization
- Prepare 5 cm long fiber samples.
- Heat a curved blade to 65 °C , and the fiber to 37 °C . Using the right temperatures prevents the deformation of the fiber tip that can occur in the cleaving process.
- Align the tip of the fiber on a cutting surface, so that a clean, perpendicular cut can be made. Place the blade on the side of the fiber, and then quickly roll across.
- Inspect the fiber tip using an optical microscope to make sure the fiber tip is cleaved perpendicular to the fiber sides. Keep the razor blade at a right angle in the cleaving process to prevent tilting of the tip.
- Use a polishing paper such as Thorlabs LFG03P Aluminum Oxide Polishing Paper (0.3 μm) to polish the fiber samples. To polish the fiber end, hold it in a pair of tweezers, with the tweezers gripping the fiber approximately 1.5 mm away from the face being polished. Draw the fiber over the paper in one-inch long figure-8-shaped paths, approximately eight times. Figure-8-shaped paths ensure that the whole tip is polished.
4. Measuring the Beam Profile of the Propagated Beam in the Fiber Samples
- Couple the He-Ne laser into a SMF630hp fiber using a 20X objective and two flat mirrors. Place the flat mirrors on stages with two degrees of freedom. Place the objective on a stage with three degrees of freedom. Initially keep the SMF fiber a distance of 8 mm away from the objective tip. Using the knobs on the mirror holders and the objective holder, illuminate the laser light to the tip of the fiber. Connect the other side of the SMF to a power meter. Couple power into the SMF using the knobs on the mirror holders as well as the transversal knobs on the objective holder. The efficiency of coupling can be significantly increased by using the longitudinal positioning knob on the objective holder. A coupled power of 1 mW is enough for the measurements.
- Couple the SMF630hp fiber to the polymer optical fiber using Thorlabs MAX343 motorized stage. The motorized stage can be moved in the three Cartesian directions. Using the transversal degrees of freedoms, couple the SMF fiber to the center of the polymer fiber tip. Using the longitudinal displacement of the stage, place the SMF fiber as closely as possible to the polymer fiber. A smaller air-gap between the SMF and polymer fiber reduces the expansion of the beam. Place the entire setup on a second motorized stage that moves in the longitudinal direction. The second motorized stage is used for imaging as will be described in 4.4.
- Using an optical microscope and a right-angled mirror, monitor the position of the SMF and polymer fiber to make sure that the SMF is coupled in the center of the polymer fiber, and that the air-gap between the two fibers is as small as possible. A small tilt in the polymer fiber tip or deformations in the polymer fiber tip because of cleaving or polishing processes can limit the minimum air-gap between SMF and polymer fiber. A small gap between the fibers is required because the SMF fiber should be able to move around at the tip of the polymer fiber. Place the SMF at the center of the polymer fiber solely to make the coupling process easier. During the experiment, transversely sweep the incident beam that comes out of the SMF across the tip of the polymer fiber to observe localization in different regions of the polymer fiber.
- Use a CCD camera beam profiler to measure the output of the fiber using a 40X objective. First, saturate the CCD camera to monitor the boundaries of the polymer fiber. Using the knobs on the objective holder, make sure that the polymer fiber boundaries can be observed on the CCD.
- Use a motorized stage that moves the whole setup (described in 4.2) longitudinally, make sure the image on the CCD is focused by moving the setup away or towards the 40X objective while the CCD and objective are fixed. As a metric for focusing, an imaged profile on the CCD should have the minimum size at the focus. A focused image of the beam should not be visually winding.
- Move the incident beam at the input tip and measure the output beam intensity for different incident beam positions. Collect data for 5 different positions of the incident beam. Carry out the measurements for 20 fiber samples and collect a total of 100 different measurements.
Representative Results
The SEM image of the polished fiber is shown in Figure 1. The SEM image in Figure 1 shows that, for most regions of the fiber tip, the polish quality is good. The SEM image of the fiber samples with their ends dissolved in ethyl alcohol solution, Figure 2, shows the PMMA sites in dark and PS sites in gray colors. The SEM image in Figure 2 is zoomed in on a 24 μm width of the fiber. For SEM imaging, the fiber samples are coated with a 10-nm thick layer of Au/Pd.
The measurement setup used in this experiment is shown in Figure 3. The output beam intensity measured by the CCD beam profiler in a sample of the 5 cm length is shown in Figure 4. The intensity profile show that the beam is localized in the transverse direction of the disordered fiber. In order to image the intensity profile, the ambient noise correction option of the CCD camera should be on. However, this option may not be completely effective. In order to calculate the total noise level in the intensity profile image, we also imaged the intensity profile of the SMF630hp fiber and the mode field diameter was calculated. For a chosen noise level, the experimental measurement of mode field diameter is matched with the reported manufacturer data. The same value of noise level needs to be used for interpretation of Figure 4. One hundred different intensity profiles of the localized beams are measured by moving the input SMF630hp fiber in the transversal positions at the coupling with the polymer fiber for 20 different samples One hundred measurements of the beam profiles are averaged to show the transverse Anderson localization in a disordered optical fiber as presented in Ref 11.
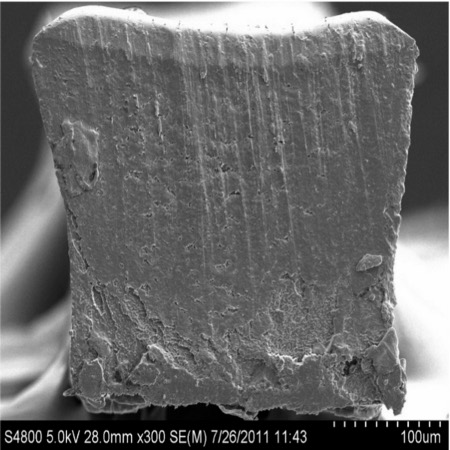
Figure 1. Polished Fiber Face. SEM image of the polished fiber tip. The quality of polish is good for most regions of the fiber tip.
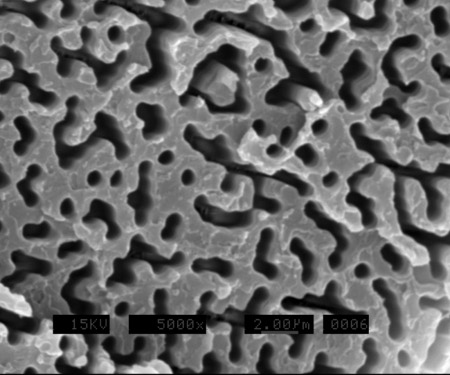
Figure 2. Refractive Index Profile. The refractive index profile of the disordered polymer fiber. PMMA sites are in darker color and PS sites are light gray. The width of the image is 24 μm.
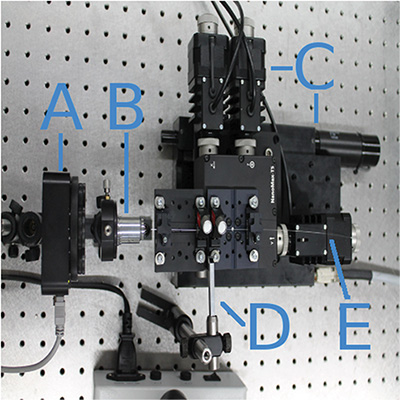
Figure 3. Experimental Setup. The experimental setup for measurements. CCD camera (A) and objective (B) are fixed. Two motorized stages (C) are mounted on top of each other. A right angled mirror (D) allows for viewing of the fiber (E) from multiple angles to ensure proper coupling.
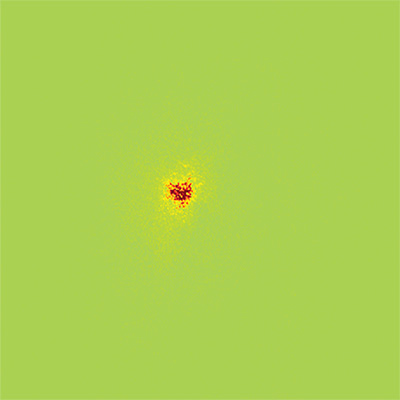
Figure 4. Intensity Profile. Intensity profile of the propagated beam after 5 cm of propagation. The width of the image is 250 μm.
Discussion
In the fiber draw process, the refractive index profile does not remain constant for more than a meter, both because of the cross-overs of the original fiber strands and also because of the variations of the fiber diameter in the draw process. We expect that a more stable draw process will help to fabricate an optical fiber that is invariant over longer fiber lengths compared with that reported here.
In preparing a sample for the SEM imaging of the fiber tip, we need to ensure that the sample remains in the 70% ethyl alcohol solution for a long enough time (~3 min) and remains at the right temperature (65 °C). If the sample remains in the ethyl alcohol solution much longer than the 3 min required to etch away the top layer of PMMA, the fiber tip can disintegrate.
In butt-coupling the SMF630hp fiber to the polymer fiber, it is important that the incident fiber is as close as possible to the polymer fiber to avoid substantial diffractive expansion of the beam before it reaches the disordered fiber. We also need to use an index-matching fluid to reduce the scattering of light at the coupling.
We should note that moving the incident field across the end face of the disordered fiber changes the position of the localized beam at the output. In different regions of the polymer fiber, we observe variations in the localized beam radius, as expected from the statistical nature of the Anderson localization. Some of this variation can also be attributed to the quality of polish of the fiber end. As the SEM image of the polished fiber shows, the quality of the polish is not the same in all regions of the fiber end. Because of this limitation, we used the smallest localized spot that we could find across the fiber end for each experiment and then carried out the remaining measurements in the neighborhood of the best localized spot.
Removing the ambient noise is crucial for calculating the beam radius of the localized beam. If not removed, the ambient noise can result in an error in the calculation of the beam radius of the CCD beam profiler images. We calibrated our analysis to ensure that we obtain the correct value of the beam diameter of about 4 μm for the SMF630hp fiber at 633-nm wavelength.
Numerical modeling of light localization in polymer disordered fibers in Ref 11,12 for lossless materials shows that the wave can totally be confined in the transverse directions of the fiber without any attenuation in power. On the other hand, the material absorption in our fibers is considerable and the fiber attenuation is at the level of 0.5 – 1.0 dB/cm. We expect the loss to be considerably lower in silica-based disordered fibers.
In the future, we anticipate improving the loss properties of disordered fibers by improving the fabrication procedure (e.g. a more stable draw process) and also using lower-loss components. The ideal disordered optical fiber will be composed of glass with random air-holes at 50% ratio. As we have shown in Ref. 12, we expect that the larger difference in the refractive indexes of two materials results in reduced variations of the localized beam radius. We recently presented our first results in glass optical fiber with disordered air-hole sites in Ref. 17 and anticipate future progress in glass-based disordered fibers.
Declarações
The authors have nothing to disclose.
Acknowledgements
This research is supported by grant number 1029547 from the National Science Foundation. The authors would like to acknowledge D.J. Welker from Paradigm Optics Inc. for providing the initial fiber segments and the redrawing of the final optical fiber. Authors also acknowledge Steven Hardcastle and Heather A. Owen for SEM imaging.
Materials
| poly (methyl methacrylate) (PMMA) | |||
| polystyrene (PS) | |||
| 70% ethyl alcohol solution at 65 °C |
Referências
- Anderson, P. W. Absence of diffusion in certain random lattices. Phys. Rev. 109, 1492-1505 (1958).
- John, S. Strong localization of photons in certain disordered dielectric super lattices. Phys. Rev. Lett. 58, 2486-2489 (1987).
- Anderson, P. W. The question of classical localization: a theory of white paint?. Phil. Mag. B. 52, 505-509 (1985).
- Wiersma, D. S., Bartolini, P., Lagendijk, A., Righini, R. Localization of light in a disordered medium. Nature. 390, 671-673 (1997).
- Dalichaouch, R., Armstrong, J. P., Schultz, S., Platzman, P. M., McCall, S. L. Microwave localization by two-dimensional random scattering. Nature. 354, 53-55 (1991).
- Lagendijk, A. D., de Vries, P. Transverse localization of light. Phys. Rev. Lett. 62, 47 (1989).
- Schwartz, T., Bartal, G., Fishman, S., Segev, M. Transport and Anderson localization in disordered two dimensional photonic lattices. Nature. 446, 52-55 (2007).
- Szameit, A., Kartashov, Y. V., Zeil, P., Dreisow, F., Heinrich, M., Keil, R., Nolte, S., Tunnermann, A., Vysloukh, V. A., Torner, L. Wave localization at the boundary of disordered photonic lattices. Opt. Lett. 35, 1172-1174 (2010).
- Martin, L., Giuseppe, G. D., Perez-Leij, A. a., Keil, R., Dreisow, F., Heinrich, M., Nolte, S., Szameit, A., Abouraddy, A. F., Christodoulides, D. N., Saleh, B. E. A. Anderson localization in optical waveguide arrays with off-diagonal coupling disorder. Opt. Express. 19, 13636-13646 (2011).
- Lahini, Y., Avidan, A., Pozzi, F., Sorel, M., Morandotti, R., Christodoulides, D. N., Silberberg, Y. Anderson localization and nonlinearity in one-dimensional disordered photonic lattices. Phys. Rev. Lett. 100, 013906 (2008).
- Karbasi, S., Mirr, C. R., Yarandi, P. G., Frazier, R. J., Koch, K. W., Mafi, A. Observation of transverse Anderson localization in an optical fiber. Opt. Lett. 37, 2304-2306 (2012).
- Karbasi, S., Mirr, C. R., Frazier, R. J., Yarandi, P. G., Koch, K. W., Mafi, A. Detailed investigation of the impact of the fiber design parameters on the transverse Anderson localization of light in disordered optical fibers. Opt. Express. 20, 18692-18706 (2012).
- Karbasi, S., Koch, K. W., Mafi, A. Multiple-beam propagation in an Anderson localized optical fiber. Opt. Express. 21, (2013).
- Abdi, O., Wong, K. C., Hassan, T., Peters, K. J., Kowalsky, M. J. Cleaving of solid single mode polymer optical fiber for strain sensor applications. Opt. Commun. 282, 856-861 (2009).
- Karbasi, S., Koch, K. W., Mafi, A. A modal perspective on the transverse Anderson localization of light in disordered optical lattices. arXiv. 1301.2385v1, (2013).
- Karbasi, S., Hawkins, T., Ballato, J., Koch, K. W., Mafi, A. Transverse Anderson localization in a disordered glass optical fiber. Opt. Mater. Express. 2, 1496-1503 (2012).
