The 4-layer device tests were performed in a sealed chamber, shielding them from any wind or breezes that might cause excessive evaporation of the limited deposited fluid volume. The majority of the wicking in the 4-layer devices is in the middle layers of the device, so differences in wicking speeds due to evaporation were expected to be minimal. Additionally, there is minimal lateral wicking, with only 13 mm between the inlet and any individual outlet, suggesting that variations in wicking times are likely due to vertical, interlayer fluid transfer. Average wicking times and success rates for 4-layer devices constructed with different amounts of applied adhesive are shown in Table 1.
In stacked devices, uniform adhesive coverage resulted in relatively high success rates that decreased as we increased the quantity of adhesive. Patterned adhesive coverage resulted in very low success rates when adhesive was only applied to one side, but had much higher success rates and faster wicking times when the patterned adhesive was applied to both sides. Typical successes are depicted in Figure 3A. There are several potential explanations for this observed behavior, any combination of which may be applicable. The applied adhesive may be physically blocking, either partially or completely, the pores at the surface of the paper, resulting in a smaller effective contact area between paper layers. Also, the adhesive itself may act as another porous substrate, so heavier coatings of adhesive result in a thicker adhesive layer that fluid must wick through, leading to longer wicking times. Patterning the adhesive, on the other hand, creates adhesive 'dots' that only partially occlude the contact areas, allowing more fluid to wick from paper layer to paper layer directly, which decreases wicking times. However, this very reduction in adhesive coverage also decreases the strength of the adhesive bond between paper layers, resulting in decreased success rates when swelling fibers and unfolding creases cause layers to separate enough that they are no longer in contact. By doubling the size of the border around the channels (increasing the overall device area by ~30%), success rates for both single- and dual-sided adhesive applications increased. A comparison between the two sizes is shown in Figure 4. Typical stacked device failure was characterized by outlets that failed to completely fill with dye, or took longer than 5 min to fill. This is depicted in Figure 3B.
In origami folded devices, uniform adhesive coverage resulted in low success rates with complete failure resulting when applying the equivalent amount of adhesive present in the stacked, uniform, single-sided adhesive devices. Patterned adhesive coverage resulted in much lower success rates; however, this decrease was offset by using slightly larger devices that had 3 mm borders. Typical origami device failure was characterized by outlets that failed to fill with any amount of dye. These outlets were exclusively located along the two sides of the device that contained the creases. This is depicted in Figure 3C.
The masses of adhesive applied under different spray methods are shown in Table 2. The above-described spray duration of 1.33 sec (a four count at 180 bpm) deposits 0.26 mg/cm2 (dry mass) of adhesive when sprayed uniformly across the sheet of devices, while only depositing 0.02 mg/cm2 (dry mass) when sprayed through a stencil that was 23% open.
In nonplanar 3D structures, uniform adhesive coverage resulted in more difficult folding, as adjacent faces prematurely stuck together. The layers inside the structure could not be unfolded once the adhesive dried, and attempts to do so resulted in shredded paper. Patterned adhesive coverage made folding much easier, as any accidental adhesion was easily undone. Once the adhesive dried, the layers could be pulled apart without any ripping or tearing of the paper. Both methods of adhesive application resulted in devices that successfully routed liquid the length of their channels and without mixing; however, the device with uniformly applied adhesive was noticeably slower. A time-lapse of this wicking is shown in Figure 5. Wicking was performed in a humidity controlled chamber kept at >90% relative humidity to minimize evaporation, as evaporation increases with decreasing relative humidity. Due to the long channels present in this design, up to 165 mm long, evaporation can significantly increase the wicking time, even with an infinite fluid reservoir.
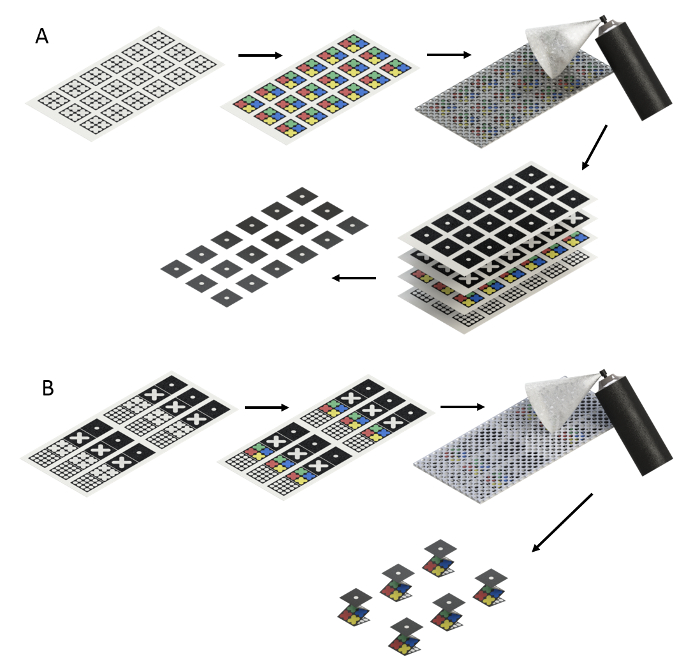
Figure 1. Device Fabrication Process Flow. (A) Stacked device fabrication. (B) Origami device fabrication. Please click here to view a larger version of this figure.
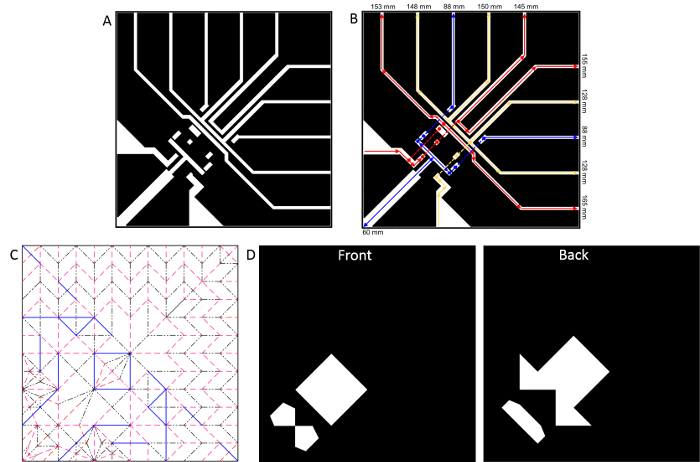
Figure 2. Peacock Patterns. (A) Channel pattern, where black indicates hydrophobic regions. (B) Arrows indicate the path taken by each dye. Circles indicate the point of contact between layers and the dotted lines indicate the vertical wicking paths. The length of each channel from its respective inlet to edge of the tail is indicated in millimeters. Channel widths averaged between 2 and 3 mm in the tail region. (C) Crease Pattern (modified from13). Red lines correspond to mountain folds in the final structure; black lines correspond to valley folds; blue lines correspond to creases that are not folded in the final structure, but aid in preliminary folding steps. (D) Masks placed between the origami device and the metal stencil during adhesive application, where the white portions are removed. Please click here to view a larger version of this figure.
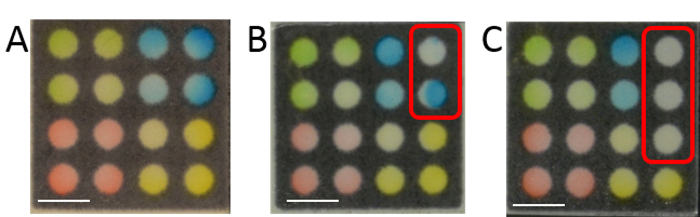
Figure 3. Typical Successes and Failures. (A) Typical Success — all outlets completely filled with dye. (B) Typical stacked failure — outlets that failed had no apparent pattern in their distribution. (C) Typical origami failure — all outlets that failed to fill were located along the left-most or right-most column, closest to the creases. All scale bars are 5 mm. Please click here to view a larger version of this figure.
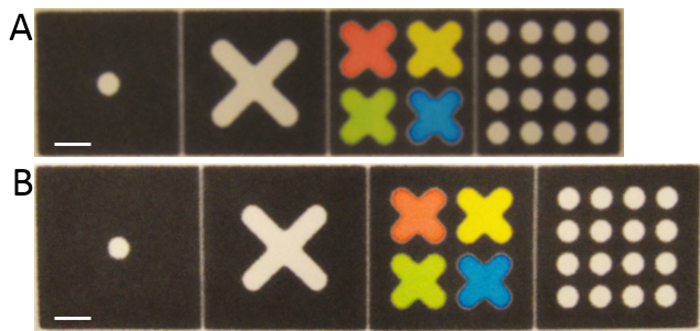
Figure 4. Device Size Comparison. (A) Smaller device (1.6 mm border). (B) Larger device (3 mm border). All scale bars are 5 mm. Please click here to view a larger version of this figure.
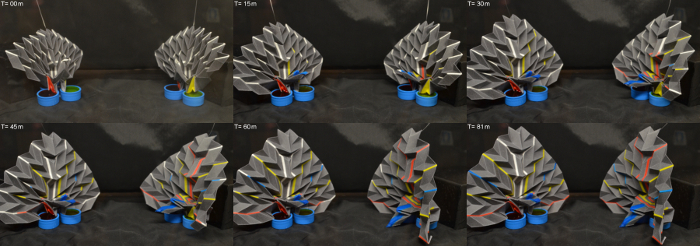
Figure 5. Time Lapse of Origami Peacock. Left: uniform adhesive coverage. Right: patterned adhesive coverage. Please click here to view a larger version of this figure.
| Device Style | Adhesive Type (Duration/Border/Sides) | Average ± SD (sec) | Success Rate |
| Origami | Uniform (1.33 sec / 1.6 mm / Double) | 44 ± 14 | 45% |
| Uniform (0.67 sec / 1.6 mm / Double) | 0 ± 0 | 0% | |
| Patterned (1.33 sec / 1.6 mm / Double) | 41 ± 13 | 15% | |
| Patterned (1.33 sec / 3 mm / Double) | 64 ± 50 | 40% | |
| Stacked | Uniform (1.33 sec / 1.6 mm / Single) | 152 ± 66 | 80% |
| Uniform (1.33 sec / 1.6 mm / Double) | 119 ± 68 | 60% | |
| Patterned (1.33 sec / 1.6 mm / Single) | 164 ± 75 | 25% | |
| Patterned (1.33 sec / 1.6 mm / Double) | 81 ± 25 | 80% | |
| Patterned (1.33 sec / 3 mm / Single) | 116 ± 63 | 85% | |
| Patterned (1.33 sec / 3 mm / Double) | 80 ± 55 | 100% |
Table 1. Four Layer Device Performance. Average wicking time and success rates for different adhesive application conditions. N=20.
| Adhesive Coverage | Spray Duration (sec) | Average Mass ± SD (mg/cm²) |
| Uniform | 1.33 | 0.26 ± 0.05 |
| Uniform | 0.67 | 0.14 ± 0.03 |
| Patterned | 1.33 | 0.02 ± 0.01 |
| None | 0 | -0.01 ± 0 |
Table 2. Applied Adhesive Amounts. Average adhesive thickness (dry mass) applied over a 9×9 cm square under different spray conditions. N=10.
