Electromotive force (emf) measurements can directly determine the partial molar Gibbs free energy change of a chemical reaction and provide accurate thermodynamic properties such as activity, partial molar enthalpy, and partial molar entropy1. The acquisition of thermochemical data is crucial to a variety of research topics in the materials community, from the refinement of multi-component phase diagrams, to the experimental validation of first-principle materials modeling, to the synthesis of new intermetallic species with advantageous properties. Recently, Kim et al. utilized emf measurements to assess the viability of using liquid metal electrodes to separate alkaline-earth species from molten salt electrolytes2.
Electrochemical separation using molten salts (e.g., LiCl-KCl) is a promising technology for separating uranium and transuranic metals from used nuclear fuel for recycling3. As used fuel is processed as an anode in the molten salt, fission products with lower standard reduction potentials than uranium are oxidized and accumulate in the molten salt as dissolved ions (e.g., Ba2+, Sr2+, Cs+, and rare-earth metal cations)4. Consequently, the molten salt electrolyte must be periodically replaced and/or processed further to separate the accumulated fission products4. Of particular concern are alkali/alkaline-earth fission products (Ba2+, Sr2+, and Cs+) because these ions exhibit the lowest standard reduction potentials among the constituent cations, making them difficult to separate from the molten salt solution.
However, Lichtenstein et al. recently demonstrated that barium exhibits low thermodynamic activity in liquid bismuth (8.7 x 10-12 at barium mole fraction xBa(in Bi) = 0.05, 1,123 K), implying strong atomic interactions between barium and bismuth5. Kim et al. observed that these interactions caused a shift in the deposition potentials of barium ions into a liquid bismuth electrode (-3.74 V to -2.49 V vs. Cl–/Cl2(g)), resulting in a preferential deposition of barium from the electrolyte solution (BaCl2-LiCl-CaCl2-NaCl, 16-29-35-20 mol%) at 773 – 973 K6. This shift in deposition potential could be leveraged by using liquid metal electrodes to selectively separate alkali/alkaline-earth fission products from the electrolyte used for electrochemical processing of used nuclear fuel. To determine the viability of separating alkali/alkaline-earth fission products from molten salt electrolyte, the thermodynamic properties of these elements in the prospective liquid metals (e.g., Bi, Sb) must be determined.
In previous studies, Delcet et al. utilized coulometric titration to determine the thermodynamic properties of binary alloys (e.g., Ba-Bi, Ba-Sb, Ba-Pb)7. For Ba-Bi alloys up to xBa = 0.50, they employed coulometric titration using a single-crystal BaF2 electrolyte at 1,123 K and observed comparable activity values of barium in bismuth (2.4 x 10-12 at xBa(in Bi) = 0.05, 1,123 K). However, it was reported that the results were inaccurate due to the uncertainty regarding barium content in the binary alloys. Barium metal is highly reactive and soluble in its halide salts (~15 mol% in BaCl2 at 1,163 K), which can cause increased electronic conduction in the halide salt at higher temperatures and lead to inaccurate compositional accounting during coulometric titration. To determine the thermodynamic properties (e.g., excess partial molar Gibbs free energy, partial molar enthalpy, partial molar entropy) of binary alloys containing highly reactive elements, the emf method described in this protocol was used.
Thermochemical properties of binary alloys can be determined by measuring the equilibrium cell potential Ecell (i.e., emf) of an alloy (A-B) relative to the reference potential of the pure metal A. Then, the cell potential is directly related to the change in partial molar Gibbs free energy (or chemical potential) of the cell reaction according to the Nernst relation ( ).
).
For emf measurements of alkaline-earth alloys in this work, the fluoride-ion conducting CaF2 is chosen as the base electrolyte because the Ca2+/Ca redox potential (E0 = -5.59 V) is more negative than other alkaline-earth redox potentials (e.g.,  , versus F–/F2(g) at 873 K) in the fluoride system8. This implies that CaF2 is more chemically stable than the other alkaline-earth fluoride AF2 (A = Sr or Ba), and that Ba2+ or Sr2+ ions are the electroactive species in the CaF2-BaF2 and CaF2-SrF2 electrolyte, respectively. Utilizing the high stability of CaF2, which minimizes side reactions with Ba or Sr alloys as well as the ionic conductivity of CaF2 at elevated temperatures, the single-phase binary CaF2-AF2 electrolyte was successfully employed to accurately measure the emf of binary alkaline earth-liquid metal alloys. Confirmation of the formation of the single-phase binary electrolyte is confirmed with x-ray diffraction (XRD) analysis in Figure 19.
, versus F–/F2(g) at 873 K) in the fluoride system8. This implies that CaF2 is more chemically stable than the other alkaline-earth fluoride AF2 (A = Sr or Ba), and that Ba2+ or Sr2+ ions are the electroactive species in the CaF2-BaF2 and CaF2-SrF2 electrolyte, respectively. Utilizing the high stability of CaF2, which minimizes side reactions with Ba or Sr alloys as well as the ionic conductivity of CaF2 at elevated temperatures, the single-phase binary CaF2-AF2 electrolyte was successfully employed to accurately measure the emf of binary alkaline earth-liquid metal alloys. Confirmation of the formation of the single-phase binary electrolyte is confirmed with x-ray diffraction (XRD) analysis in Figure 19.
To measure the cell potential of an alkaline-earth alloy, the following electrochemical cell was implemented using a solid-state binary CaF2-AF2 (97 mol% CaF2, 3 mol% AF2) electrolyte10:
 ,
,
where the pure alkaline-earth metal A (A = Ca, Sr, or Ba) acts as the reference electrode (RE), solid CaF2-AF2 as the electrolyte, fixed composition A-B alloys as working electrodes (WE), and B is a candidate liquid metal such as Bi or Sb. The half-cell reactions in the electrochemical cell are:


and the overall cell reaction is:

where e– is an electron exchanged in the cell reactions and z is the number of electrons exchanged (z = 2 for alkaline-earth elements). For this overall reaction, the change in partial molar Gibbs free energy of the A metal,  , is given by:
, is given by:

where  is the partial molar Gibbs free energy of A metal in the metal B,
is the partial molar Gibbs free energy of A metal in the metal B,  is the standard Gibbs free energy of pure A metal, R is the ideal gas constant, T is the temperature in Kelvin, and aA is the activity of A in the metal B. The measured cell emf, Ecell, is directly related to the change in partial molar Gibbs free energy of A by the Nernst equation,
is the standard Gibbs free energy of pure A metal, R is the ideal gas constant, T is the temperature in Kelvin, and aA is the activity of A in the metal B. The measured cell emf, Ecell, is directly related to the change in partial molar Gibbs free energy of A by the Nernst equation,
where F is the Faraday constant.
Figure 5 displays emf measurements made upon cooling and reheating an electrochemical cell: Ba-Bi(xBa = 0.05)|CaF2-BaF2|Ba-Bi(xBa = 0.05, 0.10, and 0.20), where a Ba-Bi alloy at xBa = 0.05 serves as the reference electrode5.
The potential difference between the two identical Ba-Bi alloys at xBa = 0.05 remains less than 2 mV during the entire measurement, demonstrating the stability and reliability of the reference electrode. For alloy compositions at xBa = 0.10 and xBa = 0.20, a symmetric emf profile is obtained during the heating and cooling cycles, indicating reproducible emf values during thermal cycling. At each temperature step (each 25 K interval), the cell temperature and the cell emf value reach thermal and electrochemical steady-state in less than 1 – 2 h (Figure 5)5.
To determine thermodynamic properties of the Ba-Bi alloys against the standard state of pure Ba(s), the emf values of the Ba-Bi (xBa = 0.05) alloy reference electrode must be calibrated with respect to pure Ba. The emf values of the reference electrode with respect to pure Ba are determined by using a separate electrochemical cell: Ba(s)|CaF2-BaF2|Ba-Bi(xBa = 0.05) and the results are presented in Figure 6. Using the linear fit of this measurement at xBa = 0.05 (Figure 6), the emf values of Ba-Bi alloys (Ecell) are determined relative to pure Ba metal5.
The emf values of Ba-Bi alloys, relative to pure Ba(s), are plotted as a function of temperature at each electrode composition, as shown in Figure 7 for selected Ba-Bi alloys (xBa = 0.05 – 0.25)5. From linear fits of the emf data plotted versus temperature, the change in partial molar entropy was calculated using the following thermodynamic equation:
and the partial molar enthalpy of barium in bismuth can be calculated using thermodynamic relations such as the Gibbs-Helmholtz equation, as shown below. The results are summarized in Table 15.

The activity of barium was also determined using the collected emf values and the Nernst equation:
The results are summarized in Table 25.
Emf values for Ba-Bi alloys (xBa = 0.05 – 0.80) were also used to determine the phase transition temperatures for each alloy composition. In conjunction with differential scanning calorimetry (DSC) phase transition data, inductively coupled plasma atomic emission spectroscopy (ICP-AES) composition data, similar to that displayed in Table 312, and crystal structure data from XRD analysis, emf data were used to refine the most recent Ba-Bi phase diagram reported by Okamoto (Figure 8)5,11.
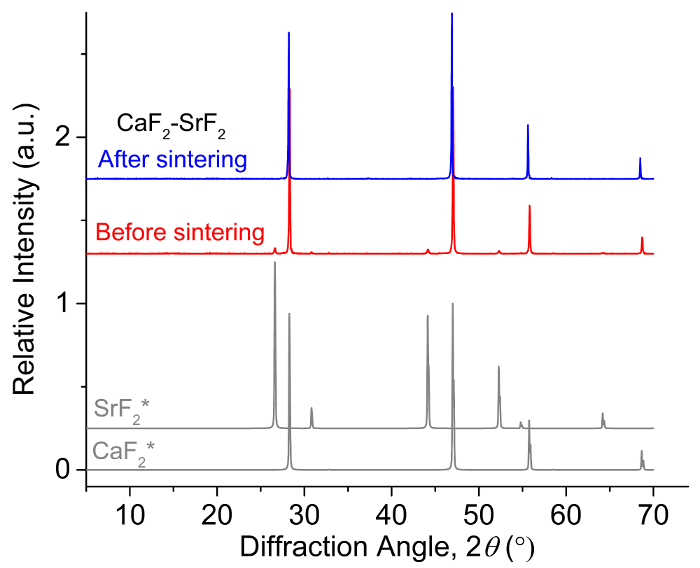
Figure 1: Single-phase CaF2-SrF2 electrolyte XRD spectra. XRD spectra (normalized to the most intense peak for each spectrum) of CaF2-SrF2 electrolyte before and after sintering. Pure (*) CaF2 and SrF2 diffraction patterns are provided for comparison. This figure has been modified from Smith et al.9 Please click here to view a larger version of this figure.
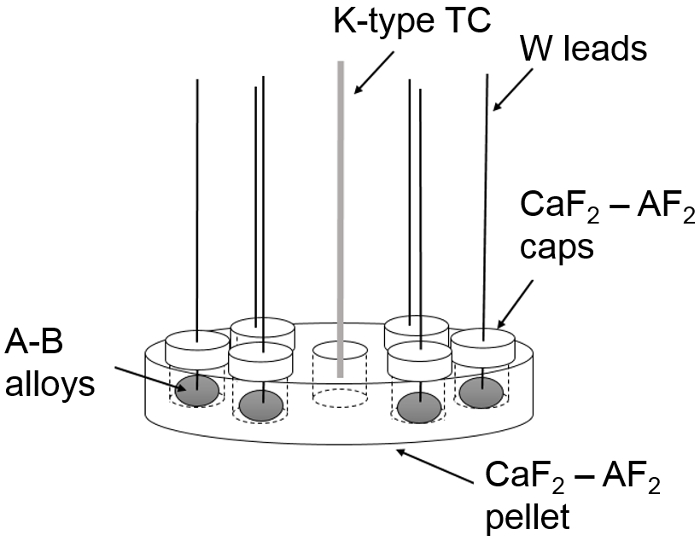
Figure 2: Electrochemical cell of A-B alkaline earth-liquid metal alloys. A schematic of the electrochemical cell assembly used for emf measurements with electrolyte, electrolyte caps, electrode materials, tungsten leads, and thermocouple (TC). Two of the 6 A-B alloys are reference electrodes and 4 are working electrodes. Please click here to view a larger version of this figure.
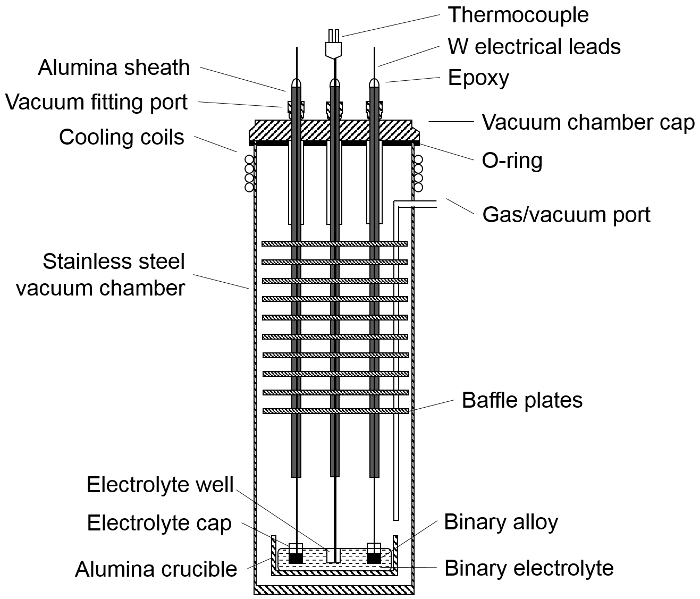
Figure 3: Electrochemical setup for emf measurements. An illustration of the electrochemical cell components and the associated components for proper operating conditions. Please click here to view a larger version of this figure.
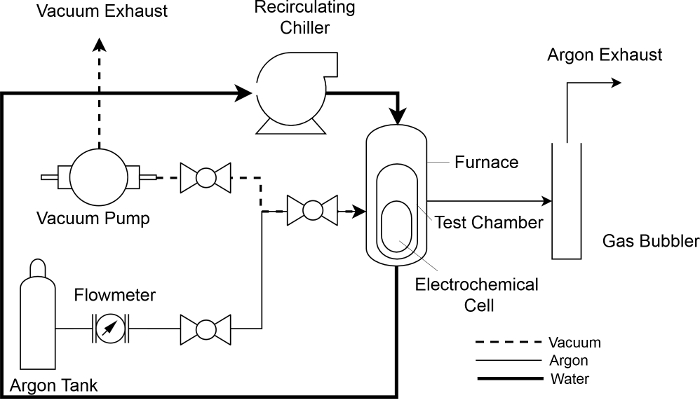
Figure 4: Instrumentation diagram of experimental setup. A schematic of cooling water (solid, bold), argon (solid, thin), and vacuum (dashed) fluid flow through the emf measurement system. Please click here to view a larger version of this figure.
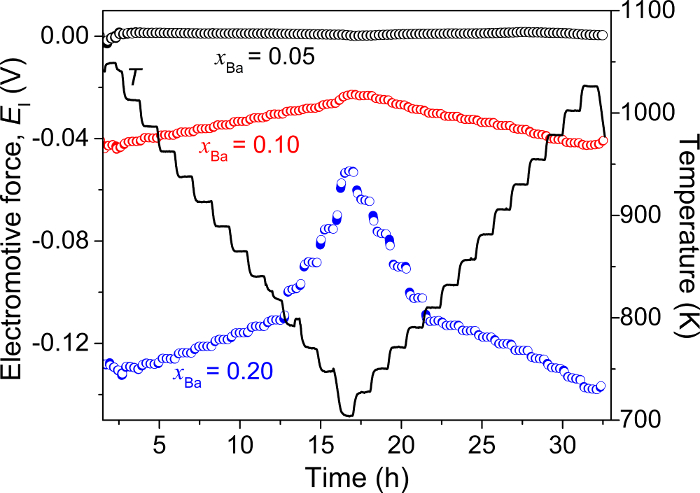
Figure 5: Electrochemical emf measurements of Ba-Bi alloys (xBa = 0.05 – 0.20). Electromotive force (E1) and temperature measured as a function of time upon cooling and reheating a Ba-Bi(xBa = 0.05)|CaF2-BaF2|Ba-Bi(xBa = 0.05, 0.10, and 0.20) cell. This figure has been modified from Lichtenstein et al.5 Please click here to view a larger version of this figure.
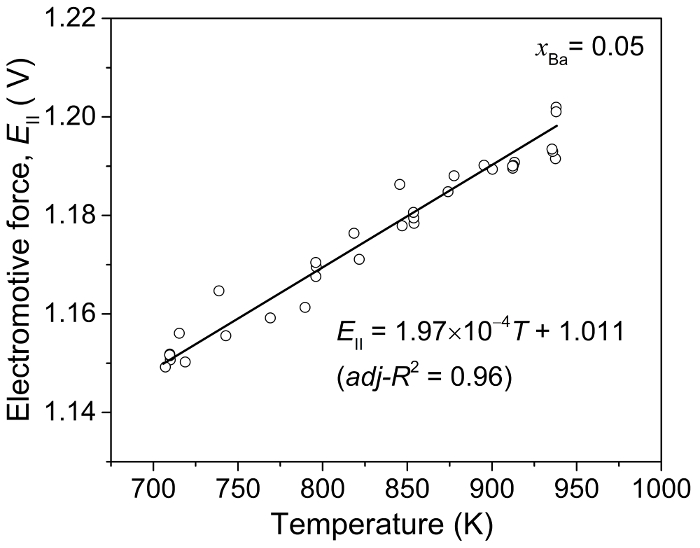
Figure 6: Pure Ba vs. Ba-Bi alloy (xBa = 0.05) emf value calibration. Electromotive force (EII) measured as a function of temperature using a Ba(s)|CaF2-BaF2|Ba-Bi(xBa = 0.05) cell. This figure has been modified from Lichtenstein et al.5 Please click here to view a larger version of this figure.
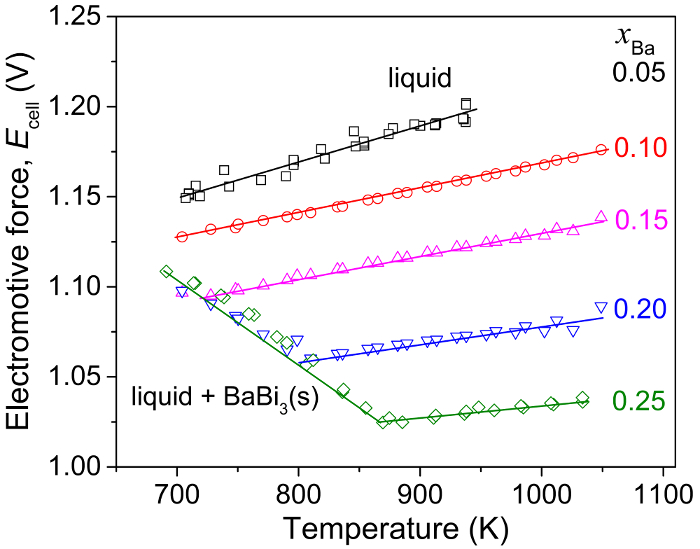
Figure 7: Emf measurements of Ba-Bi alloys (xBa = 0.05 – 0.25). Electromotive force (Ecell) as a function of temperature for Ba-Bi alloys at xBa = 0.05, 0.10, 0.15, 0.20, and 0.25 based on a Ba(s)|CaF2-BaF2|Ba-Bi(XBa = 0.05 – 0.25), where solid lines represent linear fits. This figure has been modified from Lichtenstein et al.5 Please click here to view a larger version of this figure.
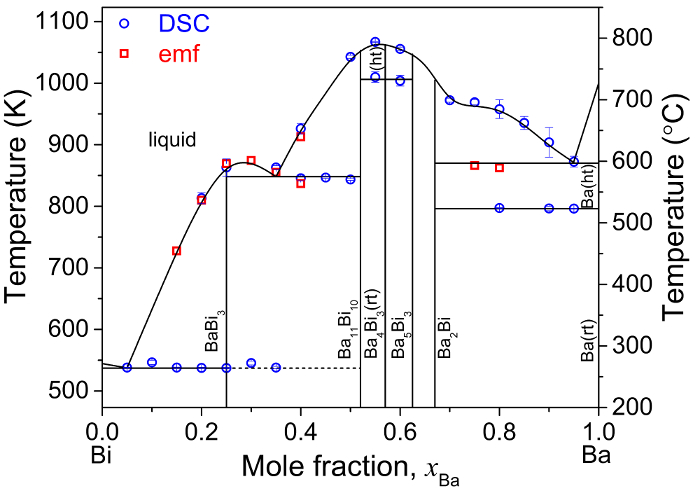
Figure 8: Ba-Bi phase diagram. Experimentally determined Ba-Bi phase diagram based upon emf measurements in complement with DSC and XRD characterization of Ba-Bi alloys, where (rt) and (ht) represent room temperature and high temperature, respectively. This figure has been modified from Lichtenstein et al.5 Please click here to view a larger version of this figure.
| x Ba | T (K) | ∂Ecell/∂T (μV K‒1) | ∂(Ecell/T)/∂(1/T) (mV) |  (J mol‒1 K‒1) (J mol‒1 K‒1) |
 (kJ mol‒1) (kJ mol‒1) |
| 0.05 | 707-938 | 197 ± 6 | 1011 ± 5 | 38 | -195.1 |
| 0.1 | 704-1048 | 137 ± 1 | 1031 ± 1 | 26.4 | -199 |
| 0.15 | 728-1048 | 125 ± 2 | 1005 ± 2 | 24.1 | -193.9 |
| 0.2 | 809-1048 | 94 ± 7 | 984 ± 6 | 18.1 | -189.9 |
| 0.25 | 881-1048 | 73.4 ± 5 | 961 ± 5 | 14.2 | -185.4 |
| 0.25 | 704-881 | -480 ± 14 | 1448 ± 13 | -92.6 | -279.4 |
Table 1: Thermodynamic properties of Ba-Bi alloys (xBa = 0.05 – 0.25). Change in partial molar entropies () and partial molar enthalpies () for Ba-Bi alloy compositions xBa = 0.05 to xBa = 0.25 calculated from linear fits of emf values, where the slopes and intercepts are  and
and  , respectively. This table has been modified from Lichtenstein et al.5
, respectively. This table has been modified from Lichtenstein et al.5
| x Ba | E (V) | ln a Ba | ||||
| 773 K | 873 K | 973 K | 773 K | 873 K | 973 K | |
| 0.05 | 1.164 | 1.183 | 1.203 | -35 | -31.5 | -28.7 |
| 0.10 | 1.137 | 1.15 | 1.164 | -34.1 | -30.6 | -27.8 |
| 0.15 | 1.101 | 1.114 | 1.127 | -33 | -29.6 | -26.9 |
| 0.20 | 1.075 | 1.066 | 1.076 | -32.2 | -28.3 | -25.7 |
| 0.25 | 1.075 | 1.027 | 1.032 | -32.2 | -27.3 | -24.6 |
Table 2: Measured emf values (E) and the natural log of activity of barium in bismuth (ln aBa). The measured emf values of Ba-Bi alloys (xBa = 0.05 – 0.25) versus Ba(s) and the natural log of activity of barium in bismuth at 773 K, 873 K, and 973 K. This table has been modified from Lichtenstein et al.5
| Mole fraction, x Ba | |
| Nominal | Measured |
| 0.03 | 0.03 |
| 0.05 | 0.05 |
| 0.10 | 0.09 |
| 0.15 | 0.14 |
| 0.20 | 0.20 |
| 0.25 | 0.25 |
| 0.30 | 0.30 |
Table 3: Nominal and measured barium content of Ba-Sb binary alloys. The nominal and measured barium content of Ba-Sb binary alloys. Barium content of Ba-Sb alloys was confirmed using inductively coupled plasma atomic emission spectroscopy (ICP-AES). This table has been modified from Lichtenstein et al.12
