1. Accelerated thermal ageing experiments on technical fabric
- Overall preparation
- Prepare a testing machine with proper software (in order to provide constant strain rate tests) and a video extensometer.
- Prepare a thermal chamber providing constant temperature of 80 °C (± 1 °C) and 90 °C (±1 °C) for at least 12 weeks.
- Specimen preparation
- Unroll the technical fabric AF9032 bale. Draw the desired shapes (300 mm x 50 mm) with a soft pencil or marker on the fabric surface parallel to the warp or fill direction.
NOTE: The distribution of specimens on the fabric surface is given elsewhere17. - Indicate the warp direction on each specimen with a permanent marker. Cut the specimens with a sharp knife or scissors. Use the ruler if a knife is used for cutting.
NOTE: The specimens should be rectangular17. The major load-caring elements of the fabric are threads. In the operational phase, the coating material usually exceeds its yield limit, thus not taking part in the stress distribution. The only elements to carry the load are threads spreading from one grip to another. Therefore, it is not reasonable to use sophisticated shapes of specimens (e.g., a dumbbell shape usually used for metals). On the other hand, such sample shapes result in the need for special grips when the ultimate load is investigated, or the use of an extensometer in order to assess material parameters. - Measure the specimen's thickness with a slide caliper and count the number of threads at the short edge of the specimen.
NOTE: For each specimen, take three thickness measurements, and compute the average value. Use the magnifying glass to assess the number of threads if necessary.
- Unroll the technical fabric AF9032 bale. Draw the desired shapes (300 mm x 50 mm) with a soft pencil or marker on the fabric surface parallel to the warp or fill direction.
- Turn on the thermal chamber, leaving the door open. Using the buttons and the control display, select the temperature (80 °C). Close the thermal chamber door and observe the increase of temperature on the control panel.
- Specimen warming
- When the temperature is close to 80 °C, open the thermal chamber door. Insert at least 7 sets of specimens with each set consisting of 6 specimens cut in the warp direction and 6 in the fill direction. Close the door as soon as possible in order to avoid a temperature drop.
NOTE: The experiments should be conducted for three strain rates. For each strain rate, experiments are performed on two specimens in the warp direction and two in the fill direction. Place excess specimens in the chamber in case the experiments are not successful or the results from both tests are highly divergent. - After 1 h, don thermal gloves and remove the first set of specimens (the reference set; 6 specimens in the warp direction and 6 in the fill direction). After every 2 weeks, remove a succeeding set of specimens from the thermal chamber.
NOTE: The entire warming process will take 12 weeks.
- When the temperature is close to 80 °C, open the thermal chamber door. Insert at least 7 sets of specimens with each set consisting of 6 specimens cut in the warp direction and 6 in the fill direction. Close the door as soon as possible in order to avoid a temperature drop.
- Specimen conditioning
- Leave the specimens at room temperature for one week. Cool the specimens to room temperature (i.e., their properties should be stabilized).
- Before the test, draw two black marks (dots) using a permanent marker with a lengthwise separation of about 50 mm (L0) in the middle of each specimen.
NOTE: The dots will be used by the video extensometer.
- Testing machine setup
- Install four 60 mm flat inserts into the testing machine, two inserts per one grip. The inserts show a fish scale surface type and are used to avoid slipping the specimens out of the grips.
- Switch on the machine. Start the software (e.g., TestXpert) that controls the machine. Choose the program dedicated to the tensile tests.
- Select the starting position with a 200 mm grip to grip separation in the software. Click the Starting Position button to execute the 200 mm grip to grip separation. This grip position is usually called the starting position for a test.
NOTE: The 200 mm distance is required by the ISO standard17.
- Video extensometer setup
- Move the camera of the video extensometer along the supporting bar to situate the lens of the camera at the level of the middle part of the specimen. Check whether the lens of the camera provides a clear view of the specimen markers during the whole experiment.
NOTE: Perform a similar test before the main test to establish the probable sample elongation range to ensure that the camera will follow the black markers during an entire test. - Select the proper brightness and focus for the lens using the computer screen and the associated software.
- Move the camera of the video extensometer along the supporting bar to situate the lens of the camera at the level of the middle part of the specimen. Check whether the lens of the camera provides a clear view of the specimen markers during the whole experiment.
- Video extensometer calibration
NOTE: The calibration device is the standard equipment of the video extensometer.- Put the calibration device in the front of the camera and clamp it with the grips.
- Using the video extensometer software (e.g., VideoXtens), select the proper type of markers in the Targets window (usually black and white).
- Select the calibration procedure in the video extensometer software using the Scale option and choose the calibration distance in the Scale window.
NOTE: The distance should be similar to the separation of markers on the specimens. The calibration device offers three measuring distances: 10, 15 and 40 mm. Due to the 50 mm marker separation, the 40 mm distance is appropriate. - After calibration, change the marker type to Pattern in the Targets window.
NOTE: This enables the video extensometer to follow the markers indicated on the specimen.
- Test performance
- Prepare the test parameters in the TextXpert software.
NOTE: The prepared program must enable a test with a selected strain rate in the uniaxial stress case. It must be correlated with the video extensometer. The recorded parameters are the initial distance of the extensometer markers (L0), and result functions of time, grip displacements, current extensometer's markers distance, and force. The pre-load force of 50 N17 is programmed and the L0 distance is adjusted after preloading. - Put the specimen along the machine main vertical axis and close the grips using the tubular spanner.
NOTE: The specimen must be located symmetrically to the grips in the vertical and horizontal directions. - Perform the tests with the selected constant strain rate until the specimens break (use 0.005, 0.001, and 0.0001 s-1 strain rates). For each strain rate, test at least two specimens in the warp direction and fill direction. Save the test results.
NOTE: The following data are necessary: the initial distance of the extensometer markers (L0), time functions of the extensometer's marker distance, and the force.
- Prepare the test parameters in the TextXpert software.
- Repeat steps 1.5−1.9 every two weeks using the other sets of samples (six times, up to 12 weeks).
- Repeat the entire procedure at 90 °C. The total number of specimens does not change. The ageing process lasts 6 weeks. Remove and test subsequent sets of specimens every week.
2. Data preparation
- Knowing the cross section area of the samples, use graphing software (SigmaPlot18 or similar) to recalculate the registered force and elongation increments according to elementary strength of material equations to the stress-strain relations. Plot a graph of obtained data, separately, for the warp and fill samples and for each of the strain rates.
- Repeat for the 80 °C and 90 °C results.
3. Parameter identification of material models
- Piecewise linear model for non-linear elastic modeling
NOTE: The application of the piecewise linear material model is possible when the stress-strain curve can be split into sections of linear (or approximately linear) shapes. Particular crossing points of the lines at neighboring sections correspond to applicability ranges of the related lines19.- In the case of every curve obtained in step 2.1, find the strain ranges, detecting the linear or close to linear stress-strain relation.
- Using the fit regression option in the graphing software and the least square method, identify the best-fit line in the chosen region.
NOTE: The tangent to this curve corresponds to the stiffness of the material in a particular range. - Denote the tangent as Eij where the index i corresponds to the current direction of the material (W for the warp direction and F for the fill direction) and the index j is a consecutive number of the identified line.
- Having parameters of all the lines, find the intersection points between the lines; denote them as εk/l, where k and l mark the crossing lines.
NOTE: These points (εk/l) constitute the strain ranges to apply the particular longitudinal stiffness values (Eij) (Figure 1).
- Bodner–Partom viscoplastic model
NOTE: The Bodner–Partom constitutive law is used to reflect the elasto-viscoplastic behavior of various materials20,21. The basics and mathematical formulation of the model is given in detail elsewhere20,21,22,23,24,25. The elementary equations are presented in Table 1 only to model the uniaxial stress state. The Bodner–Partom model parameters are identified by means of the uniaxial tensile tests conducted with at least three different strain rates. The value of the strain rate must be constant at least in the inelastic part of the experiment. The complete Bodner–Partom model identification procedure modified for technical woven fabrics is widely presented24,25.- Using the graphing software, identify Bodner–Partom model parameters following Klosowski et al.24.
4. Arrhenius extrapolation
NOTE: The Arrhenius law is based on an empirical observation that ambient temperature increase results in acceleration of a number of chemical reactions that may speed up the ageing process as well. The complete mathematical representation of the Arrhenius chemical reaction concept can be found elsewhere11,26. The Arrhenius law in a simplified form is called "the 10 degree rule"27. According to this rule, a surrounding temperature increase of about 10 °C theoretically doubles the rate of the aging process. Hence, the reaction rate f is defined as follows17:

where ΔT = T – Tref is the difference between the ageing temperature T and the service temperature Tref of a material.
- Assume the temperature Tref according to the average value based on the results of the local meteorological station (here, Tref = 8 °C28). Assume the thermal chamber temperature T to be used in the ageing test (here, 80 °C and 90 °C).
NOTE: The temperature level should be registered for a longer time period, at least one year, and then calculated as the mean value of that period, bringing a time average of this period taken as Tref. - Calculate the reaction rate constant f from equation 1 and then extrapolate the ageing time (expressed in weeks) to years (Table 2).
NOTE: The extrapolation effects of different ageing time periods conducted within the current research are presented in Table 3. For instance, thermal ageing of a specimen in 4 weeks at 90 °C is equal to its ageing in 8 weeks at 80 °C and corresponds to a natural ageing of approximately 23 years.
5. Data representation
- Present the obtained parameter values in the normalized form of X/X0, where X denotes a current value of the certain parameter and X0 corresponds to the initial value of this parameter, with regard to a specimen aged 1 hour only.
NOTE: The time of artificial thermal ageing is set up in hours. - Plot X/X0 values on the Y axis versus the ageing time plotted on the X axis to show the evolution of the parameters. Prepare plots for the warp and fill directions of the tested material separately.
- Describe the parameter values plotted over time by linear functions (or different best-fit functions) using the least square method and report R2 values.
- To evaluate whether the Arrhenius simplified relation is correct for AF9032 fabric, redraw the results obtained for 90 °C with respect to the ageing time recalculated into "real" time according to the Arrhenius law.
Figure 2 juxtaposes the stress-strain curves for the warp and fill directions of AF9032 fabric obtained at different ageing times, in the 80 °C temperature level for a strain rate of 0.001 s-1. The difference between the 1 h ageing period (reference test) and the rest of the ageing periods is clear. The ageing time does not seem to substantially affect the material response in the warp direction, as the stress–strain curves are highly repetitive, showing no important differences in the ultimate tensile strength (UTS). It stays contrary to the behavior observed for the fill direction, where the UTS is much lower in the case of artificially aged samples than in the unaged case. Moreover, the achieved stress–strain curves detect divergent trajectories when the strains exceed 0.06.
The results obtained at different temperature levels and the extrapolation of the results for a higher temperature level presented in one graph compress all the data concerning a particular parameter. If the curves representing evolution of the parameters in both temperatures over the ageing time fall into the same trajectory, it confirms that the obtained parameter values actually follow the Arrhenius equation. If the lines are parallel, it suggests that additional experiments are necessary to explain the observed phenomenon or that some correction coefficients should be introduced to the results at one temperature level to make results in both temperatures fall into one path.
Variation images of the PVC coating stiffness and fill ultimate strains over the ageing time are in Figure 3 and Figure 4, respectively. The experimental results at two temperature levels of 80 °C and 90 °C are presented in Figure 3a and Figure 4a. It was proven before24 that the first linear part of the experimental stress-strain curve of a simple tensile test (denoted here as EF0) corresponds to the stiffness of technical fabric covering made of PVC. The results obtained at the temperature level of 90 °C extrapolated in hours to 12 weeks (2000 hours) and recalculated to "real" years according to the Arrhenius simplified relation are drawn in the same graph in order to compare the results (Figure 3b and Figure 4b).
The evolution of stiffness of the PVC coating over ageing time is almost linear at temperature levels of 80 °C and 90 °C with a constant increment in time, much greater in 90 °C than in 80 °C. This phenomenon suggests that PVC subjected to relatively high temperature undergoes changes resulting in the growth of its stiffness, as an effect of accelerated ageing. This behavior is possibly caused by physical ageing, specific for polymer materials, like technical fabrics. The ultimate tensile strains values (εult) exhibit a decreasing trend over ageing time in the fill direction and temperature levels of 80 °C and 90 °C. For the warp direction, the UTS values show no significant variation over ageing time. On the other hand, the ultimate tensile strains (εult) decrease in 80 °C and grow in 90 °C.
The same procedure has been used to address the Bodner–Partom model parameters. Here, the hardening parameter m1 in the warp direction and the viscosity parameter n in the fill direction are presented in Figure 5 and Figure 6, respectively.
The final research results are sets of linear functions, which represent certain material parameters or fabric properties over ageing time. Following this, all the basic mechanical properties (stiffness, yield limit, ultimate tensile stress and strain) and Bodner–Partom model parameters (n, D0, D1, R0, R1, m1, m2) were identified, put together at temperature levels of 80 °C and 90 °C and analyzed by means of the Arrhenius extrapolation methodology29.
The approximation lines corresponding to the parameter trends throughout ageing time collapse to one line for UTS, εult, m1 in the case of fill direction. Other parameter approximation lines in ageing time exhibit parallel tendencies without collapse to one line.
In the case of warp direction, only the approximation lines of UTS, EW2 and m1 collapse into one line, while other parameters show neither clear tendency nor parallel character of the curves. All the parameter values in ageing time for the fill direction express parallel trends or collapse to one line. Thus, the approach of the Arrhenius simplified equation, shown in the present article, has been proven for that direction only.
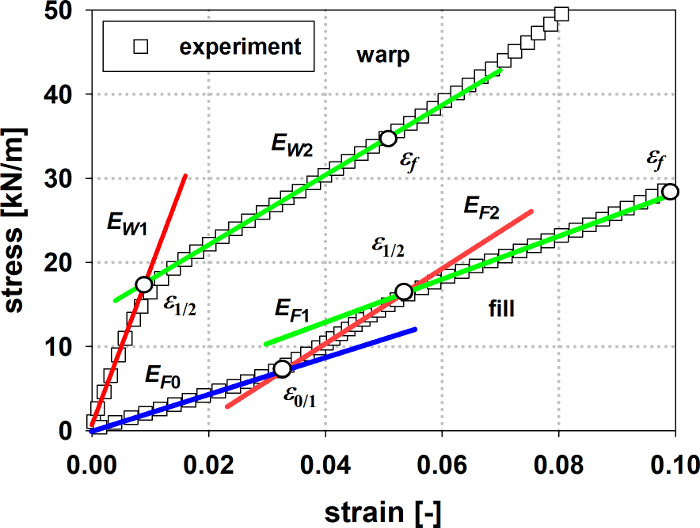
Figure 1: Schematic representation of the piecewise linear model for AF9032 fabric. Please click here to view a larger version of this figure.
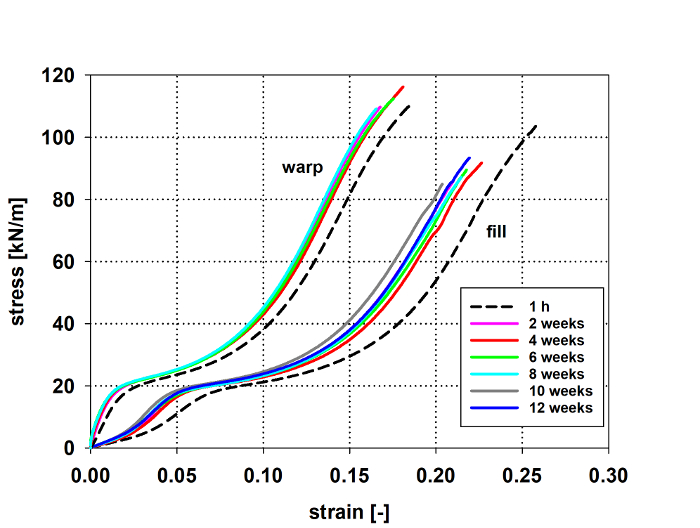
Figure 2: The impact in thermal ageing case at 80 °C on the stress–strain response in the warp and fill directions of AF9032 fabric, for the strain rate of 0.01 s-1. Please click here to view a larger version of this figure.
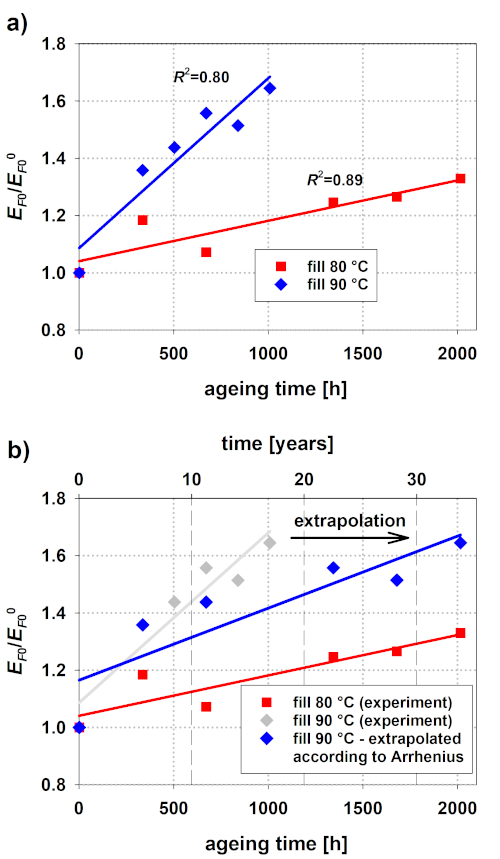
Figure 3: Stiffness of the PVC coating at different ageing times in hours (red and blue lines) (a); stiffness values obtained at 90 °C recalculated to time in years according to the Arrhenius simplified equation (blue lines) for the fill direction of AF9032 fabric (b). Please click here to view a larger version of this figure.
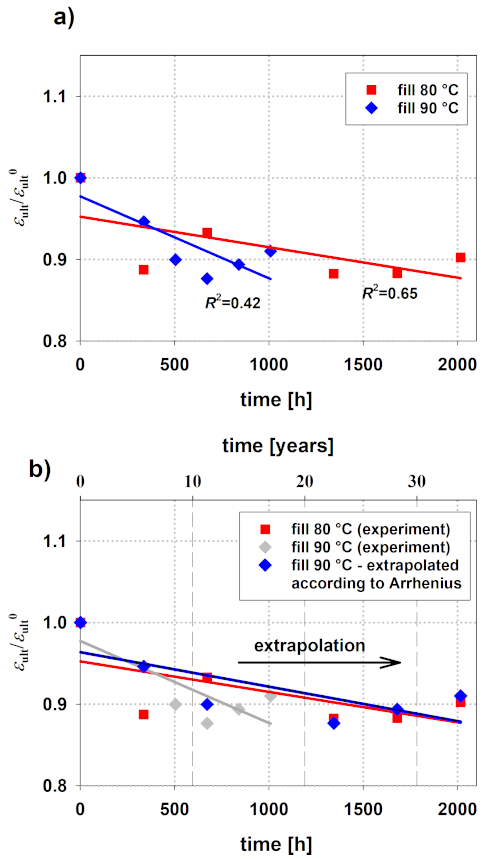
Figure 4: Ultimate strains of the PVC coating at different ageing times in (red and blue lines), experiments (a); ultimate strains values obtained at 90 °C recalculated to time in years according to the Arrhenius simplified equation (blue lines) in the fill direction of AF9032 (b). Please click here to view a larger version of this figure.
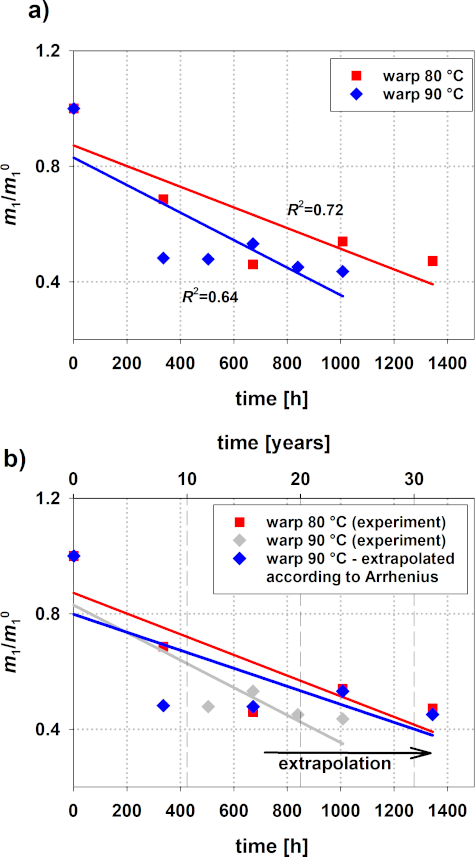
Figure 5: Bodner–Partom coefficient of isotropic hardening m1 at different ageing times in hours (red and blue lines), experiments (a); coefficient of isotropic hardening m1 values obtained at 90 °C recalculated to time in years according to the Arrhenius simplified equation (blue lines) in the warp direction of AF9032 (b). Please click here to view a larger version of this figure.
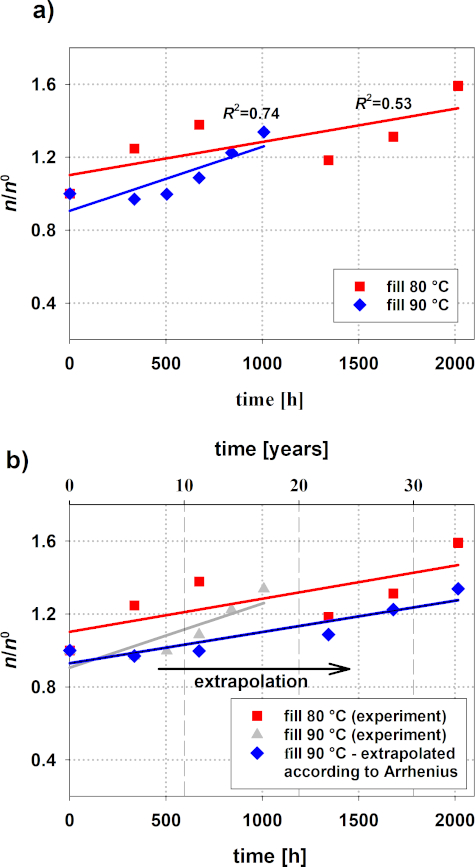
Figure 6: Bodner–Partom strain rate sensitivity parameter n at different ageing times in hours (red and blue lines) experiments (a); and strain rate sensitivity parameter n values obtained for 90 °C recalculated to time in years according to the Arrhenius simplified equation (blue lines) for the fill direction of the AF9032 (b). Please click here to view a larger version of this figure.
| Inelastic strain rate |  |
| Cumulated inelastic strain rate | 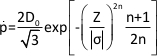 |
| Additional equations |  |
| Isotropic hardening |  |
| Kinematic hardening |  |
| Material parameters |  |
Table 1: Basis Bodner–Partom equations in uniaxial state.
| Variable | Tref | T | ΔT | f | Calculation example for 4 weeks of therml ageing |
| Formulation | – | – | T-Tref | 2(ΔT/10) | f*4/52 |
| Unit | °C | °C | °C | [-] | [years] |
| Resultados | 8 | 80 | 72 | 147 | 11.3 |
| 90 | 82 | 294 | 22.6 |
Table 2: Example calculations of the Arrhenius simplified equation.
| Laboratory ageing time [weeks] | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | ||
| Time according to Arrhenius [years] | 80 °C | 2.8 | (5.7) | 8.5 | (11.3) | 14.1 | (17.0) | 19.8 | (22.6) | 25.4 | (28.3) | 31.1 | (33.9) | |
| 90 °C | (5.7) | (11.3) | (17.0) | (22.6) | (28.3) | (33.9) | 39.6 | 45.2 | 50.9 | 56.6 | 62.2 | 67.9 | ||
| ( ) marks the ageing tests performed in the present study and used to identify parameters. | ||||||||||||||
Table 3: Extrapolation of ageing time recalculated with the Arrhenius equation at temperature levels of 80 °C and 90 °C.
