Ionisch elektromechanisch actieve polymeer- of polymere composieten zijn intrinsiek zachte en conforme materialen die steeds meer belangstelling hebben gekregen voor verschillende zachte robotica en biomimetische toepassingen (bijvoorbeeld als actuatoren, grijpers of biogeïnspireerde robots1,2). Dit type materiaal reageert op elektrische signalen in het bereik van een paar volt, waardoor ze gemakkelijk te integreren zijn met conventionele elektronica en krachtbronnen3. Veel verschillende soorten ionische actuator basismaterialen zijn beschikbaar, zoals beschreven in detail elders4, en weer zeer recent5. Bovendien is de laatste tijd met name benadrukt dat de ontwikkeling van zachte robotapparaten nauw verbonden zal zijn met de ontwikkeling van geavanceerde productieprocessen voor relevante actieve materialen en componenten6. Bovendien is het belang van een efficiënte en gevestigde processtroom bij de bereiding van reproduceerbare actuatoren die het potentieel hebben om van het laboratorium naar de industrie over te stappen, ook in eerdere op methoden gebaseerde studiesbenadrukt 7.
In de afgelopen decennia zijn veel fabricagemethoden ontwikkeld of aangepast voor de bereiding van actuatoren (bv. laag-voor-laag gieten8 en warmpersen9,10, impregnatie-reductie11, schilderij12,13, of sputteren en daaropvolgende elektrochemische synthese14,15, inkjet druk16 en spin-coating17); sommige methoden zijn universeler, en sommige zijn meer beperkend in termen van materiaalselectie dan anderen. Echter, veel van de huidige methoden zijn vrij ingewikkeld en / of meer geschikt voor laboratorium schaal fabricage. Het huidige protocol richt zich op een snelle, herhaalbare, betrouwbare, geautomatiseerde en schaalbare actuator fabricage methode om actieve laminaat te produceren met lage batch-to-batch en binnen-batch variabiliteit en een lange actuator levensduur18. Deze methode kan worden gebruikt door materiaalwetenschappers om krachtige actuatoren te ontwikkelen voor de volgende generatie biogeïnspireerde toepassingen. Bovendien, na deze methode zonder wijzigingen geeft zachte robotica ingenieurs en docenten een actief materiaal voor de ontwikkeling en prototyping van nieuwe apparaten, of voor het onderwijzen van zachte robotica concepten.
Ionische elektromechanisch actieve polymeer- of polymere actuatoren zijn meestal gemaakt van twee- of drielaags laminaire composieten en buigen in reactie op elektrische stimulatie in het bereik van enkele volt(figuur 1). Deze buigbeweging wordt veroorzaakt door de zwellings- en contractieeffecten in de elektrodelagen, en wordt meestal veroorzaakt door faradaische (redox)-reacties op de elektroden (bijvoorbeeld in het geval van elektromechanisch actieve polymeren (EAP’s) zoals de geleidende polymeren) of door capacitief opladen van de dubbele laag (bijvoorbeeld in polymeerelektroden op basis van koolstof, waar het polymeer alleen als bindmiddel kan fungeren). In dit protocol (figuur 2) richten we ons op het laatste; we tonen de fabricage van een elektromechanisch actief composiet dat bestaat uit twee hoge specifieke oppervlakte elektronisch geleidende koolstofgebaseerde elektroden die worden gescheiden door een inert ion-geleidend membraan dat de beweging van kationen en anionen tussen de elektroden vergemakkelijkt – een configuratie die sterk lijkt op de supercondensatoren. Dit type actuator buigt in reactie op capacitief laden/ontladen en de daaruit voortvloeiende zwelling/samentrekking van de elektroden wordt meestal toegeschreven aan de verschillen in het volume en de mobiliteit van kationen en anions van het elektrolyt8,10,19. Tenzij oppervlakte-gefunctionaliseerde koolstof wordt gebruikt als het actieve materiaal of de capacitieve composiet wordt gebruikt buiten de elektrochemische stabiliteit potentieel venster van het elektrolyt, geen faradaic reacties worden verwacht plaats te vinden op dit type elektroden20. Het ontbreken van faradaic reacties is de belangrijkste bijdrage aan de gunstig lange levensduur van dit actuatormateriaal (d.w.z., duizenden cycli in lucht8,18 getoond voor verschillende capacitieve actuatoren).
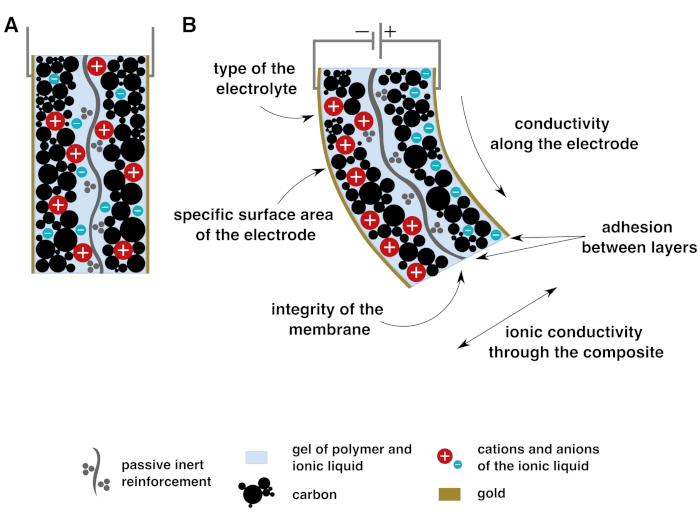
Figuur 1: De structuur van de op koolstof gebaseerde actuator in de neutrale (A) en in de aangedreven toestand (B). (B) wijst ook op de belangrijkste kenmerken die de prestaties van een ionische actuator bepalen. Opmerking: het cijfer wordt niet op schaal aangetrokken. Ionengrootte is overdreven om het meest geciteerde actuatiemechanisme te illustreren dat voorkomt in het geval van een inert membraan dat de mobiliteit van zowel anionen als kationen van het elektrolyt mogelijk maakt (bijvoorbeeld ionische vloeistof). Klik hier om een grotere versie van dit cijfer te bekijken.
Het verkrijgen van een functioneel membraan dat intact blijft gedurende het hele fabricageproces is een van de belangrijkste stappen in de succesvolle actuatorvoorbereiding. Een high-performance membraan voor een actuator is zo dun mogelijk en maakt ionische geleidbaarheid tussen de elektroden mogelijk, terwijl het blokkeren van elke elektronische geleidbaarheid. De ionische geleidbaarheid in het membraan kan het gevolg zijn van het combineren van het elektrolyt met een inert poreus netwerk (bijvoorbeeld de aanpak die in dit protocol wordt gebruikt) of door het gebruik van specifieke polymeren met covalent gebonden geïoniseerde eenheden of andere groepen die interacties met het elektrolyt mogelijk maken. De eerste benadering heeft hier de voorkeur voor zijn eenvoud, terwijl specifiek op maat gemaakte interacties tussen het elektrolyt en het polymeernetwerk ook voordelen kunnen hebben, als ongunstige interacties (bijvoorbeeld het blokkeren of vertragen van ionenbewegingen aanzienlijk als gevolg van interacties) kunnen worden uitgesloten. De uitgebreide selectie van ionomische of anderszins actieve membranen voor elektromechanisch actieve actuatoren en de daaruit voortvloeiende werkingsmechanismen zijn onlangs herzien21. De membraanselectie speelt, naast de elektrodeselectie, een cruciale rol in de prestaties, levensduur en actuatiemechanisme van de actuator. Het huidige protocol richt zich voornamelijk op inerte membranen die de poreuze structuur voor ionenmigratie bieden (zoals afgebeeld op figuur 1),hoewel delen van het protocol (bijvoorbeeld membraanoptie C) ook gunstig kunnen zijn voor actieve membranen.
Naast de membraanmateriaalselectie speelt de fabricagemethode ook een belangrijke rol bij het verkrijgen van een functionele afscheider voor het composiet. Eerder gebruikte gegoten membranen hebben de neiging om te smelten tijdens de latere hot-pressing stap en kunnen daarom kortsluiting hotspots22. Bovendien hebben commerciële ionomische membranen (bijvoorbeeld Nafion) de neiging om aanzienlijk op te zwellen en gespen in reactie op oplosmiddelen die worden gebruikt in de latere productiestappen12, en sommige polymeren (bijvoorbeeld cellulose23)staan erom bekend dat ze tot op zekere hoogte oplossen in sommige ionische vloeistoffen, wat mogelijk problemen veroorzaakt met de herhaalbaarheid van het fabricageproces en resulteert in een slechte uniformiteit van de elektroden. Daarom richt dit protocol zich op actuatoren met een integraal passief en chemisch inert component in het membraan (bijvoorbeeld glasvezel of zijde met PVDF of PTFE) die het composiet stopt met zwellen en knikken in latere fabricagestappen of kortsluitingshotspots vormen. Bovendien vereenvoudigt de toevoeging van een inerte en passieve component het productieproces aanzienlijk en maakt het grotere batchgroottes mogelijk in vergelijking met meer traditionele methoden.
De opname van een passieve versterking in het membraan werd voor het eerst geïntroduceerd door Kaasik etal. 18 om de bovengenoemde problemen in het actuatorproductieproces aan te pakken. De opname van een geweven textielversterking (zie ook figuur 3B en 3D)introduceert verder de mogelijkheid om gereedschappen te integreren in de actieve composiet24 of om slim textiel te ontwikkelen18. Daarom is het membraan optie C in het protocol meer geschikt voor dergelijke toepassingen. In het geval van geminiaturiseerde actuatoren (in het submillimeterniveau) wordt de passief-naar-actieve componentverhouding in het membraan echter steeds ongunstiger en kan de opname van een geordende textielversterking de prestaties van de actuator en de herhaalbaarheid van monster tot monster negatief gaan beïnvloeden. Bovendien kan de richting van de wapening (langs of diagonaal met betrekking tot de buigrichting) de prestaties van complexer gevormde actuatoren onverwacht beïnvloeden. Daarom zou een minder geordende en zeer poreuze inerte structuur voordeliger zijn voor geminiaturiseerde actuatoren en complexere actuatorvormen.
Polytetrafluorethyleen (PTFE, ook bekend onder de handelsnaam Teflon) is een van de meest inerte polymeren weten tot nu toe. Het is meestal zeer hydrofoob, maar oppervlakte-behandelde versies die hydrofiel zijn gemaakt bestaan, die gemakkelijker bruikbaar zijn in de actuator fabricage. Figuur 3A illustreert de willekeurige structuur van een inerte hydrofielPTFE filtratiemembraan dat in dit protocol werd gebruikt voor actuatorvoorbereiding. Naast de uniformiteit van dit materiaal in alle richtingen die gunstig is voor het uitsnijden van geminiaturiseerde actuatoren of complexe vormen, met behulp van een commerciële filtratie membraan met gecontroleerde porositeit verder vereenvoudigt de actuator fabricage proces door bijna elimineren van de noodzaak voor een membraan voorbereiding. Bovendien zijn membraandiktes tot 30 μm uiterst moeilijk te verkrijgen in de eerder beschreven textielversterkte configuratie. Daarom moeten op PTFE gebaseerde actuatorfabricagemethoden (opties A en B) uit dit protocol in de meeste gevallen de voorkeur krijgen, aangezien optie A sneller is, maar actuatoren die met optie B worden gemaakt, tonen grotere stammen (in het frequentiebereik in figuur 4B). De zachte grijper geïntroduceerd in de representatieve resultaten sectie werd ook bereid met behulp van de PTFE membraan eerst gedrenkt in elektrolyt.
Nadat een functioneel membraan is voorbereid, gaat het protocol verder met de elektrodevoorbereiding en de huidige collector-bevestiging. De op koolstof gebaseerde elektroden worden toegevoegd met behulp van spray-coating – een industrieel vastgestelde procedure die een hoge controle over de resulterende elektrode laag dikte mogelijk. Er worden meer uniforme elektroden geproduceerd met een spuitcoating in vergelijking met bijvoorbeeld de gietmethode (of mogelijk ook andere vloeibare methoden) waarbij sedimentatie van koolstofdeeltjes tijdens het drogen van de film25 is bekend. Bovendien is een ander kenmerk van de gepresenteerde fabricagemethode gebaseerd op de oplosmiddelselectiestrategie die het belangrijkst is in het geval van met textiel versterkte membranen. Om precies te zijn lost 4-methyl-2-pentanone (het oplosmiddel in de elektrodesuspensie en lijmoplossing) de inerte membraanversterkingen of PVDF die worden gebruikt in de membraanoplossing van het met textiel versterkte membraan niet op. Daarom wordt het risico van kortsluiting hotspots in de composiet tijdens spray coating verder verminderd.
Het capacitieve laminaat is al actief na het aanbrengen van koolstofelektroden. Echter, een orde van grootte snellere actuatoren26 worden verkregen met de toepassing van goudstroom verzamelaars. Een andere belangrijke stap in het protocol is de bevestiging van de huidige collectoren, terwijl de overeenkomstige elektrode is in de uitgerekte staat (dat wil zeggen, de composiet is gebogen). Daarom wordt in de neutrale vlakstaat van de actuator het bladgoud in het submillimeterniveau gegespt. Deze buffering-by-buckling27 aanpak maakt hogere vervormingen zonder breken dan anders mogelijk zou zijn voor een fijne (~ 100 nm) metalen plaat.
Alle actuator productiestappen (membraanvoorbereiding, elektrode spuiten, huidige collector attachment) zijn ook samengevat in figuur 2. Voor de performance characterization demonstratie hebben we een grijper voorbereid die een willekeurig gevormd object met een willekeurige oppervlaktetextuur vastgrijpt, vasthoudt en vrijgeeft. Eenvoudigere geometrieën, zoals rechthoekige monsters met een beeldverhouding van 1:4 of hoger (bijvoorbeeld 4 mm tot 20 mm of zelfs 1 mm tot 20 mm28)die uit het actieve materiaal zijn gesneden en in de cantileverpositie zijn geklemd, zijn ook zeer typerend voor materiaalkarakterisering of andere toepassingen die gebruikmaken van het buiggedrag.
Het artikel eindigt met een korte introductie in de typische ionische elektromechanisch actieve capacitieve materiaalkarakterisering en probleemoplossing technieken met behulp van de eenvoudiger rechthoekige actuator geometrie. We laten zien hoe je gemeenschappelijke elektrochemische karakteriseringstechnieken zoals cyclische voltammetrie (CV) en elektrochemische impedantiespectroscopie (EIS) gebruiken om het actuatormateriaal in meer detail te karakteriseren en op te lossen. De visualisatie van de composiet in sub-millimeter niveau wordt gedaan met behulp van scanning elektronenmicroscopie (SEM), waarvoor we gebruik maken van de cryo-breken techniek om de monsters voor te bereiden. De polymere aard van het materiaal maakt het moeilijk om duidelijke dwarsdoorsnedes te verkrijgen met slechts regelmatig snijden. Het breken van bevroren monsters resulteert echter in goed gedefinieerde dwarsdoorsnedes.
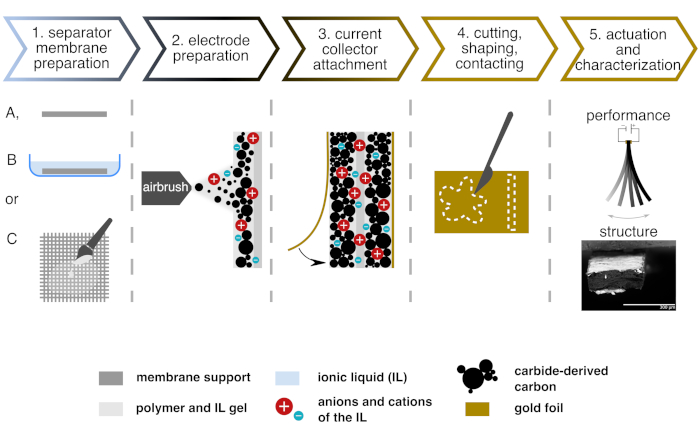
Figuur 2: Overzicht van het fabricageproces. De belangrijkste stappen worden gemarkeerd. Klik hier om een grotere versie van dit cijfer te bekijken.
