Ioniske elektromekanisk aktive polymer- eller polymerkompositter er iboende myke og kompatible materialer som har fått økende interesse for ulike myke robotikk- og biomimetiske applikasjoner (f.eks. som aktuatorer, gripere eller bioinspirerte roboter1,2). Denne typen materiale reagerer på elektriske signaler i området av noen få volt, noe som gjør dem enkle å integrere med konvensjonell elektronikk og strømkilder3. Mange forskjellige typer ioniske aktuatorbasematerialer er tilgjengelige, som beskrevet i detalj andre steder4, og igjen veldig nylig5. Videre har det blitt spesielt understreket nylig at utviklingen av myke robotenheter vil være svært nært knyttet til utviklingen av avanserte produksjonsprosesser for relevante aktive materialer og komponenter6. Videre har betydningen av en effektiv og veletablert prosessflyt i utarbeidelsen av reproduserbare aktuatorer som har potensial til å flytte fra laboratoriet til industrien også blitt fremhevet i tidligere metoder-baserte studier7.
I løpet av de siste tiårene har mange fabrikasjonsmetoder blitt utviklet eller tilpasset for fremstilling av aktuatorer (f.eks. lag-for-lag-støping8 og hot-pressing9,10, impregneringsreduksjon11, maleri12,13, eller sputtering og påfølgende elektrokjemisk syntese14,15, blekkskriver utskrift16 og spin-belegg17); noen metoder er mer universelle, og noen er mer begrensende når det gjelder materialvalg enn andre. Mange av dagens metoder er imidlertid ganske kompliserte og/eller mer egnet for laboratorieskalafabrikasjon. Den nåværende protokollen fokuserer på en rask, repeterbar, pålitelig, automatisert og skalerbar aktuatorfabrikasjonsmetode for å produsere aktive laminater med lav batch-til-batch og innenfor batch variabilitet og en lang aktuator levetid18. Denne metoden kan brukes av materialer forskere til å utvikle høy ytelse aktuatorer for neste generasjon av bioinspirerte applikasjoner. Videre, etter denne metoden uten modifikasjoner gir myke robotingeniører og lærere et aktivt materiale for utvikling og prototyping av nye enheter, eller for undervisning av myke robotikkkonsepter.
Ioniske elektromekanisk aktive polymer- eller polymeraktuatorer er vanligvis laget av to- eller tre-lags lamitarkompositter og bøyer seg som svar på elektrisk stimulering i området få volt (figur 1). Denne bøyebevegelsen er forårsaket av hevelse og sammentrekningseffekter i elektrodelagene, og den bringes vanligvis sammen enten av faradaiske (redoks) reaksjoner på elektrodene (f.eks. i karbonbaserte polymeriske elektroder, hvor polymeren bare kan fungere som et bindemiddel). I denne protokollen (Figur 2)fokuserer vi på sistnevnte; vi viser fabrikasjon av en elektromekanisk aktiv kompositt som består av to høyspesifikke overflateareal elektronisk ledende karbonbaserte elektroder som er atskilt av en inert ion-ledende membran som letter bevegelsen av kationer og anioner mellom elektrodene – en konfigurasjon som ligner på superkondensatorene. Denne typen aktuatorbøyninger som svar på kapasitiv lading/lossing og den resulterende hevelsen/sammentrekningen av elektrodene skyldes vanligvis forskjellene i volum og mobilitet av kationer og anioner avelektrolytten 8,10,19. Med mindre overflatefunksjonalisert karbon brukes som det aktive materialet eller kapasitiv kompositt brukes utenfor elektrokjemisk stabilitet potensial vindu av elektrolytten, ingen faradaiske reaksjoner forventes å finne sted på denne typen elektroder20. Mangelen på faradaiske reaksjoner er den viktigste bidragsyteren til de gunstig lange levetidene til dette aktuatormaterialet (dvs. tusenvis av sykluser i luft8,18 vist for forskjellige kapasitive aktuatorer).
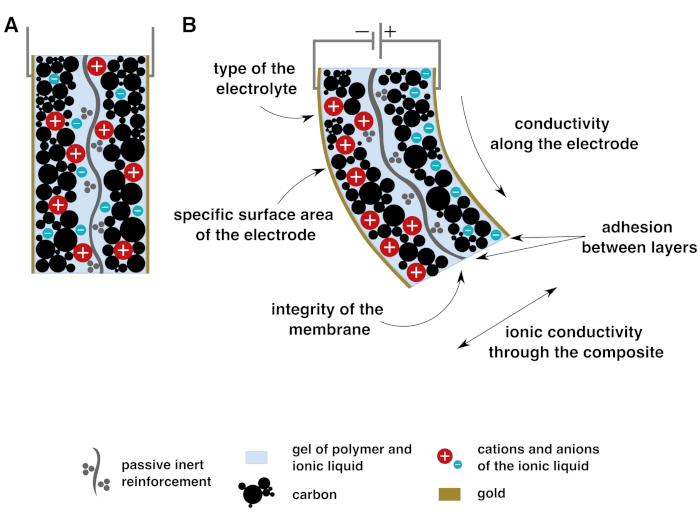
Figur 1: Strukturen til den karbonbaserte aktuatoren i nøytral (A) og i aktuatiert tilstand (B). (B) fremhever også de viktigste egenskapene som bestemmer ytelsen til en ionisk aktuator. Merk: Figuren tegnes ikke for å skaleres. Ionstørrelse har blitt overdrevet for å illustrere den mest siterte aktiveringsmekanismen som er utbredt i tilfelle en inert membran som muliggjør mobiliteten til både anioner og kationer av elektrolytten (f.eks. ionisk væske). Vennligst klikk her for å se en større versjon av denne figuren.
Å skaffe en funksjonell membran som forblir intakt gjennom hele fabrikasjonsprosessen er et av de viktigste trinnene i vellykket aktuatorpreparat. En høyytelsesmembran for en aktuator er så tynn som mulig og muliggjør ionisk ledningsevne mellom elektrodene mens du blokkerer elektronisk ledningsevne. Den ioniske ledningsevnen i membranen kan skyldes å kombinere elektrolytten med et inert porøs nettverk (f.eks. tilnærmingen som brukes i denne protokollen) eller ved bruk av spesifikke polymerer med kovalente limte ioniserte enheter eller andre grupper som muliggjør interaksjoner med elektrolytten. Den tidligere tilnærmingen foretrekkes her for sin enkelhet, mens spesielt skreddersydde interaksjoner mellom elektrolytten og polymernettverket også kan ha fordeler, hvis ugunstige interaksjoner (f.eks. blokkering eller bremsing av ionbevegelsen betydelig på grunn av interaksjoner) kan utelukkes. Det store utvalget av ionomeriske eller på annen måte aktive membraner for elektromekanisk aktive aktuatorer og deres resulterende aktiveringsmekanismer har blitt gjennomgått nylig21. Membranvalget, i tillegg til elektrodevalget, spiller en avgjørende rolle i aktuatorens ytelse, levetid og aktiveringsmekanisme. Den nåværende protokollen fokuserer hovedsakelig på inerte membraner som gir den porøse strukturen for ionemigrasjon (som vist på figur 1), selv om deler av protokollen (f.eks. membranalternativ C) også kan være gunstig for aktive membraner.
I tillegg til membranmaterialvalget spiller fabrikasjonsmetoden også en viktig rolle i å skaffe en funksjonell separator for komposittet. Tidligere brukte støpte membraner har en tendens til å smelte under det senere hot-pressing trinn og kan derfor danne kortslutning hotspots22. Videre har kommersielle ionomeriske membraner (f.eks Nafion) en tendens til å hovne opp og spenne betydelig som svar på løsemidler som brukes i senere produksjonstrinn12, og noen polymerer (f.eks cellulose23) er kjent for å oppløses til en viss grad i noen ioniske væsker, noe som muligens forårsaker problemer med repeterbarheten av fabrikasjonsprosessen og resulterer i dårlig ensartethet av elektrodene. Derfor fokuserer denne protokollen på aktuatorer med en integrert passiv og kjemisk inert komponent i membranen (f.eks glassfiber eller silke med PVDF eller PTFE) som stopper komposittet fra hevelse og knekking i senere fabrikasjonstrinn eller fra å danne kortslutningssoner. Videre forenkler tillegg av en inert og passiv komponent produksjonsprosessen betydelig og muliggjør større batchstørrelser sammenlignet med mer tradisjonelle metoder.
Inkluderingen av en passiv forsterkning i membranen ble først introdusert av Kaasik et al. 18 for å takle de ovennevnte problemene i aktuatorproduksjonsprosessen. Inkluderingen av en vevd tekstilforsterkning (se også figur 3B og 3D)introduserer ytterligere evnen til å integrere verktøy i den aktivekompositt24 eller å utvikle smarte tekstiler18. Derfor er membranalternativet C i protokollen mer egnet for slike applikasjoner. Men i tilfelle miniatyriserte aktuatorer (i submillimeternivået), blir det passive til aktive komponentforholdet i membranen mer og mer ugunstig, og inkluderingen av en bestilt tekstilforsterkning kan begynne å påvirke aktuatorens ytelse negativt og prøvens repeterbarhet. Videre kan retningen på forsterkningen (langs eller diagonalt i forhold til bøyeretningen) påvirke ytelsen til mer komplekst formede aktuatorer uventet. Derfor ville en mindre bestilt og svært porøs inert struktur være mer gunstig for miniatyriserte aktuatorer og mer komplekse aktuatorformer.
Polytetrafluoretylen (PTFE, også kjent under handelsnavnet Teflon) er en av de mest inerte polymerene som er kjent til dags dato. Det er vanligvis svært hydrofobe, men overflatebehandlede versjoner som er gjengitt hydrofile eksisterer, som lettere kan brukes i aktuatorfabrikasjonen. Figur 3A illustrerer den tilfeldige strukturen til en inert hydrofil PTFE filtreringsmembran som ble brukt i denne protokollen for aktuatorforberedelse. I tillegg til ensartethet av dette materialet i alle retninger som er gunstig for å kutte ut miniatyriserte aktuatorer eller komplekse former, ved hjelp av en kommersiell filtreringsmembran med kontrollert porøsitet ytterligere forenkler aktuatorfabrikasjonsprosessen ved nesten å eliminere behovet for noen membran forberedelse. Dessuten er membrantykkelser så lave som 30 μm ekstremt vanskelig å få tak i den tidligere beskrevne tekstilforsterkede konfigurasjonen. PtFE-baserte aktuatorfabrikasjonsmetoder (alternativ A og B) fra denne protokollen bør derfor foretrekkes i de fleste tilfeller, og videre med tanke på at alternativ A er raskere, men aktuatorer gjort ved hjelp av alternativ B viser større stammer (i frekvensområdet som presenteres i figur 4B). Den myke griperen introdusert i den representative resultatdelen ble også utarbeidet ved hjelp av PTFE membranen først gjennomvåt i elektrolytt.
Etter at en funksjonell membran er utarbeidet, fortsetter protokollen med elektrodepreparatet og gjeldende samlervedlegg. De karbonbaserte elektrodene tilsettes ved hjelp av spraybelegg – en industrielt etablert prosedyre som muliggjør høy kontroll over den resulterende elektrodelagtykkelsen. Mer ensartede elektroder produseres med sprøytebelegg sammenlignet med for eksempel støpemetoden (eller muligens også andre flytende metoder) hvor sedimentering av karbonpartikler under filmen tørking25 er kjent for å forekomme. Videre er en ytterligere funksjon av den presenterte fabrikasjonsmetoden avhengig av løsningsmiddelvalgstrategien som er viktigst i tilfelle tekstilforsterkede membraner. Mer presist oppløses ikke 4-metyl-2-pentanon (oppløsningsvæsken i elektrodesuspensjonen og limoppløsningen) de inerte membranforsterkningene eller PVDF som brukes i membranløsningen til den tekstilforsterkede membranen. Derfor reduseres risikoen for å skape kortslutningssoner i komposittet under sprøytebelegget ytterligere.
Kapasitive laminat er allerede aktiv etter påføring av karbonelektroder. Imidlertid oppnås en størrelsesorden raskere aktuatorer26 ved bruk av gullnåværende samlere. Et ytterligere viktig skritt i protokollen er feste av nåværende samlere mens den tilsvarende elektroden er i strukket tilstand (dvs. komposittet er bøyd). Derfor, i den nøytrale flate tilstanden til aktuatoren, vil gullbladet bli spent i submillimeternivået. Denne bufring-by-buckling27 tilnærming muliggjør høyere deformasjoner uten å bryte enn ellers ville være mulig for en fin (~ 100 nm) metallplate.
Alle aktuatorproduksjonstrinnene (membrantilberedning, elektrodesprøyting, strømsamlervedlegg) er også oppsummert i figur 2. For ytelseskarakteriseringsdemonstrasjonen har vi utarbeidet en griper som i samsvar griper, holder og slipper ut et tilfeldig formet objekt med en tilfeldig overflatetekstur. Enklere geometrier, for eksempel rektangulære prøver med 1:4 eller høyere sideforhold (f.eks. 4 mm til 20 mm eller til og med 1 mm til 20 mm28)som kuttes ut av det aktive materialet og klemmes fast i kantilens posisjon, er også svært typiske for materialkarakterisering eller andre applikasjoner som bruker bøyetypenatferd.
Artikkelen avsluttes med en kort introduksjon til den typiske ioniske elektromekanisk aktive kapasitivmateriale karakterisering og feilsøking teknikker ved hjelp av enklere rektangulær aktuator geometri. Vi viser hvordan du bruker vanlige elektrokjemiske karakteriseringsteknikker som syklisk voltammetri (CV) og elektrokjemisk impedansspektroskopi (EIS) for å karakterisere og feilsøke aktuatormaterialet mer detaljert. Visualiseringen av komposittet i submillimeternivå gjøres ved hjelp av skanning av elektronmikroskopi (SEM), som vi bruker kryo-fracturing teknikken for å forberede prøvene. Materialets polymere natur gjør det vanskelig å oppnå klare tverrsnitt med bare regelmessig kutting. Å bryte frosne prøver resulterer imidlertid i veldefinerte tverrsnitt.
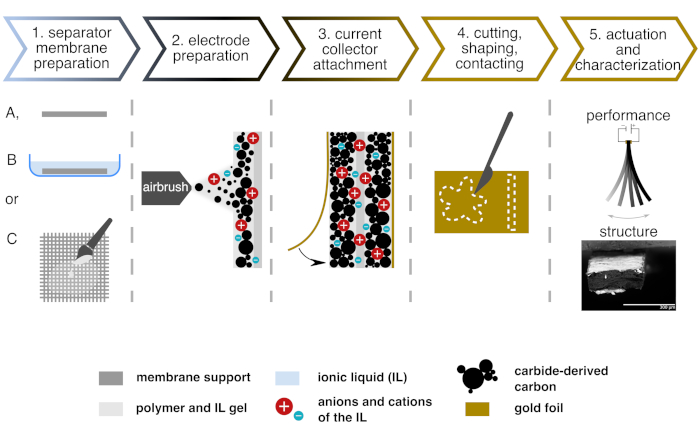
Figur 2: Oversikt over fabrikasjonsprosessen. De viktigste trinnene er uthevet. Vennligst klikk her for å se en større versjon av denne figuren.
