The general procedure for 3D printing and surface functionalization is shown in Figure 1. In this protocol, a network polymer is initially synthesized via a photoinduced RAFT polymerization process15, using a 3D printer to fabricate an object in a layer-by-layer process (Figure 1A). The bulk resin used to form the polymer network contains a photolabile initiating species (TPO), which generates radicals upon exposure to 405 nm light. These radicals can then add to vinyl bonds in the monomer DMAm and the crosslinker PEGDA, which provides a polymer network via a chain-growth polymerization mechanism. The RAFT agent BTPA mediates the network growth via a degenerative chain-transfer mechanism, which provides polymer materials with increased homogeneity28. During the layer-by-layer 3D printing process, a 3D polymer network is formed via photopolymerization for a defined time, called the layer cure time. In this work, the layers were designed to be 50 µm thick, and the layer cure time was 40 s. To ensure the 3D printed material adheres to the 3D printer build stage, the first two layers in the printing process are exposed for a longer time, for 80 s/layer. Once a layer is cured, the build stage rises along the z-axis, allowing the fresh uncured resin to fill the void underneath the 3D printed layers. The build stage lowers into the vat again, and the next layer is cured. The resulting 3D printed object displays the characteristic yellow hue of trithiocarbonate RAFT agents such as BTPA, as visualized in both the bulk resin (Figure 1C, second from left) and the final 3D printed object.
Critically, the trithiocarbonate terminus on the polymer network provides a functional handle from which the surface functionalization can occur. Following the 3D printing of the base substrate, the 3D printing program was paused, and the resin was switched to the surface resin. The surface resin components are shown in Figure 1B. TPO is added to initiate polymerization, while monofunctional vinyl monomers are used for surface functionalization, designed to provide linear polymer chains rather than a crosslinked network. Specifically, the monomers selected in this process are DMAm and the fluorescent PyMMA, which allows the formation of fluorescent polymers from the 3D printed material.
As shown in Figure 2A,B, the designed materials in this protocol include a rectangular prism and several dog-bone-shaped specimens for tensile testing. The general rectangular prism and dog-bone shapes27 are used to print the base substrate, using 30 total layers (layers 0-29 in the 3D printing program) with 50 µm thickness to provide a 1.5 mm thick base substrate. As shown in Figure 2C, the surface pattern is designed to irradiate only the rectangular prism base object in the yin-yang pattern. The surface pattern was designed to have a layer of 50 µm thickness. The layer cure time was increased to 180 s to ensure sufficient polymerization to modify the material surface.
Following 3D printing of the base object and surface functionalization, the objects are post-cured under a 405 nm light source for 15 min. Following post-curing, the materials retained the characteristic yellow hue of the RAFT agent (Figure 3A) and showed well-defined shapes in line with the digital models shown in Figure 2A,B. The 3D printed materials are then removed from the build stage for further analysis. As shown in Figure 3B, the 3D printed and surface functionalized materials are yellow but highly transparent (Figure 3B). The effectiveness of the surface functionalization can be viewed by irradiating the materials under 312 nm light. As shown in Figure 3C,D, the functional materials show no fluorescence in the dark; however, switching the light source on reveals spatially resolved surface fluorescence in the regions irradiated with light during the surface functionalization step. The yin-yang pattern is visible on the material surface under these conditions; however, some imperfections were visible. When viewed under white light, the yin-yang pattern can be seen as a slightly raised structure. This may indicate the presence of unreacted crosslinking units during the surface functionalization or the formation of excess free polymer in solution during the surface functionalization. Further analysis of the material using a fluorescent imager showed that the underside of the material showed no fluorescence under UV light irradiation (Figure 3E); however, the topside of the material showed strong fluorescence in the yin-yang pattern (Figure 3F).
Finally, the mechanical properties of the 3D printed dog-bone shaped samples were analyzed via a tensile testing machine to determine the material strength, ductility, and toughness. A representative stress-strain curve for the duplicate dog-bone-shaped samples is shown in Figure 4. The material initially showed an elastic deformation, providing yield stress (σy) of 24.8 ± 0.2 MPa, and then a plastic deformation before failure. The elongation at break (εb) was 11.7 ± 0.3 %, while the stress at break (σb) was 22.6 ± 0.3 MPa. The Young's modulus (E) was calculated to be 7.1 ± 0.2 MPa, while the toughness was 115.2 ± 3.0 MJ/m3.
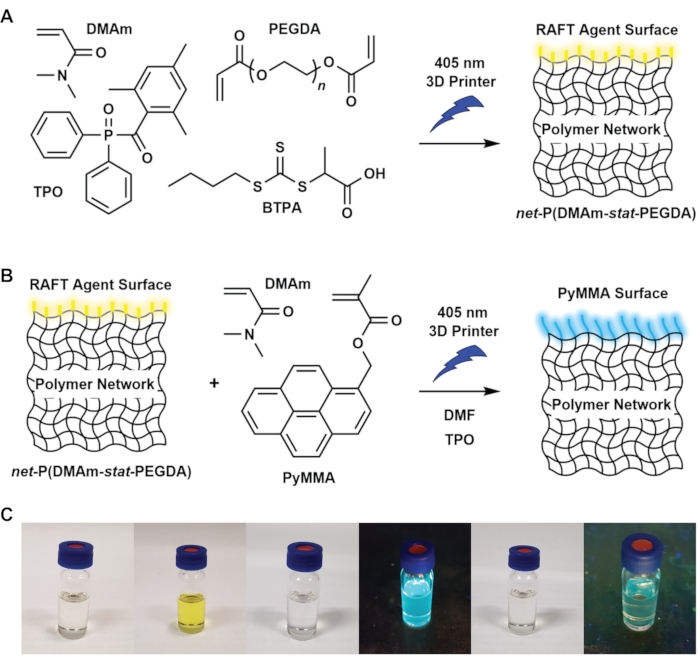
Figure 1: Schematic of the chemical process and illustration of selected resin components. (A) Bulk resin components and reaction schematic showing the synthesis of a net-P(DMAm-stat-PEGDA) polymer network via a 405 nm DLP 3D printer. (B) Surface resin components and reaction schematic showing surface functionalization of net-P(DMAm-stat-PEGDA) in a 405 nm DLP 3D printer. (C) Photographs of (from left to right): TPO in DMAm solution, bulk resin, PyMMA in DMF, PyMMA in DMF under 312 nm irradiation, surface resin, surface resin under 312 nm irradiation. Please click here to view a larger version of this figure.
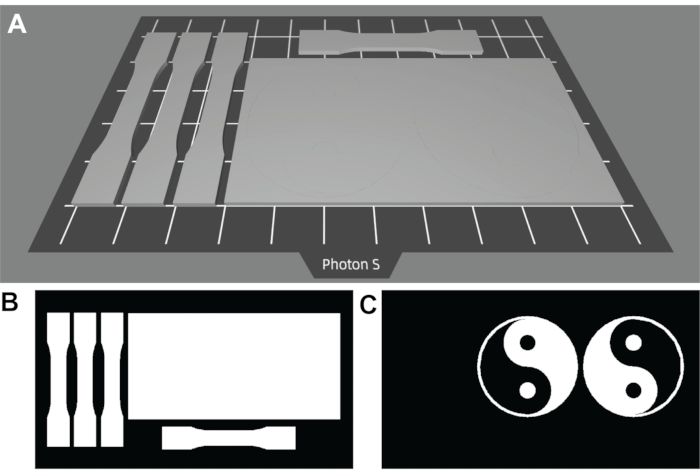
Figure 2: Digital images of the designed object to be 3D printed and surface functionalized. (A) 3D image showing the designed arrangement of 3D materials on the build stage. (B) Projection image showing the desired irradiation pattern in white for making the base object (layers 0-29). (C) Projection image showing the desired irradiation pattern in white for the surface functionalization (layer 30). The rectangular prism model is 80 x 40 x 1.5 mm (X x Y x Z), and the yin-yang symbol diameter is 38 mm. Please click here to view a larger version of this figure.
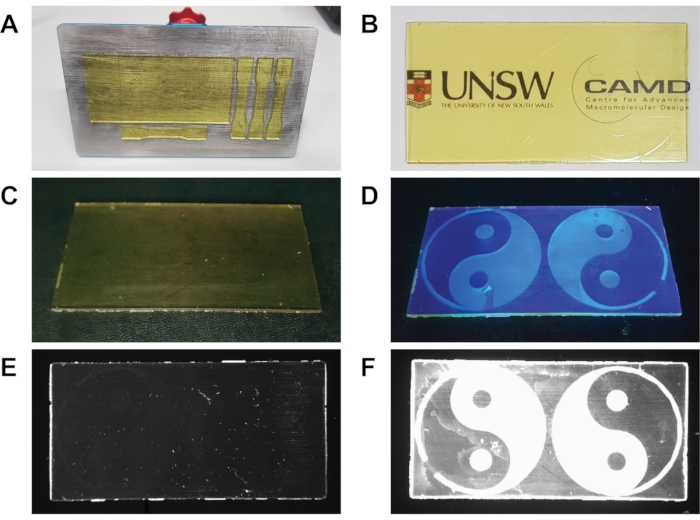
Figure 3: Images showing 3D printed and post-functionalized materials. (A) Photograph of the build stage after printing, post-functionalization, and 15 min post-cure under 405 nm irradiation. (B) Photograph of the functional material on top of the paper with logos, showing transparency. (C) Photograph of functional material in low light before UV irradiation. (D) Illustration of functional material under 312 nm irradiation shows strong fluorescence in the areas irradiated during the surface functionalization step. (E) Fluorescence image of the underside of functional material using a 2 s exposure time, showing no fluorescence. (F) Fluorescence image of the topside of functional material using a 1 s exposure time, showing strong fluorescence in the areas of the region that were irradiated during the surface functionalization step. 3D printed rectangular base substrate is 80 × 40 mm (X x Y), and the yin-yang symbol diameter is 38 mm. Images from (E) and (F) were obtained using a fluorescence imager. Please click here to view a larger version of this figure.
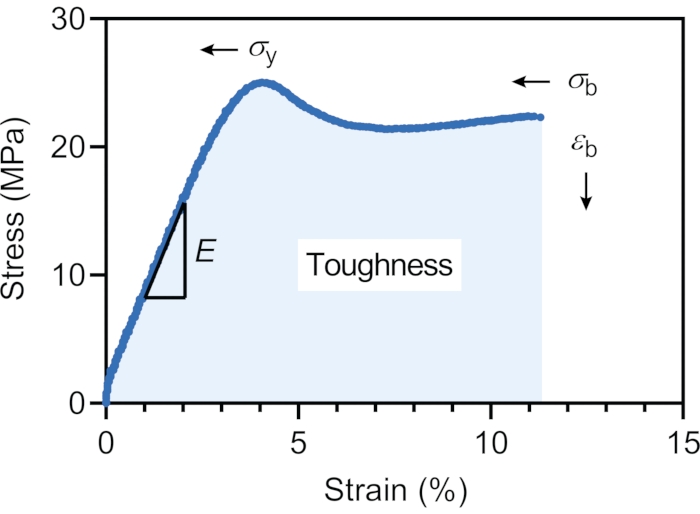
Figure 4: Stress vs. strain curves for 3D printed dog-bone shaped samples without surface functionalization. The yield stress (σy = 24.8 ± 0.2 MPa), elongation at break (εb = 11.7% ± 0.3%), and stress at break (σb = 22.6 ± 0.3 MPa) are indicated on the curve. The Young's modulus (E = 7.1 ± 0.2 MPa) was calculated in the linear elastic region from 1%-2% strain, while the toughness (115.2 ± 3.0 MJ/m3) was calculated based on the area under the stress-strain curve. Please click here to view a larger version of this figure.
| Parameters | Values |
| Layer thickness (mm) | 0.05 |
| Normal Exposure Time (s) | 40 |
| Off Time (s) | 2 |
| Bottom Exposure Time (s) | 80 |
| Bottom layers | 2 |
| Z Lift Distance (mm) | 3 |
| Z Lift Speed (mm/s) | 6 |
| Z Lift Retract Speed (mm/s) | 1 |
| Anti-alias | 1 |
Table 1: Parameters for creating the 3D model.
