1. 3D printing procedure for polymer samples
NOTE: The 3D printing of polymer samples on an FDM 3D printer includes a preparatory phase, printing process, and post-processing.
- Preparation of the model
- Create a 3D model of a sample geometry in any software supporting computer-aided design (CAD) and export it as an STL, OBJ, or STEP file.
NOTE: For metamaterials, the common software is a commercial (COMSOL Multiphysics, Abaqus, SolidWorks, etc.) or open-source (Elmer, MSLattice, etc.) finite-element package or CAD (Grasshopper, Fusion 360, SketchUp, 3DMECMET, GrabCAD, etc.) software for complex geometries. - Open the exported file in a slicer to construct an actual model for 3D printing based on the generated digital model. Specify the print settings, such as the orientation of the sample (to reduce the need for support), print speed and temperature (governed by the choice of a filament), infill density for solid parts (100% for metamaterial samples), layer height, eventual support for hangover parts, etc.
NOTE: Specific values for these settings depend on the model of a 3D printer and can be found in corresponding manuals. - Store the sliced geometry and the specified settings in a G-code file sent to the 3D printer through a network connection or an external USB drive.
- Create a 3D model of a sample geometry in any software supporting computer-aided design (CAD) and export it as an STL, OBJ, or STEP file.
- Preparation of a 3D printer
- Before starting the 3D printing process, clean the print bed with alcohol and a microfiber cloth.
- Apply a layer of adhesive (e.g., hairspray, glue, or glass-bed adhesive) on the print bed area where the sample will be 3D printed.
- Upload a filament into a nozzle, according to a manual for the 3D printer, and ensure that it is extruded properly.
- Start the 3D printing process following the instructions for the 3D printer.
- 3D printing process and post-processing
- Ensure that the 3D printer reaches the specified value of bed temperature before starting the printing process.
- Once the 3D printing is finished, let the temperature of the print bed reduce to room temperature (RT) and carefully remove the 3D printed sample.
- Cut the support or brim layer out or wash away for a clean final structure.
2. Thermogravimetric analysis (TGA) and differential scanning calorimetry (DSC)
NOTE: The TGA and DSC techniques follow a similar protocol that includes sample loading, defining experimental parameters, and test conditions, which are followed by data processing.
- Sample loading
NOTE: Ensure that the sample is in powdered form or small pieces so that the total weight does not exceed 5 mg (about half the weight of a grain of table salt).- Open the TGA oven chamber door, position the aluminum/platinum sample pan on the balance pan, and tare the balance.
- Transfer the sample onto the sample pan cautiously using a spatula.
- Record the sample mass (typically 2-5 mg) and close the oven chamber door.
- Experimental parameters
- Define the specific experimental parameters, including temperature range, heating rate, and atmosphere (nitrogen gas).
- Specify additional parameters (e.g., time step, ramp rate) and start the experiment.
- Experimental tests
- TGA: Continuously monitor the sample mass while varying temperature or time and note variations in the weight, which might indicate processes like decomposition, oxidation, or desorption.
- DSC: Continuously evaluate the heat flow as a function of temperature or time and note any endothermic or exothermic peaks that potentially signify phase transitions, crystallization, melting, or chemical reactions.
- Data collection and analysis
- Export data as binary "ASCII" or MATLAB "mat" files for plotting using tools like OriginPro, MATLAB, etc.
- Examine the measured TGA curve for step changes that indicate transitions in the sample's mass loss behavior and are characterized by sudden shifts in the slope of the curve. Identify the temperature corresponding to a 5% mass loss of the sample as the decomposition temperature. The peaks of the derivative thermogravimetry (DTG) curve indicate the points of maximum rate of mass loss.
- In the analysis of the DSC curve, identify the inflection points characterized by changes in the curve's slope as they reflect changes in the heat flow rate associated with different phase transitions occurring within the sample. Locate the onset temperature of each inflection point, which represents the point on the temperature axis where the change in slope begins. For glass transition temperature (Tg) determination, the inflection point corresponds to the midpoint of the transition region where the curve deviates from the baseline.
NOTE: A well-defined baseline curve ensures proper calibration of the instrument. If the baseline is not flat, it could indicate the instability of an instrument, improper sample handling, or contamination. The sharpness of the curve indicates the homogeneity and purity of the sample. It is common to extract data from the second cycle of DSC experiments to avoid the influence of any impurity or residual stress within the sample on the results.
3. Dynamic mechanical analysis (DMA) for material characterization
NOTE: Characterizing the viscoelastic properties of a polymer with a dynamic mechanical analyzer involves securing a sample in one of the several test setups listed in Table 1. The protocol of the DMA experiment includes the following steps.
- Sample preparation
- Fabricate test samples of cuboidal shape using a hot press, molding, cutting, or 3D printing. Ensure that the sample edges are parallel and smooth. Use abrasive paper if needed. Avoid forming air bubbles in the material.
- Refer to Table 2 for the test sample dimensions for four test configurations.
NOTE: The following protocol focuses solely on the procedure for the single cantilever test configuration which suits well for 3D-printed (hard) polymers. A similar protocol applies to the other test configurations.
- Designing experiment
- Define the temperature range for the test, the glass transition temperature, and the melting temperature of the material (based on DSC).
NOTE: To ensure accurate results, avoid operating at temperatures that are 20 °C higher or lower than the glass transition point. - Choose a heating rate of 1-3 °C/min. Choose the lowest strain value for optimal outcomes. Typical displacements vary between 5 µm and 50 µm. Usually, a starting point of 10 µm is appropriate. Configure the parameters for the frequency sweep and the heating rate.
- Define the temperature range for the test, the glass transition temperature, and the melting temperature of the material (based on DSC).
- Calibration
- Choose the single-cantilever test configuration and disconnect the oven by removing the clamps located on the sidewalls.
- Adjust the fixed clamp to the necessary measuring length (according to the dimensions of the sample) by removing and reinstalling it on the DMA machine.
- Ensure that the screws on the movable clamp are securely tightened and immobile. Make sure that the clamp does not touch the thermocouple.
- Initiate the calibration process to guarantee that the force calculations do not include the weight of the measurement geometry. Perform calibration at every start of the machine or switch of a test configuration.
- Clamping the sample
- Loosen the screws of the stationery and adjustable clamps when the Park mode is activated. Parking refers to restricting the movement of the adjustable clamp to avoid damage to the instrument while clamping.
- Slide the test sample through one side and rest it on the threads of the clamps. Use a torque wrench to screw the adjustable clamps, followed by the stationary clamps, with just enough effort to hold the sample without additional support.
- Review the sample for any misalignment.
- To verify the adequacy of the sample clamping and the functionality of the procedure, initiate a manual oscillation. This exerts a variable force on the sample without recording the data.
NOTE: If the storage modulus of the sample remains below 0.1% (or the dynamic force below 5 N), then the technique and clamping are considered adequate.
- Performing the measurement
- Reinstall the oven by placing it over the test configuration and input the initial temperature manually. Open the liquid nitrogen valve in one complete revolution and wait at least 3 min after reaching the desired temperature.
- Start the measurements and follow them on a computer screen.
- After the measurements are finished and the oven temperature returns to ambient, close the nitrogen valve. Remove the oven and the sample, and do not reuse the sample for further testing.
- Data analysis
- Save the data, select the curves, and shift them to a reference temperature using appropriate shift factors to obtain a master curve at the reference temperature.
- Plot the specified mechanical properties (e.g., storage modulus, loss modulus, tan δ) versus frequency for the time-temperature superposition (TTS) curve. The horizontal axis usually depicts frequency on a logarithmic scale.
- Analyze the variations of the mechanical properties with frequency.
NOTE: Hard polymer materials often exhibit viscoelastic moduli that adhere to a power-law correlation with the frequency indicated by a slope change on a log-log plot. The intersection of loss and storage moduli curves signifies the crossover frequency, suggesting a shift in the predominant viscoelastic properties of a polymer. Within specific frequency ranges, the mechanical characteristics of the material may remain frequency-independent, i.e., a plateau zone where the material mostly behaves elastically. - Export data as binary "ASCII" or MATLAB "mat" files for plotting using tools like OriginPro, MATLAB, etc.
4. Tensile testing coupled with digital image correlation (DIC)
NOTE: This protocol is described for operating the Q400 DIC system (LIMESS Messtechnik & Software GmbH, Germany) using the software Istra4D.
- Sample preparation
- Fabricate a test sample, as per designation D638−14, using an additive manufacturing technique.
- Apply a speckle pattern using sprays or surface treatment to create a smooth surface suitable for the DIC analysis, ensuring an ideal speckle size of 3-5 pixels in diameter.

For example, if the width of the field of view is 80 mm and the camera resolution is 2000 pixels wide, the calculation would be:

- Experimental setup
- Mount the specimen in the tensile testing machine properly by ensuring proper alignment and gripping to prevent slippage during testing.
- Connect the DIC hardware to the software.
- Set up high-resolution cameras to capture images of the specimen's surface. Ensure the cameras have a sufficient field of view to capture the entire region of interest.
- Configure appropriate lighting to ensure uniform illumination across the specimen's surface. Avoid shadows or glare that might affect image quality.
- Calibration
- Start a new calibration process and adjust the color palette to GrayMinMax.
- Select an appropriate lens and open the aperture completely. Adjust Exposure Time (e.g., 50 ms) to capture images with fewer red dots.
- Adjust focus and aperture to get minimum red dots on the surface of the test specimen.
- Choose a calibration and acquire calibration images, ensuring the plate is tilted in all directions.
- Save the calibration data.
- Experimental test
- Capture initial images of the specimen in its original state without any load.
- Begin applying a tensile load to the specimen at a controlled rate according to the testing standards.
- Simultaneously capture images of the specimen's surface at regular intervals or continuously throughout the testing process.
- Transfer captured images to a computer equipped with the DIC software for analysis. Use the software to correlate images between consecutive frames, tracking surface displacements and deformations.
- Analysis and post-processing
- Select the desired image series from the project explorer. Initiate a new analysis by clicking on New Evaluation and define a name for the analysis.
- Adjust the analysis parameters (facet size, grid spacing, etc.) in the Evaluation Settings tab. Set the Grid Spacing to approximately one-third of the Facet Size for optimal analysis accuracy.
- Use masks to define areas of interest or exclusion (Polygon 1 in Figure 6A) within the analysis. Validate the start point search in the Startpoints tab by clicking on Start. Ensure all steps are marked with a green half-circle for automatic assignment.
- Begin the analysis by navigating to the Control tab and clicking on Start. Monitor the analysis progress, ensuring all image steps are marked with a green full circle upon successful completion.
- Analyze the DIC results to calculate strain and displacement fields across the specimen's surface using the modules available in the software. Extract relevant mechanical characteristics such as stress-strain curves, Young's modulus, ultimate tensile strength, etc.
- Post-process the data using necessary techniques (e.g., filtering, smoothing) to enhance accuracy and readability.
- Interpret the results to conclude the material behavior under tensile loading conditions.
5. Finite element studies for wave dynamics in metamaterials
NOTE: Below is the description of the finite-element-based procedure for the transmission analysis of an elastic metamaterial using commercial finite-element software COMSOL Multiphysics.
- Model preparation
- Begin by using the Model Wizard to create a new model. Select the 3D space dimension and add the Solid Mechanics study. In the study window, choose the Frequency Domain study for transmission analysis.
- Define relevant parameters and assign values to them under the Global Definitions tab. Create the geometry of a metamaterial model using available tools. The model is typically composed of a set of interconnected unit cells.
- Right-click on components to access the Definitions tab, then select Probes and choose Boundary Probe. Assign a boundary on the model to this boundary probe where the transmission loss is to be calculated. Define the mathematical expression to estimate the ratio of transmitted wave energy to the input energy at this boundary probe as follows:

where T is the transmission ratio, A is the amplitude of excitation at the incident plane, and solid.uAmpZ is components of displacement at the output plane, along .
. - To avoid the generation of spurious reflected waves from the domain boundaries, define a perfectly matched layer (PML) by right-clicking on the Definitions tab and assigning PML properties to geometric blocks surrounding the metamaterial geometry. The PML size should be large enough to attenuate unwanted reflections, typically 2-6 times the wavelength of the incoming wave. Alternatively, to model the periodic extension of a medium, apply periodic boundary conditions at faces perpendicular to the periodicity direction and enable the Continuity feature.
- Assign material properties to the geometry by right-clicking on the Materials tab and adding materials from the library. Alternatively, select a blank material property that requires manual specification of required material properties.
- Under the Component tab, the default physics settings assign linear elastic material behavior to the analyzed geometry. To incorporate viscoelastic properties, right-click on the Linear Elastic Materials tab and select the viscoelasticity material model. The Generalized Maxwell Model is a suitable choice due to its ability to comply with experimental data obtained from DMA tests. Enter the deviatoric tensor obtained from the calculation based on DMA results.
- Right-click on the Prescribed Displacement tab and select a portion of the model to be dynamically excited from the Graphics window. Envisioning experimental validation of transmission results in a pitch-catch test with piezo elements, assign the amplitude of out-of-plane displacement at the expected position of a piezo element.
- Generate a suitable mesh for the analyzed model with the mesh element size obeying the rule that there must be at least 5-7 finite elements to resolve the smallest wavelength under consideration. Do this by defining the mesh manually or assigning physics-controlled mesh settings. The Swept mesh feature is more compatible with PML settings to define their absorbing behavior.
- Configuring the Solid Mechanics study parameters for a viscoelastic model
- For rheological simple polymers, temperature-induced effects on the viscoelastic properties of a polymer can be directly translated into a shift in the time scale by applying a shifting factor. Choose an appropriate shift function from the drop-down menu. Select None if the temperature effects are already considered in the DMA results to be used.
- Select an appropriate viscoelastic model, e.g., the Generalized Maxwell Model, a common choice for viscoelastic materials due to its ability to capture experimentally measured relaxation behavior. Enter the values for the deviatoric tensor based on calculations.
- One method to calculate the relaxation time (τ) from DMA results involves identifying the peak or maximum value in the loss modulus curve, which corresponds to the relaxation process in the material. Estimate the frequency (f) associated with this peak to calculate the relaxation time, τ = 1/(2πf).
- For the general procedure to estimate the parameters of the Generalized Maxwell model fitting experimental data, use the built-in fitting tool that can be found in the Parameter Estimation tab. Perform the fit with an optimization solver that allows the comparison of the current model prediction with the experimental data in real-time.
- Computing the study
- From the study library in the Add Study option, select Frequency Domain and enter the target frequency range. Define the number of intermediate frequencies in this frequency range.
- Compute the study by pressing the Compute button.
- Data analysis and processing
- After the computation is complete, right-click on the Results tab and select the 1D Plot Group function. Right-click on the created 1D plot group and choose Global from the options.
- In the Y-axis data tab of the Settings window, input the mathematical expression for transmission loss. Alternatively, enter the nickname assigned to the boundary probe in the previous steps.
- Choose the parameter for the x-axis from the drop-down menu in the X-axis data tab and plot the data. Identify the frequency bandgaps in the plot as the frequency ranges with at least 10 dB transmission drop compared to the reference transmission. Subsequently, export the raw data as mat or csv and use graphical tools (e.g., MATLAB, Origin Pro, MS Excel, etc.) to generate plots for further analysis.
6. Pitch-catch transmission tests with non-contact laser Doppler vibrometer (LDV)
NOTE: The experimental procedure involves setting up the test setup, acquiring the transmitted signal, and post-processing of measured data.
- Experimental preparation
- Choose a suitable excitation source based on numerical predictions for an operational frequency range.
- If operating frequencies exceed 75 kHz, choose an ultrasonic transducer, clean its surface, and cover it uniformly with a thin layer of a couplant (different for longitudinal and shear wave transducers25) before placing it on a sample.
- For low-frequency excitation (<50 kHz), choose a piezoelectric disc of suitable diameter (3-50 kHz) or a vibrational shaker (0-10 kHz) as an excitation source. The piezoelectric discs must be glued to a tested sample to ensure proper coupling.
- Ensure that the test specimen is clean and positioned securely. Apply a reflective tape to the test specimen at the intended point of signal acquisition for better signal detection by the laser.
- Adjust the position and angle of the LDV laser to direct it toward the reflective tape by ensuring that the laser is directed strictly perpendicular to the reflective tape and the standoff distance is set to an optimal value as prescribed in the LDV manual. Make sure to isolate the base table, where the specimen is kept, from any object that could induce electric or acoustic noise.
- Create an electric circuit by joining a computer to a signal generator, followed by an amplifier, which is connected to a piezo. The LDV is connected to an acquisition system or oscilloscope. The data acquisition system is, in turn, connected to a computer. Once a proper connection is established, begin the test.
- Choose a suitable excitation source based on numerical predictions for an operational frequency range.
- Signal generation and acquisition
NOTE: The signal generation and acquisition procedures are exemplified by using the SBench6 software.- Create two separate projects for signal generation and acquisition by selecting the proper hardware from the Start Manager Dialog for a generator and a digitizer. Click Start to initiate the process in the Input Mode tab and choose a recording mode. Preselect the Standard Single mode, allowing adjustment of parameters like Memsize (number of samples per channel).
NOTE: A recommended starting value is 32 kS. Pre-trigger and post-trigger refer to the number of samples that should be recorded before and after the trigger mode, as required. - Set the desired sampling rate under the Clock tab. By default, the maximum sampling rate for the selected recording mode is applied.
- Configure the triggering mode under the Trigger tab. Choose an appropriate mode, such as software triggering for immediate acquisition after the license card is ready. All input channels are accessible in the Input Channel tab.
- To initiate a single-shot recording, click the right-moving green arrow button. Recording stops automatically upon reaching the specified Memsize. Alternatively, opt for endless loop recording. End the recording using the Stop button. Recordings are shown on an analog display.
NOTE: When the generator card is connected, the Input Mode tab in the generator window switches to Output Mode. - Use the Easy Generator option of the measurement software to generate simple excitation functions like sine waves or rectangular pulses.
- Alternatively, employ a Function Generator to generate arbitrary mathematical functions. To do that, navigate to the New tab, choose Signal Calculations, and choose the Function Generator option.
- Ensure that the sample rate matches the internal clocking rate. Define the length of the signal and start the signal, which will then be shown on the analog display. A mathematical function can be typed in the formula field or loaded as a .txt file.
- Perform a fast Fourier transform (FFT) on the signal by selecting Signal Calculations under Input Channels and choosing FFT. Choose an appropriate window function (e.g., rectangular, Hanning, Hamming, etc.) for FFT calculation. To verify the accuracy of the generated signal, compute its Fast Fourier Transform (FFT) and confirm if the peak aligns with the frequency assigned to the signal.
- Inspect the configuration to ensure proper operation before starting the test by pointing the LDV laser at the vibration source (e.g., ultrasonic transducer, shaker, etc.), sending a signal, and calculating FFT. In another window of the measurement software, assign a digitizer license card and observe the received signal. Match FFT results in both windows before proceeding with the experiment.
- Start the experiment by pointing the LDV laser at the desired point of acquisition on the metamaterial sample. Generate a signal, record the data, and save it.
- Create two separate projects for signal generation and acquisition by selecting the proper hardware from the Start Manager Dialog for a generator and a digitizer. Click Start to initiate the process in the Input Mode tab and choose a recording mode. Preselect the Standard Single mode, allowing adjustment of parameters like Memsize (number of samples per channel).
- Data analysis and processing
- Analyze the frequency response data in the digitizer window to identify frequency bandgaps for validating numerical results.
- Export data as binary ASCII or MATLAB mat files for plotting using tools like OriginPro, MATLAB, etc.
The described protocol is illustrated by manufacturing and characterizing bone-shaped and metamaterial samples made of acrylonitrile butadiene styrene (ABS). The geometries of the samples are as follows. The dimensions of the dog bone-shaped samples for the tensile tests follow the designation D638−14. The metamaterial structure represents a continuous analog of a one-dimensional mass-spring model (Supplementary File 1) that is composed of 10 disks of radius 7 mm and 2 mm thickness located periodically at 20 mm, which are joined by thin beams of square cross-section 2 mm x 2 mm. STL file for dog-bone structure used for tensile testing can be found in Supplementary File 2.
3D printing of polymer samples
The steps of section 1 are followed to manufacture the metamaterial and bone-shaped samples using an FDM two-nozzle 3D printer. In the slicer software, Acrylonitrile Butadiene Styrene (ABS) filament is assigned for nozzle 1, while nozzle 2 is switched off since the samples are produced from a single material without support. The following print settings are used: infill density of 100%, linear infill pattern of 0.2 mm layer height, nozzle temperature of 245 °C, bed temperature of 100 °C, print speed of 40 mm/s, and fan speed of 3%. The sliced geometries are shown in Figure 1A. To keep the parts fixed during the print process, a thin layer of glue on the print bed surface is applied. Once the printing is finished (Figure 1B), the 3D printed structures are removed after the print bed is cooled down to room temperature. The final 3D-printed samples are shown in Figure 1C.
TGA and DSC
The TGA of the ABS polymer indicates a single-stage decomposition process, see Figure 2A. The measured onset temperature of decomposition is 390 °C, with complete decomposition occurring at around 420 °C. One observes 5% weight loss of the test sample corresponding to 363.6 °C, which served as the upper-temperature limit for the DSC test. DTG results reveal a peak decomposition rate at 404.5 °C. Figure 2B shows the results of the DSC test performed over a temperature range of 40 °C to 270 °C, indicating a glass transition temperature (Tg) of 100.4 °C and a melting temperature (Tm) of 216.5 °C.
DMA
The glass-transition temperature (Tg) from DSC serves as the upper temperature limit for the DMA test following the objective of this work to characterize ABS at room temperature. The DMA was performed using the DMA 8000, see Figure 3, on three samples, each of linear infill-pattern aligned at 0° (type 1) and 45° (type 2) to the reference  of the 3D printer. A frequency sweep from 0.1 to 100 Hz is employed with temperatures varying between 5 °C and 60 °C. The heating rate was adjusted to 2 °C/min, and the temperature was increased in increments of 5 °C with a 5 min isothermal pause at each step. The curves obtained at 12 different temperatures were shifted to a reference temperature of 25 °C using the Williams-Landel-Ferry (WLF) equation. The conclusive time-temperature superposition outcomes for type 1 and type 2 samples (Figure 4) reveal a flat line for storage modulus and loss modulus in the frequency range of 10-7 to 108 Hz. Some deviations are observed in the loss modulus and tan (δ) at certain points in the TTS curve.
of the 3D printer. A frequency sweep from 0.1 to 100 Hz is employed with temperatures varying between 5 °C and 60 °C. The heating rate was adjusted to 2 °C/min, and the temperature was increased in increments of 5 °C with a 5 min isothermal pause at each step. The curves obtained at 12 different temperatures were shifted to a reference temperature of 25 °C using the Williams-Landel-Ferry (WLF) equation. The conclusive time-temperature superposition outcomes for type 1 and type 2 samples (Figure 4) reveal a flat line for storage modulus and loss modulus in the frequency range of 10-7 to 108 Hz. Some deviations are observed in the loss modulus and tan (δ) at certain points in the TTS curve.
Tensile testing
Tensile tests were conducted utilizing an ultimate tensile machine (UTM), see Figure 5, with a maximum load capacity of 1 kN. The testing parameters included a maximum force of 980 N and a ramp time of 60 s. A recovery time of 10 s was set, and the tensile test machine recorded 10 data points for force per second. The high-resolution cameras of a DIC system captured 30 images per frame, and the analysis was done focusing on the shaded region identified as polygon 1 in Figure 6A. The average principal strain values within the shaded region are 1.317 (tensile strain) and -0.454 (compressive strain). Figure 6B shows the results for the Poisson's ratio, with an observed average value of 0.37. Figure 6C shows the results for Young's modulus, calculated from the slope of the unloading curve showing elastic regain, which yields a value of 0.543 GPa.
Finite element analysis
Figure 7A presents the geometry of a metamaterial considered for the transmission analysis, where the "Output plane" indicates the probe to measure transmitted signals. The numerically estimated transmission curve is shown in Figure 7B, for an out-of-plane excitation displacement of 1 μm along of the incident plane shown for the model in Figure 7A. The drops in transmission level exceeding 20 dB, shown by a shaded region, represent frequency bandgaps at various frequency ranges.
Pitch-catch transmission tests
Figure 8 shows the setup used for the pitch-catch transmission test performed on a simple 1D continuous analog of a periodic mass-spring model made of commonly used ABS polymer (Figure 9A), using non-contact LDV. Figure 9B shows the results of the pitch-catch transmission test in the frequency domain for the 3D-printed ABS sample identical to the one shown in Figure 7A. The ceramic-based Ag-screened piezoelectric disc of radial resonant frequency 200 kHz (diameter 10 mm and thickness 0.2 mm) was used to apply a frequency sweep signal swept from 4 kHz to 40 kHz. The transmitted signal was acquired at the 10th unit cell from the excitation side. The recorded time-domain data were transformed to the frequency domain by applying the Fast Fourier Transform. The processed data reveal a signal drop of more than 20 dB at various frequencies, indicating the frequency bandgaps that are highlighted in blue in Figure 9B.
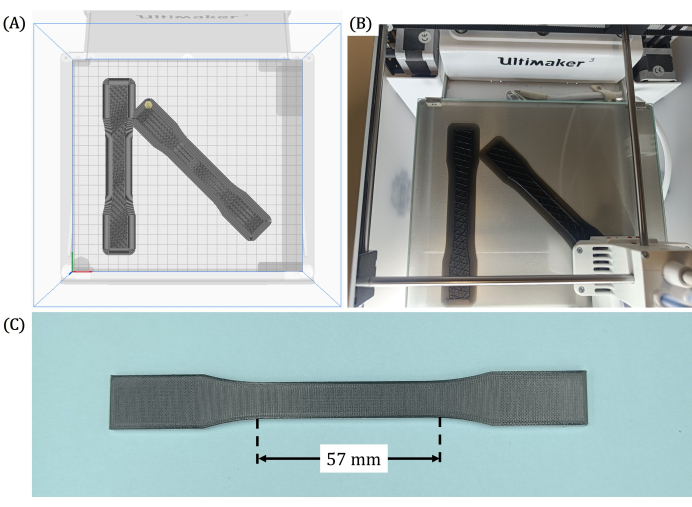
Figure 1: 3D printing of polymer samples. (A) Sliced geometry in the slicer software. (B) Ongoing 3D printing process. (C) 3D printed ABS sample for tensile testing as per ASTM standard D638. Please click here to view a larger version of this figure.
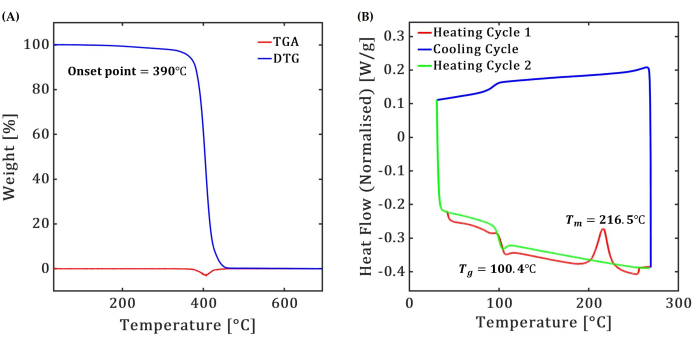
Figure 2: Thermogravimetric analysis (TGA) and differential scanning calorimetry (DSC). Thermal characterization results for the ABS polymer in (A) TGA and DTG and (B) DSC tests. Please click here to view a larger version of this figure.
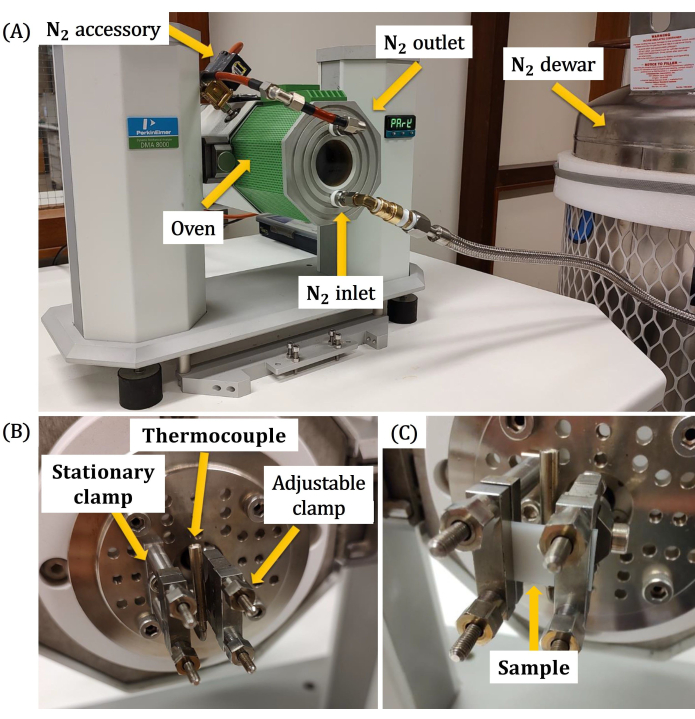
Figure 3: Dynamic mechanical analysis. (A) DMA instrument and important parts. (B) Image of the single-cantilever test configuration (without sample). (C) Image of a clamped sample in the single-cantilever test configuration. Please click here to view a larger version of this figure.
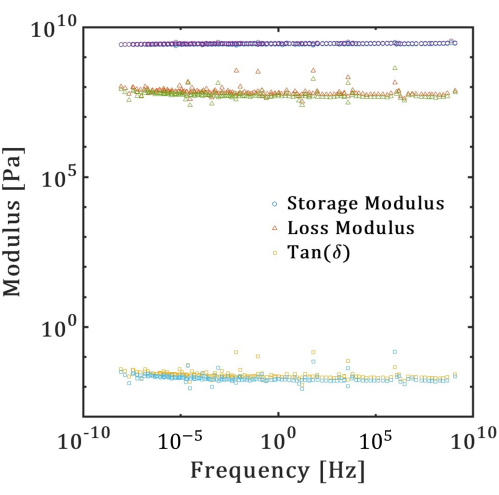
Figure 4: Time-temperature superposition outcomes. TTS results for ABS polymers 3D printed with a linear infill pattern aligned at 0° (type 1) and 45° (type 2) to the reference of the 3D printer: storage modulus, loss modulus, and tan(δ). Please click here to view a larger version of this figure.
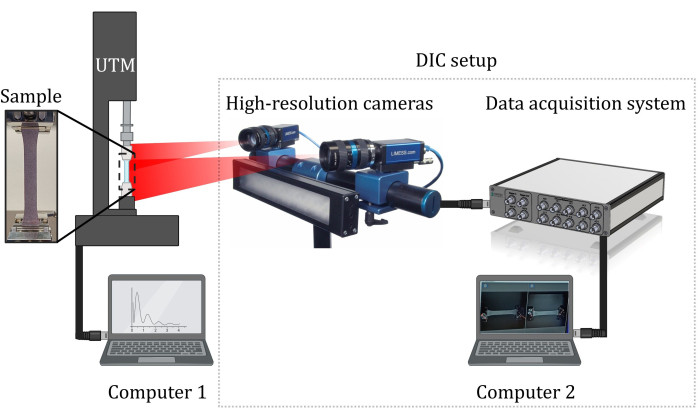
Figure 5: Tensile testing setup. Diagram of the tensile testing setup, including the universal tensile machine (UTM) coupled with a DIC setup. A magnified view of the sample is also shown to highlight the speckle pattern on the sample. Please click here to view a larger version of this figure.
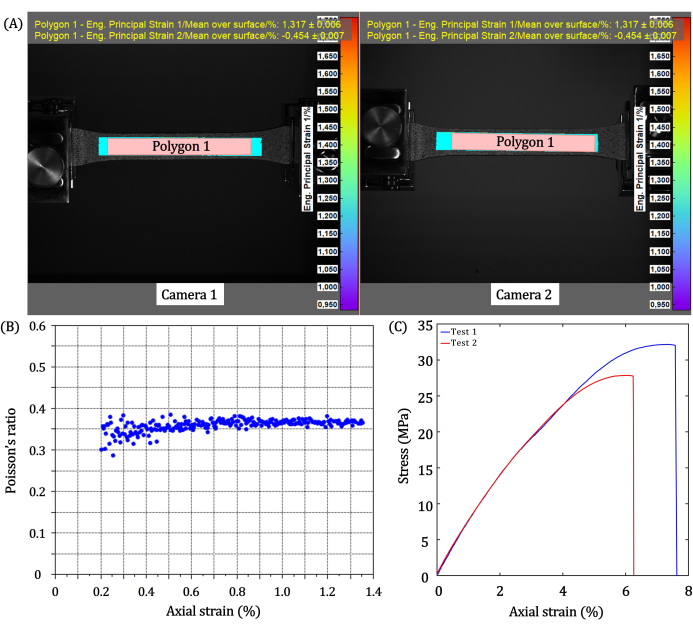
Figure 6: Results of tensile testing. (A) Image of the test sample acquired by both cameras of the DIC setup. Polygon 1 is the area considered for calculations; the sample was pulled from left to right. (B) Results for Poisson's ratio. (C) Stress-strain behavior of the 3D printed ABS bone-shaped samples (type 2) tested at 50 mm/min (Test 1) and 5 mm/min (Test 2). Testing was done on four samples. Please click here to view a larger version of this figure.
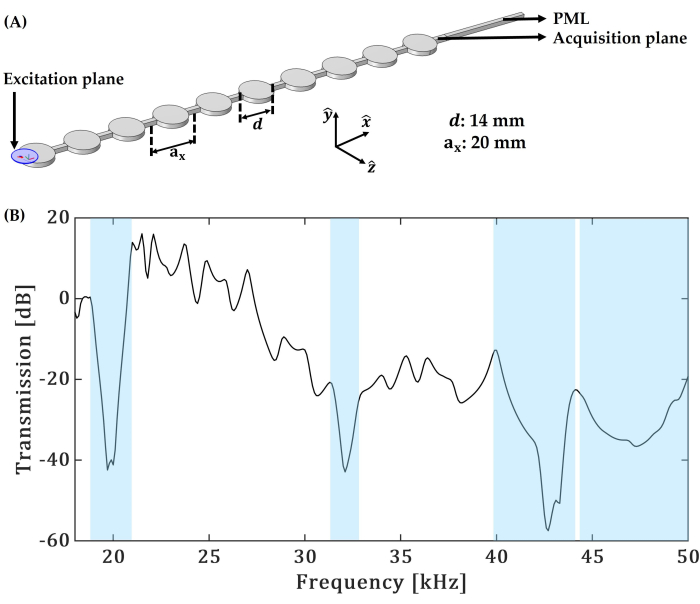
Figure 7: Finite element analysis. (A) A geometric model for numerical calculations of transmission; ax is the unit cell dimension, d is the diameter of the disc, and PML stands for perfectly matched layer. (B) Numerical results for transmission calculations, shaded regions represent frequency bandgap. Please click here to view a larger version of this figure.
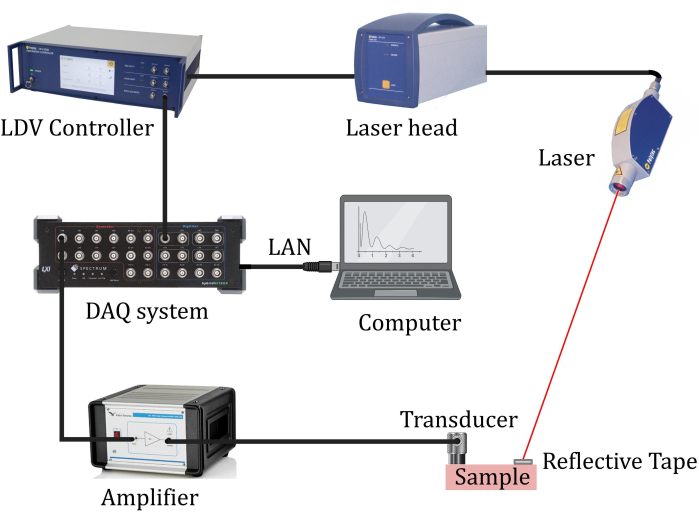
Figure 8: Pitch-catch transmission experiment setup. Testing setup for pitch-catch transmission experiments with a non-contact laser Doppler vibrometer used to measure mechanical vibrations transmitted through a sample. Please click here to view a larger version of this figure.
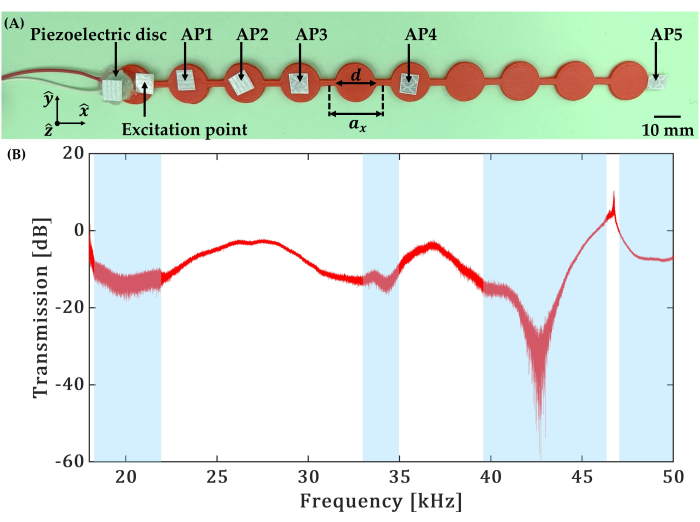
Figure 9: Results of pitch-catch transmission experiment. (A) A photo of the metamaterial structure of unit cell size ax = 20 mm with disk diameter d = 14 mm tested in the pitch-catch transmission experiment. A piezoelectric disc of radial resonant frequency 200 kHz is used to excite structural vibrations and reflective tape is pasted for acquisition at different points (AP1, AP2, AP3, AP4, and AP5) of the structure. (B) Experimental results from pitch-catch transmission test. Recordings for the incident and the transmitted signal were done at the excitation point and the acquisition point 5 (AP5), respectively. Shaded regions represent frequency bandgap estimated experimentally. Please click here to view a larger version of this figure.
| Test configuration | Test samples |
| Single Cantilever | Most samples, except thin films under 0.1 mm |
| Dual Cantilever | Comparatively soft materials if the single cantilever data are noisy |
| Three-point bending | Very stiff and large samples |
| Tension | Very thin films of thickness <0.2 mm |
Table 1: Test configurations suitable for different test samples for DMA, classified based on the sample stiffness.
| Test configurations | Length (mm) | Width (mm) | Thickness (mm) |
| Single Cantilever | 05–25 | 04–12 | 0.10–4.00 |
| Dual Cantilever | 25–45 | 04–12 | 0.10–4.00 |
| Three Point Bending | 25–45 | 04–12 | 0.50–4.00 |
| Tension | 10–25 | 04–10 | 0.01–0.20 |
Table 2: Dimensions of test samples for different test configurations in the DMA technique.
Supplementary File 1: STL file for 1D periodic structure. Please click here to download this File.
Supplementary File 2: STL file for dog-bone structure used for tensile testing. Please click here to download this File.
