The design of the measurement structure used in this work can be found in Figure 1. By employing such a structure the measurement of the CNT bundle resistance and the metal-CNT contact resistances can be determined accurately, as probe and wire resistances are circumvented. The resistance of the bundle is a measure for the quality and density of the CNT bundle. In order to determine the contact resistance bundles of different lengths should be measured.
A typical SEM image of CNT grown at 350 °C for 60 min taken from the top before metallization at 45° tilt is shown in Figure 2. Such an image is useful for checking if the growth time of the CNT is correctly set in order to obtain the same length as the thickness of the SiO2 layer. A cross-section prepared by mechanical cleaving inspected by SEM of the same wafer after metallization is shown in Figure 3. This can be used to determine the alignment of the CNT, their density (for instance be counting the number of CNT per unit length), and if a high resolution SEM is used to determine their diameter. Also the contact area between the CNT and the metal layers can be investigated.
Raman spectra of Co-grown CNT at 350 °C is displayed in Figure 4. Raman spectroscopy is a powerful technique for investigating the crystallinity of the CNT18, and can for instance be used to optimize the CNT growth parameters in order to obtain the highest quality CNT. I-V measurements were performed using four point probe structures and are displayed in Figure 5. When the I-V behavior is linear it indicates ohmic contact between the CNT and the metal contacts. From the slope the electric resistance can be determined. From the resistance and the dimension of the bundles the resistivity can be calculated, which for these CNT bundles is compared to the literature in Figure 6.
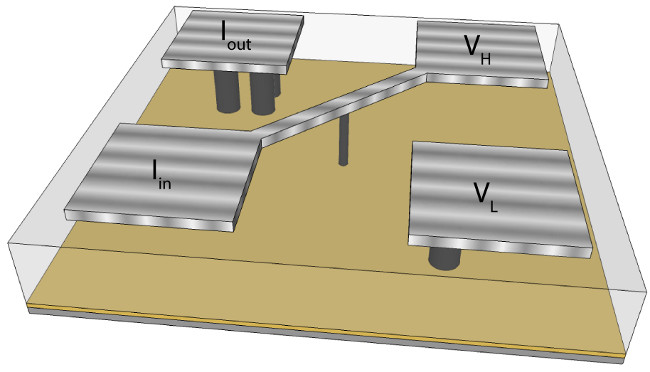
Figure 1. Design of 4-point probe measurement structure used in this work. In the figure the dark yellow layer indicates the TiN, the black tubes the CNT bundles, and the metallic layer the Ti and Al stack. The sacrificial Ti layer is omitted for clarity and the oxide is semi-transparent. Probe connections for electrical 4-point probe measurements are indicated. Please click here to view a larger version of this figure.
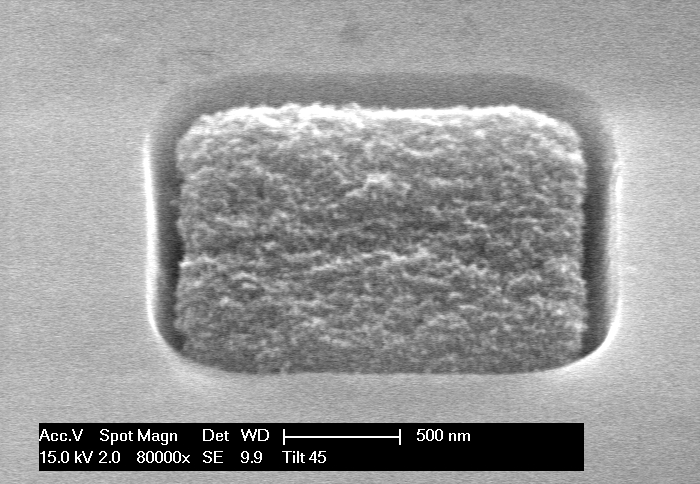
Figure 2. Top-view SEM image of a CNT bundle. This shows a 2 µm wide CNT bundle grown in a contact opening which was etched inside the SiO2. This figure has been modified from 16, with permission from Elsevier. Please click here to view a larger version of this figure.
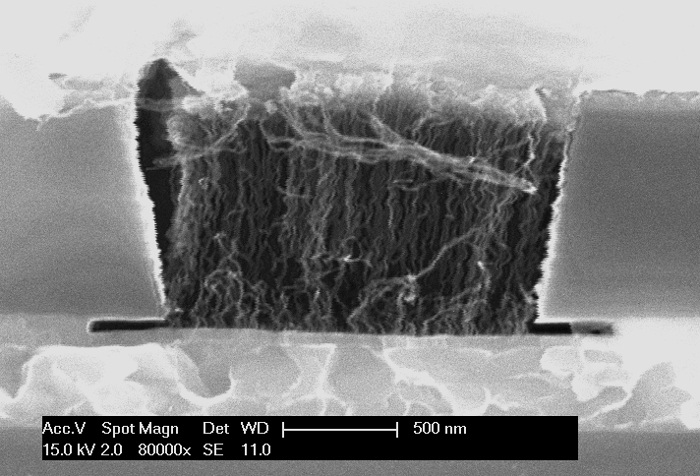
Figure 3. SEM cross-section of CNT via. Cross-section of a 2 µm wide and 1 µm long CNT test via prepared using mechanical cleaving after metallization. This figure has been modified from 16, with permission from Elsevier. Please click here to view a larger version of this figure.
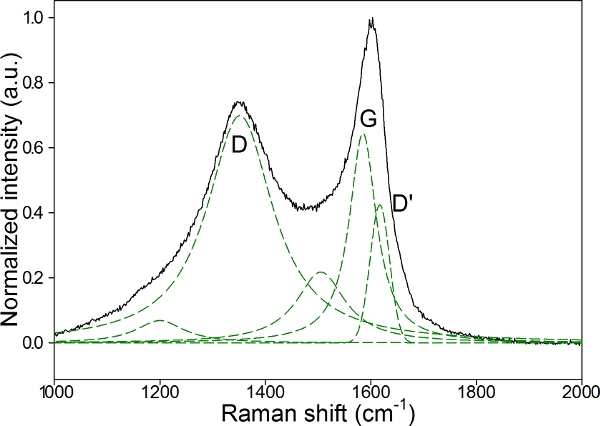
Figure 4. Raman spectrum of a CNT bundle grown using Co at 350 °C. The names of the Raman bands are indicated. The black curve displays the raw measurement data. For all bands a Lorentzian fitting is performed (green dashed curves), except for the D’ band which is fitted by a Gaussian18. Please click here to view a larger version of this figure.
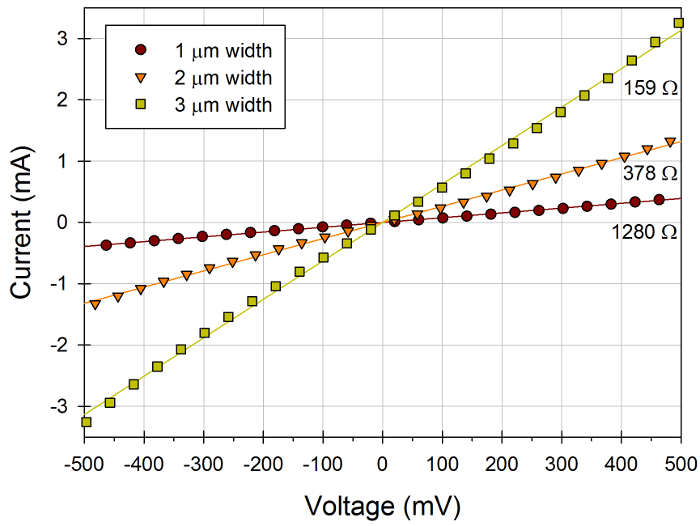
Figure 5. I-V measurements of CNT test vias with different diameters. The symbols represent the measurement data, while the solid line indicates a linear least squares fitting to the measurement data. The electrical resistances of the different vias as determined from the slope of the linear fitting are indicated. This figure has been modified from 16, with permission from Elsevier. Please click here to view a larger version of this figure.
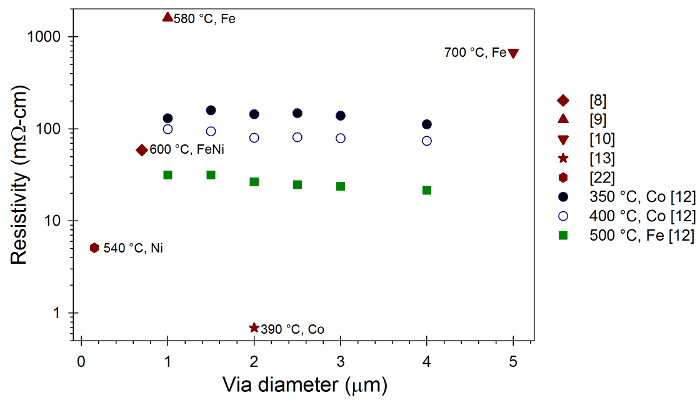
Figure 6. Comparison of CNT bundle resistivity with values from the literature. The resistivity is calculated from the resistance and the via dimensions. It is compared with values from the literature, and CNT vias fabricated at different temperatures using the method described in this work. This figure has been modified from 16, with permission from Elsevier. Please click here to view a larger version of this figure.
