En af de mere udfordrende metal danner operationer øjeblikket praktiseres i de sektorer rumfart og transport er metal spinning, herunder derivater såsom shear formgivning og flow danner 1, 2. I denne proces er en aksesymmetrisk arbejdsemne anbringes på en dorn, der repræsenterer den endelige ønskede form, og spundet i kontakt med en eller flere aktiverende valser. Arbejdsemnet komprimeres mellem rullen og dornen derefter plastisk deformeres, med en forskelligartet respons herunder kombineret bøjning, udtynding og aksial forlængelse. I et materiale, som har begrænset duktilitet eller ellers er vanskeligt at danne, er dette undertiden udføres ved forhøjet temperatur for at reducere strømning stress og øge duktilitet.
Fra et forarbejdningsanlæg synspunkt, er der en bred vifte af parametre, som kan diktere formen og egenskaberne af den fremstillede komponent. Talrige undersøgelser har fokuseretom statistiske teknikker til optimering af forskellige parametre 3, 4, 5. Variable omfatter værktøj geometri, såsom formen af værktøjet og dornen; dannende hastigheder herunder både rotationshastigheden dorn og værktøj tilførselshastigheder; samt materialeegenskaber. Når der kræves forhøjede temperaturer, praktikere nødt til at vurdere den laveste temperatur der kræves, men bevare en sund produkt.
Cast aluminiumslegeringer er ansat i en bred vifte af biler og rumfart, med alu A356 anvendes i bilindustrien hjul. Men denne legering er ikke egnet til at danne ved stuetemperatur 6, 7 på grund af sin begrænsede duktilitet og skal dannes ved forhøjede temperaturer. Dette introducerer et væld af behandling kompleksitet, primært i at kontrollere temperaturen. Da dette materiale egenskaber ændrer significantly med temperaturen 8, er det særlig vigtigt at udføre instrumenterede forsøg, hvor termiske forhold kan holdes indenfor en rimelig behandling vindue og overvåges. Detaljerede data om den termomekaniske adfærd støbte A356 intervallet fra omgivelsestemperatur til 500 ° C over et bredt område af belastningsgrader kan gennemgås andetsteds. 9
For at støtte udvikling og optimering af flow danner operationer for hjulet produktion, har brugerdefinerede danner udstyr er udviklet på Institut for Materials Engineering på University of British Columbia (figur 1). Dette apparat er bygget primært fra en manual, remtrukket agterspil drejebænk med en samlet effekt på 22 kW og en propan fakkel varmesystem med et højdepunkt output på 82 kW (figur 2). En dorn med indlejrede termoelementer sammen med en stiv rullekonstruktion (figur 3) er blevetinstalleret, som er i stand til at danne emner op til 330 mm i diameter. Dornen har en manuelt aktiveret fastspænding system som er i stand til at redegøre for store ændringer i arbejdsemnet diameter opstår under (figur 4). En batteridrevet Data Acquisition (DAQ) indeholdende en miniature trådløs computer, der overvåger temperaturen af dornen under formningen og råemnet til karakterisering opvarmning er installeret på hulakslen af drejebænken. Mens andre flow dannende processer er blevet syntetiseret under anvendelse af tilpassede drejebænke 4, 10, det foreliggende apparat er den første til at nedfælde in situ opvarmning og termiske datafangst.
En behandling protokol for industrielt skaleret danner operationer er blevet udviklet til at give vejledende forarbejdning betingelser. Beskrives i det følgende, denne protokol består af værktøj og emne forberedelse, formning praksis, concluding med slutningen danne forsøg operationer.
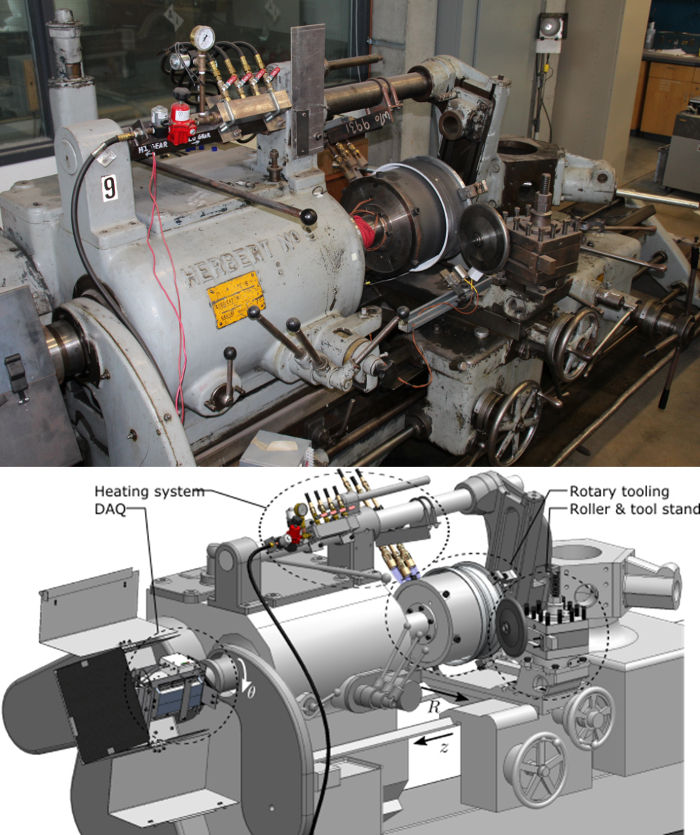
Figur 1: Eksperimentel apparater overblik. Princip komponenter, der er blevet føjet til en modificeret agterspil drejebænk til formning ved forhøjede temperaturer. Fotografi af udstyr (øverst) og vigtigste arbejdsvilkår retninger og komponenter er mærket på en computer-aided design skildring (nederst). Klik her for at se en større version af dette tal.
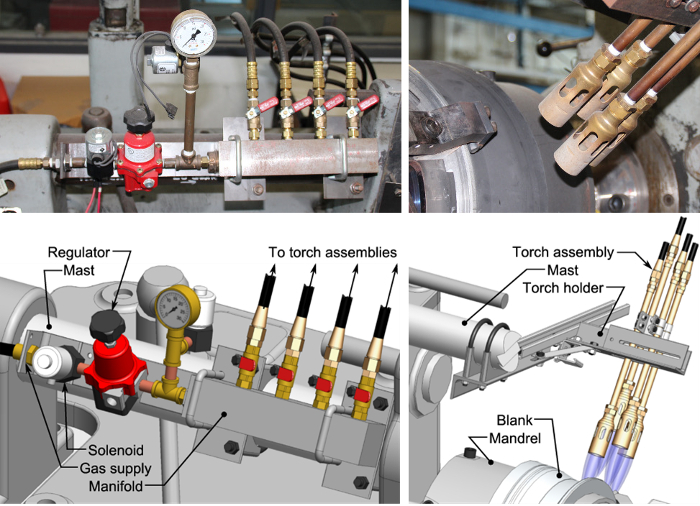
Figur 2: Varmeanlæg detalje. En propan varmesystem med fire diskrete brændere (top og bund højre) aktiveres fra en central manifold indeholder en gas kontrol magnetventil (øverst og nederst til venstre).Gastryk og en diskret strømningshastighed til hver af brænderne er mulig, sammen med anbringelse langs emnet at passe til forskellige geometrier. Klik her for at se en større version af dette tal.
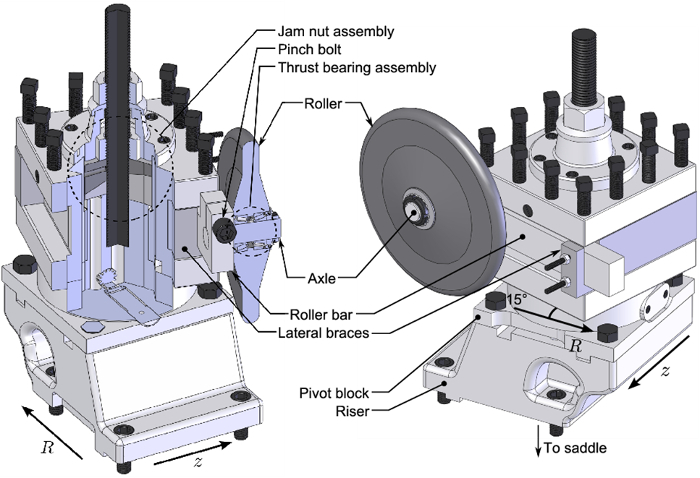
Figur 3: Roller montering af stand detalje. Den oprindelige værktøjsholder på nemlig drejebænken er indrettet til at holde en rulle ved vilkårlig vinkler i forhold til drejeaksen af dornen via en kontramøtrik forsamling. Klik her for at se en større version af dette tal.
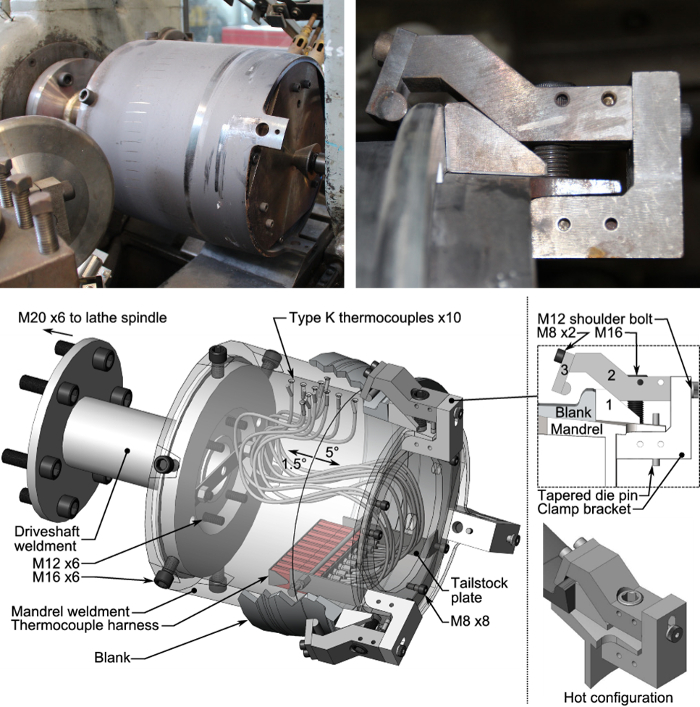
Figur 4: <strong> Instrumenteret dorn og klemme systemet overblik. Den roterende værktøj er designet til bolt direkte til drejebænk spindel, som igen er understøttet af en levende center på pinoldok (øverst og nederst til venstre). Fastspændingskonstruktion / operation er også afbildet (øverst og nederst til højre). Klik her for at se en større version af dette tal.
