En av de mer utmanande metallformningsoperationer för närvarande praktiseras i flyg- och transportsektorn är av metall spinning, inklusive derivat såsom skjuvning formning och flödes bildar ett, två. I denna process, är en axelsymmetrisk arbetsstycke placeras på en dorn som representerar den slutliga önskade formen, och spanns i kontakt med en eller flera kolliderande valsar. Arbetsstycket komprimeras mellan valsen och kärnan sedan plast deformeras, med ett varierat svar inklusive böjning, gallring och axiella förlängningen. I ett material som har begränsad formbarhet eller annars är svårt att bilda, är detta ibland utförs vid förhöjd temperatur för att minska flödet stress och ökad seghet.
Från en bearbetningssynpunkt, finns det ett brett utbud av parametrar som kan diktera formen och egenskaperna hos den tillverkade komponenten. Talrika studier har fokuseratom statistiska metoder för att optimera olika parametrar 3, 4, 5. Variabler inkluderar verktyg geometri, såsom formen av verktyget och kärnan; forma hastigheter inklusive båda spindelrotationshastighet och verktygsmatningshastigheter; samt materialegenskaper. Vid behov av förhöjda temperaturer, utövare måste bedöma den lägsta temperatur som krävs och ändå behålla en sund produkt.
Gjutna aluminiumlegeringar används i en mängd olika fordon och rymdteknik, med legering A356 används i fordonshjul. Emellertid är denna legering inte lämplig för formning vid rumstemperatur 6, 7 på grund av dess begränsade duktilitet och måste bildas vid förhöjda temperaturer. Detta medför en mängd bearbetning komplexitet, främst i temperaturreglering. Eftersom denna materialets egenskaper förändras significantly med temperatur 8, är det särskilt viktigt att utföra instrumente prövningar där värmeförhållanden kan hållas till inom en rimlig fönster bearbetning och övervakas. Detaljerade uppgifter om den termomekaniska beteendet hos gjutet A356 i intervallet från omgivningstemperatur till 500 ° C över ett brett intervall av töjningshastigheter kan ses över på annat håll. 9
För att stödja utveckling och optimering av flödesformningsoperationer för hjultillverkning, har anpassade formningsutrustning utvecklats vid institutionen för materialteknik vid University of British Columbia (Figur 1). Denna apparat har byggts främst från en manuell, remdriven fören svarv med en sammanlagd effekt på 22 kW och en propanbrännare värmesystem med en toppeffekt på 82 kW (Figur 2). En kärna med inbäddade termoelement tillsammans med en styv valsenhet (Figur 3) har varitinstallerat, vilket är i stånd att bilda arbetsstycken upp till 330 mm i diameter. Dornen har en manuellt aktiverad fastspänningssystem som är i stånd att ta hänsyn till stora förändringar i arbetsstyckets diameter som uppträder under bearbetning (Figur 4). En batteridriven Data Acquisition (DAQ) system som innehåller en miniatyr trådlös dator kan övervaka temperaturen hos kärnan under formningen och ämnet för att karakterisera uppvärmning har installerats på spindeln i svarven. Medan andra flödesformningsprocesser har syntetiserats med användning av anpassade svarvar 4, 10, är föreliggande anordning först att förkroppsliga in situ uppvärmning och termiska datainsamling.
En behandlingsprotokoll för industriellt skalade formningsoperationer har utvecklats för att ge vägledande processbetingelser. Beskrivas nedan, detta protokoll består av verktyg och arbetsstycke förberedelse, bildar praktiken, concluding med slutet av formningsförsöksverksamhet.
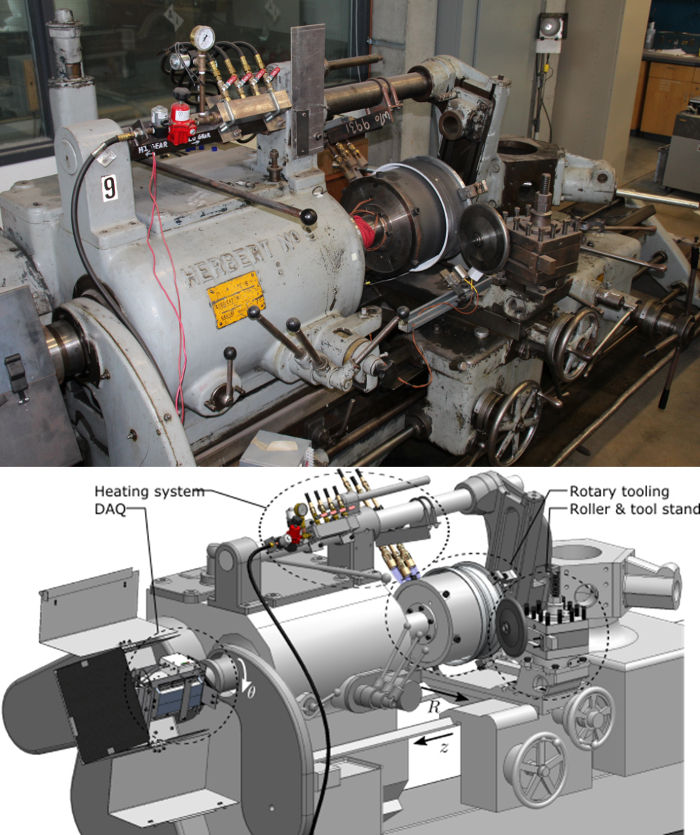
Figur 1: Experimental apparater översikt. Princip komponenter som har lagts till en modifierad fören svarv för formning vid höga temperaturer. Fotografi av utrustning (överst) och huvudsakliga arbets riktningar och komponenter märkta på en datorstödd design avbildning (botten). Klicka här för att se en större version av denna siffra.
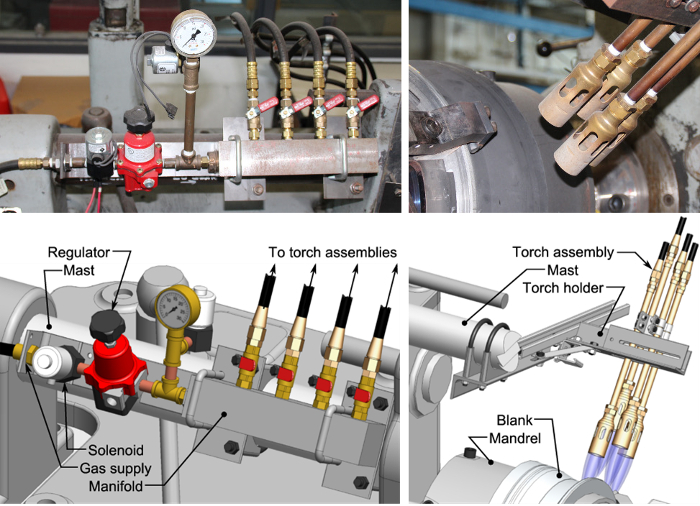
Figur 2: Värmesystem detalj. En propan värmesystem med fyra separata brännare (övre och nedre högra) aktiveras från en central grenrör som innehåller en gas magnet (övre och nedre vänstra).Gastryck och en diskret strömningshastighet för att var och en av brännarna är möjlig, tillsammans med placeringen längs ämnet för att anpassa sig till olika geometrier. Klicka här för att se en större version av denna siffra.
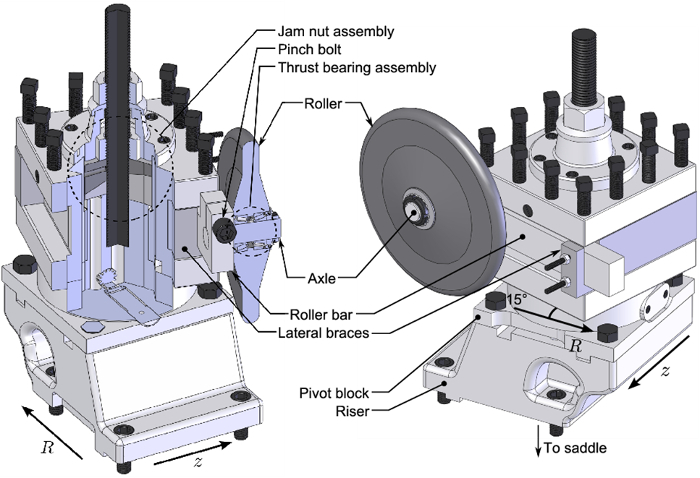
Figur 3: Roller montering av stånd detalj. Den ursprungliga verktygshållare på för svarven har anpassats för att hålla en rulle vid godtycklig vinkel i förhållande till den roterande axeln hos dornen via en låsmutter montering. Klicka här för att se en större version av denna siffra.
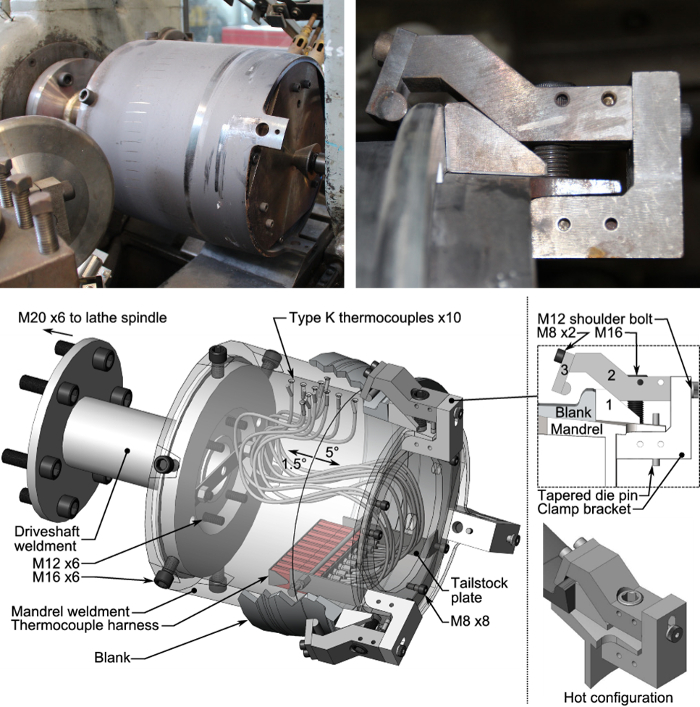
Figur 4: <strong> Instrument spindel och klämsystemöversikt. Den roterande verktyg har utformats för att bulta fast direkt till svarvspindel, som i sin tur stöds av en levande centrum på dubbdockan (övre och nedre vänster). Klämaggregatet / drift visas också (övre och nere till höger). Klicka här för att se en större version av denna siffra.
