In this protocol, the bamboo was pretreated using alkali. The optimal incubation parameters-a temperature of 121 °C and 0.25 M NaOH-were determined in Figures 1 and 2. The pretreated bamboo was enzymatically hydrolyzed, and the glucose and xylose concentrations obtained in the hydrolysate were measured. Higher temperatures favored sugar production, so 121 °C was selected as the optimal temperature. The glucose and xylose produced in the hydrolysate increased with NaOH concentration over the range 0.05-0.25 M. Further increases in the NaOH concentration had no positive effect on sugar production. Thus, NaOH at 0.25 M was selected as the optimal concentration.
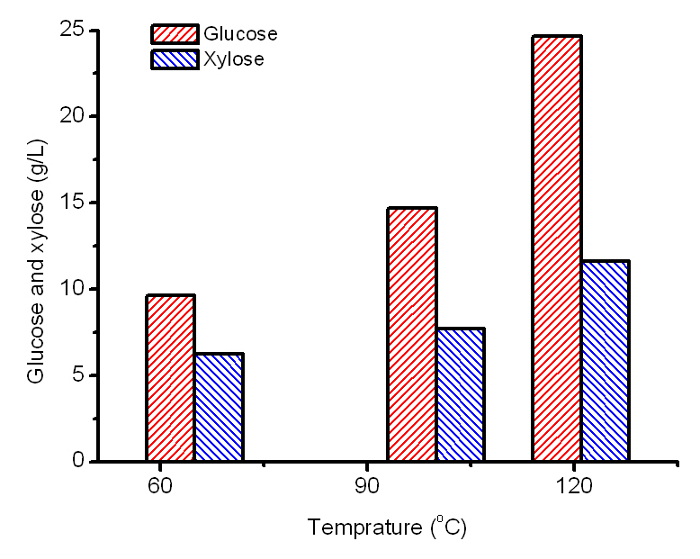
Figure 1: The effect of pretreatment temperature on glucose and xylose concentration in bamboo hydrolysate. Red column: glucose; blue column: xylose. Higher temperatures favored sugar production, and 121 °C was selected for the large-volume hydrolysate preparation. Please click here to view a larger version of this figure.
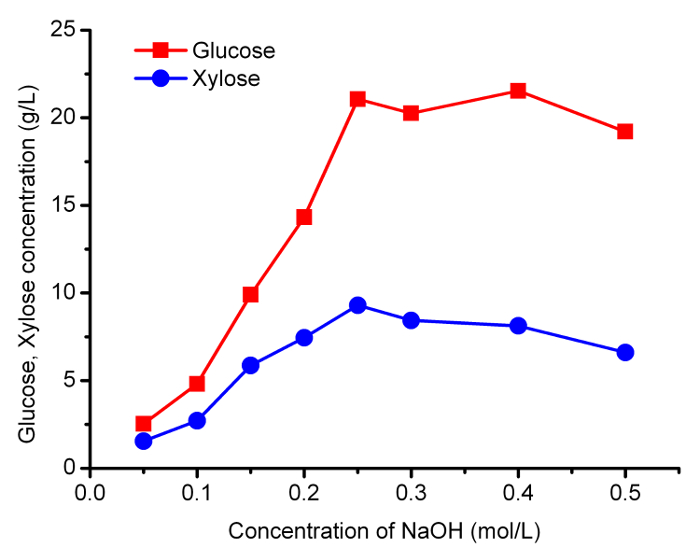
Figure 2: The effect of the NaOH concentration used during the pretreatment on glucose and xylose concentration in the bamboo hydrolysate. Red line: glucose; blue line: xylose. The glucose and xylose produced in the hydrolysate increased with NaOH concentration over the range of 0.05-0.50 M, and 0.25 M was selected for the large-volume hydrolysate preparation. Please click here to view a larger version of this figure.
About 20 g/L glucose and 10 g/L xylose were produced during the hydrolysate in the flask-scale enzymatic hydrolysis; 30 g/L glucose and 15 g/L xylose were obtained from the large-volume hydrolysate preparation. This was because the large-volume preparation was performed in an open water bath shaker, and some water evaporated in the process, leading to the concentration of the hydrolysate. The glucose and xylose in the bamboo hydrolysate were used by K. pneumoniae as the carbon sources for chemical production. Other compounds in the hydrolysate were: cellobiose (1.4 g/L), arabinose (8.9g/L), acetic acid (1.9 g/L), and formic acid (0.2 g/L).
2,3-butanediol was produced by K. pneumoniae in microaerobic conditions (Figure 3). The process was divided into two periods. In the first, glucose was used by the cells to produce 7.6 g/L 2,3-butanediol, while the xylose level in the broth remained unchanged. The glucose was exhausted at 8 h, and this time marked the shift to the next period. In the second period, the xylose in the broth was used by the cells, and an additional 5.1 g/L 2,3-butanediol was produced. The production of 2,3-butanediol was slower in the second period. At the end of the process, a total of 12.7 g/L 2,3-butanediol had been produced. Byproducts of this process were lactic acid, acetic acid, and ethanol. Lactic acid and ethanol were mainly synthesized in the first period (when glucose was used as the carbon source), and acetic acid was synthesized continuously.
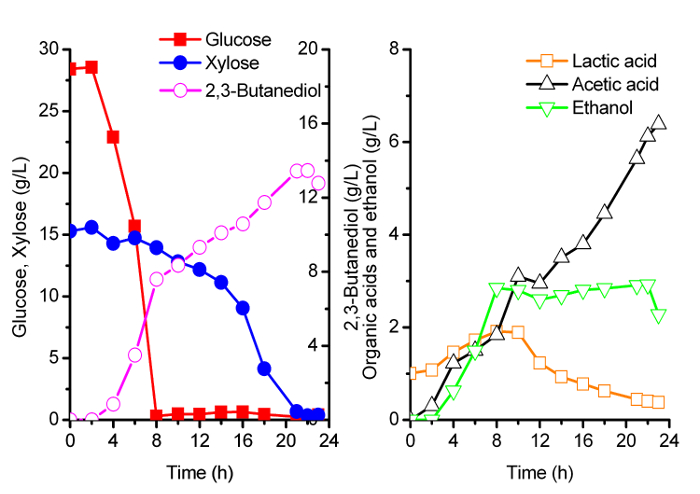
Figure 3: 2,3-butanediol production using bamboo hydrolysate as the feedstock. Red line: glucose; blue line: xylose; magenta line: 2,3-butanediol; orange line: lactic acid; black line: acetic acid; green line: ethanol. The glucose and xylose in the hydrolysate were both used for 2,3-butanediol synthesis, but glucose was used first, followed by xylose. Please click here to view a larger version of this figure.
R-acetoin was produced by the budC mutant of K. pneumoniae under aerobic conditions (Figure 4). As in 2,3-butanediol production by the wildtype strain, glucose and then xylose were used in sequence by K. pneumoniae-ΔbudC. Xylose was exhausted at 16 h, and the consumption rate was faster than that in 2,3-butanediol production by the wildtype. The production of R-acetoin was 13 g/L at the end of the process, and the byproducts were 2,3-butanediol, acetic acid, and ethanol.
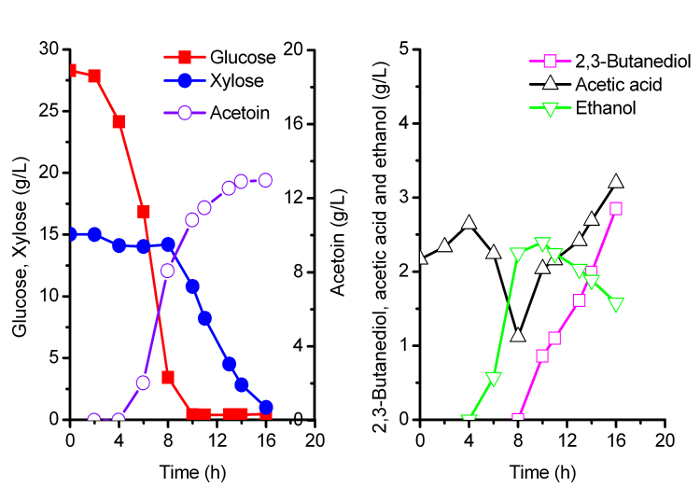
Figure 4: R-acetoin production using bamboo hydrolysate as the feedstock. Red line: glucose; blue line: xylose; violet line: acetoin; magenta line: 2,3-butanediol; black line: acetic acid; green line: ethanol. The glucose and xylose in the hydrolysate were both used for R-acetoin synthesis, and their usage was in sequence. Please click here to view a larger version of this figure.
2-ketogluconic acid and xylonic acid were produced by the budA mutant of K. pneumoniae (Figure 5). This process required a high air supplement. The glucose in the medium was first converted to gluconic acid, which accumulated in the broth. The gluconic acid reached a maximum level of 15 g/L at 8 h of culture, and after that, its concentration decreased. No 2-ketogluconic acid was produced until 6 h into the culture. It was then synthesized at a high rate, and 25 g/L 2-ketogluconc acid was produced by the end of the process. The xylose in the medium was converted to xylonic acid; this reaction began later than the glucose conversion to gluconic acid. Some acetic acid was produced as a byproduct during the process.
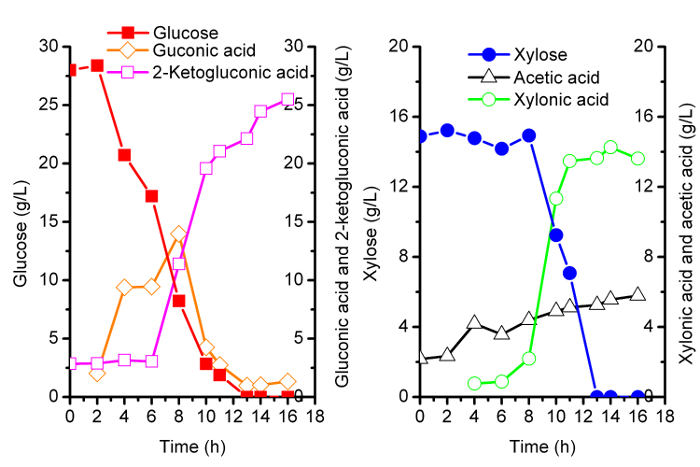
Figure 5: 2-ketogluconic acid and xylonic acid production using bamboo hydrolysate as the feedstock. Red line: glucose; orange line: gluconic acid; magenta line: 2-ketogluconic acid; blue line: xylose; black line: acetic acid; green line: ethanol. The glucose in the hydrolysate was converted to gluconic acid and was further converted to 2-ketogluconic acid. The xylose in the hydrolysate was converted to xylonic acid. Please click here to view a larger version of this figure.
