

Summary
שיטה הנקראת הייצור מוספים שלילי משמש לייצור ליד מטומטמים מורכבות בצורת בורון קרביד חלקי פיסיקליות שונות. טכניקה זו אפשרית באמצעות ניסוח של השעיה הרומן מעורבים resorcinol-פורמלדהיד כסוכן ג'לי ייחודי זה משאיר מאחורי העתק הומוגנית סינטור סיוע לאחר פירוליזה.
Abstract
בורון קרביד (B4C) הוא אחד החומרים הקשה ביותר שקיימים. עם זאת, נכס אטרקטיבי זה מגביל גם את machineability לתוך צורות מורכבות עבור בלאי גבוה, קשיות גבוהה ויישומים חומרים קלים כגון שריונות. כדי להתגבר על האתגר הזה, הייצור מוספים שלילי (AM) הוא מועסק כדי לייצר לסימולציה של בורון carbides ב פיסיקליות שונות. אני שלילי כרוכה קודם gelcasting השעיה לתוך תבנית פלסטיק מודפס 3D. העובש ואז התפרקה משם, משאיר מאחורי גוף ירוק כעותק שלילי. Resorcinol-פורמלדהיד (RF) משמש כסוכן ג'לי הרומן כי בניגוד hydrogels מסורתי, יש מעט כדי לא הצטמקות, מה שמאפשר עבור תבניות מורכבים במיוחד לשמש. יתר על כן, סוכן ג'לי זה יכול להיות pyrolyzed להשאיר מאחור ~ 50 wt % פחמן, אשר הוא מכשיר מתיכות יעילים עבור B4ג בשל התפלגות זו מאוד הומוגנית של פחמן בחיי עיר בתוך מטריקס4C B, פחות מ 2% נקבוביות יכולה להיות מושגת לאחר חימום. פרוטוקול זה מדגיש בפירוט את המתודולוגיה ליצירת ליד מטומטמים בורון קרביד חלקי עם מאוד לסימולציה.
Introduction
בורון קרביד (B4C), עם ויקרס קשיות של 38 ממוצע ציונים, ידועה בשם השלישי הכי קשה חומר זמין מסחרית, מאחורי יהלום (~ 115 ממוצע ציונים), ניטריד בורון מעוקב (~ 48 ממוצע ציונים). זה מאפיין מסוים, יחד עם צפיפות נמוכה (2.52 גרם/ס"מ3), מקל אטרקטיבי עבור ההגנה יישומים כגון שריונות1. B4C גם יש נקודת התכה גבוהה, עמידות מעולה ללבוש, נייטרון גבוהה לקליטת לחצות סעיף2,3,4. עם זאת, ניצול תכונות מכניות חיוביים אלה בדרך כלל דורש B4C כדי להיות רכיבים כדי צפיפות גבוהה. לחיצה חם היא שיטה המקובלת עבור סינטור B4C כדי עיבוי בינוי מלאה. טכניקה זו הוא לרוב מוגבל גיאומטריות פשוטות עם עקמומיות מוגבל, יחסית אחיד עובי. יקר ולא עתירי עיבוד שבבי עם חיתוך יהלום polycrystalline אבזור או לייזר נדרש להציג תכונות עדינה או מורכבים יותר.
לחלופין, טכניקות ויוצרים colloidal עם פחות לחץ סינטור לייצור חלקים ליד-מלא צפיפות הדורשים מינימלי כדי לא עיבוד שבבי. עקב חוסר לחץ חיצוניים במהלך גיבוש, איידס מתיכות מתווספים בדרך כלל המדיום קרמיקה כדי להגביר את האפקטיביות של סינטור pressureless. פחמן נמצא בשימוש נפוץ כסיוע מתיכות עבור B4C5,6,7. מקורות פחמן שונים, כגון ננו-חלקיק אבקות או אורגניקס מפוחמים מ פירוליזה, יכול לשמש. התפלגות הומוגנית של פחמן סינטור סיוע לאורך גבולות תבואה הוא גורם חשוב להשגת סינטור אחיד של B4ג לכן, ריכוז פחמן וגודל החלקיקים4C B חשובים אף הם, גורמים סינטור חלקים צפיפות גבוהה8זה לזה.
אחת הטכניקות ויוצרים colloidal המבטיחים ביותר להשגת מורכבות בצורת חלקי קרמיקה היא gelcasting. טכניקה זו כוללת יציקת השעיה קרמיקה עם מונומר אורגניים לתוך תבנית אשר polymerizes בחיי עיר לפעול כמו10,9,ג'ל11. הג'ל משמש כדבק להקים גוף ירוק בצורת כייר חזקה מספיק כדי להיות מטופלים ללא שבירה בשלבי העיבוד הבאים. בעבר ניתן להפיק גיאומטריות עובש תלת-ממד אפשרי עכשיו דרך בעלות נמוכה מבוסס פולימר כתוסף בייצור (AM) טכניקות כגון stereolithography (SLA) ומשקעים מאוחה דוגמנות (FDM)12. הזמינות האחרונות של מדפסות תלת-ממד פתחה אפשרויות חדשות לעיצוב קרמי עם מאוד לסימולציה.
הייצור מוספים שלילי היא טכניקה המשלבת gelcasting עם עובש מודפס 3D ההקרבה. המורכבות של החלק קרמיקה קשורה ישירות המורכבות של העיצוב עובש. עובש עיצובים עכשיו יכול להיות מאוד מתוחכמת עם כניסתו של מדפסות תלת-ממד פלסטיק ברזולוציה גבוהה. לדוגמה, ניתן להשתמש 3D סריקה כלים כדי ללכוד את קווי המתאר של הפרט, ניתן לשלב לתוך תבניות. באמצעות AM שלילית, ניתן ליצור משקל שריונות קרמיקה המותאמים בצורה ובגודל הגוף של הפרט. להתאמות כגון אלו עיצוב יכול לספק שריונות קלים במשקל עם ניידות משופרים עבור המשתמשים.
טכניקות AM קרמיקה נפוצות אחרות כגון דיו ישיר לכתוב (DIW), חימום בלייזר סלקטיבית (SLS), קלסר לטוס (BJ) הם גם יעיל בהפקת מורכבים חלקים מקרמיקה בצורת. עם זאת, רוב שיטות אלה שימושיים רק עבור ייצור מבנים נקבובי בסדר, הם לא יעילים בעת שינוי קנה המידה עד חלקים גדולים, כגון שריון יישומים13,14,15,16, 17. יתר על כן, רוב שיטות אלה אינן ריאלי עבור נפח גבוה הייצור עקב הוצאות גבוהות. לכן, אני שלילי הוא מסלול מועדף וזולה יחסית לייצור תעשייתי ברמת חלקים בקנה מידה גדול.
המתלים4C B המשמש עבור gelcasting חייב להיות דל צמיגות ומכילים סוכן ג'לי, sintering סיוע. Resorcinol ופורמלדהיד נבחרו ביכולתם לעבור תגובות polycondensation כדי ליצור רשת resorcinol-פורמלדהיד (RF), אשר מסייע כדי לכרוך את החלקיקים4C B ביחד. Hydrogels המסורתי המשמש gelcasting מוגבלות בתבניות עם ליבות חלול עקב הצטמקות פנימה גבוהה מנוסים במהלך תהליך ייבוש18. מאז RF משמש בדרך – כלל אירוג'ל, אין הרבה כדי לא הצטמקות, מה שמקנה השימוש בתבניות בצורת יותר מסובכת. יתרון נוסף של שימוש RF הוא כי הקצב gelation יכול להיות נשלט על ידי שינוי ה-pH של המתלה (איור 3). בנוסף, המתלים resorcinol או פורמלדהיד הכוללת ניתן להכין מתקדמים והם מאוחסנים בנפרד עד שיהיו מוכנים על הליהוק. והכי חשוב, הג'ל RF יכול להיות pyrolyzed להשאיר מאחור wt 50% פחמן19. הפצה זו מאוד הומוגנית של פחמן יכול לסייע של עיבוי בינוי של B4C כדי צפיפויות ליד-מלא במהלך סינטור. 15% wt RF ביחס בורון קרביד משמש בניסוח ההשעיה לספק 7.5% wt של פחמן לאחר פירוליזה החלקים יצוקה.
המטרה הכוללת של עבודה זו היא שילוב טכניקות מסורתיות gelcasting עם זולות יכולות הדפסה 3D סוכן ג'לי ייחודי כדי להשיג צפיפות ליד-מלא בורון קרביד חלקי עם מאוד לסימולציה. בנוסף קרמיקה, ניתן להחיל AM שלילי לשדות חומרים אחרים כדי ליצור גיאומטריות חדשה לגמרי של מערכות חומר רב. המתודולוגיה המתוארת כאן מרחיב על העבודה שהוצגו ב- Lu. et al. 8 , שואפת לספק פרוטוקול מפורט יותר לשחזר את התוצאות.
Subscription Required. Please recommend JoVE to your librarian.
Protocol
התראה: אנא התייעץ עם הסדינים נתוני בטיחות (מרחביות) של כל החומרים, כדי ללבוש ציוד מגן מתאים (עיקרון השוויון הפוליטי) בעת טיפול בחומרים לפני השלכת וריפוי. Resorcinol ופוליאתילן אימין ידועים להיות רעילים. פורמלדהיד הוא רעילים ומסרטנים20. הכנה של המתלים קרמיקה צריך להיעשות מיגון כימי או סביבות עבודה מאוורר כראוי אחרות.
1. הייצור מוספים שלילי
-
הכנת השעיה בשני חלקים-120 מ
הערה: השעיה שני חלקים תהיה מוכנה לעזור להאריך את חיי המדף של המתלים לפני הליהוק. אחד ההשעיה (R-mix) יכיל את הרכיב resorcinol, אחרים (F-mix) יכיל את הרכיב פורמלדהיד. שני המתלים יהיה מעורב יחד כדי ליצור השעיה הסופי זה יהיה ליזום את התהליך gelation.- כדי ליצור את R-מיקס, להתחיל על ידי המסת 0.88 גר' פוליאתילן אימין (פיי) 25.00 גר' מים באמצעות מערבל פלנטרית.
- כדי ליצור תערובת-F נפרדים, להמיס 0.88 גר' פוליאתילן אימין (פיי) 16.83 גר' מים באמצעות מערבל פלנטרית.
הערה: באמצעות מערבל פלנטרית ב 2000 סל ד לפחות כמה דקות תספק כוחות גזירה מספיקים כדי לעזור לפזר את צמיגה פיי resorcinol, פורמלדהיד, להשעות את החלקיקים בורון קרביד. פיי משמשת הסוכנת לפיזור על החלקיקים4C B - להמיס 12.60 גר' אבקת resorcinol לתערובת R. הפתרון צריך לפנות מ מעונן-לבן פתרון ברור שקוף לאחר התפרקות מוחלטת של האבקה מן ערבוב.
- להוסיף 17.03 g של פורמלדהיד פתרון F-לערבב ולוודא ערבוב מוחלט.
- בהדרגה להוסיף 5.25 g (12 בהדרגה עד שהגיע 63.00 g) של אבקת בורון קרביד (1500F) לתוך R-מיקס והן F-מיקס בנפרד.
- להוסיף 6.50 g של חומצה אצטית ה R-מיקס ל F-מיקס ולהבטיח ערבוב מוחלט בכל.
הערה: בשלב זה, המתלים שני חלקים יהיו 42% כרך ב'4C מוכנים להיות משולב לליהוק או מאוחסן לשימוש עתידי (אם שלמאחה אטום). היזהרו כי אם המתלים לשבת ~ 1 h או יותר, חלקיק להתיישב יתרחשו. ודא כי החלקיקים הם resuspended על-ידי החלת עצבנות יסודית לפני השימוש של המתלים. כמו כן, שלוש קבוצות מסחרי שונה של בורון carbides, 1250F, 1500F ו- 3000F (על שם בהתאם לגודלן רשת sieved משוער), נבדקו במקור. כל אצווה יש התפלגות גודל חלקיקים שונים, אצווה4C B 1500F נמצאה כדי להשיג צפיפות מתיכות הגבוה ביותר, כפי שדווח ב- Lu. et al. 8. ניתן גם להוסיף חומצה אצטית לפני מוצקים4C B טעינת שלב גם כן, אך הוספת בסוף מציעה יותר קלות הטיפול על-ידי הגבלת ריחות חומצה אצטית.
-
הכנת 3D מודפס ליציקות הליהוק
- להכין שבלונה בתוכנית תוכנת תכנון בעזרת מחשב (CAD).
- הדפס את התבניות שבהן משתמשים במדפסת תלת-ממד התמזגו התצהיר דוגמנות (FDM) זיריהם styrene (ABS) של בוטאדיאן טבעי.
הערה: ואדים אצטון יכול לשמש כדי להחליק את המרקם עובש במידת הצורך21. זרבובית המוצע וטמפרטורות המיטה הם 240 מעלות צלזיוס ו 110 ° C, בהתאמה. פרמטרים כגון עובי השכבה (0.2 מ מ), שחול מהירות קצב הקירור נבחרו כדי למטב את האיכות של החלק עם דפורמציות מינימלי. זה דורש קצת ניסוי וטעייה עם כל מערכת ייחודית המדפסת. עובי הקיר לפחות 1 מ מ מומלץ. הגודל המינימלי תכונה הוא 0.5 מ מ; עם זאת, הוא הציע לא ללכת מתחת בתבניות 1 מ מ. מ Lu. et al. 8 זמינים להורדה באינטרנט בתמיכה חומר.
-
שילוב של שני חלקים ההשעיה להכין לליהוק
- לפני שילוב, להתסיס ביסודיות (באמצעות למערבולת או מערבל פלנטרית) R-השילוב עם השעיה F-מיקס בנפרד, כדי לוודא B4C חלקיקים הם היטב על תנאי.
- לשלב את R-מיקס ו- F-מיקס כדי להשיג את המתלים הסופי.
הערה: ה-pH של ההשעיה משולב צריך להיות 2.8, אשר יספק בערך 30 דקות של זמן עבודה כדי לבטל את האוויר והשליכו התליה האחרון לפני gelation מתחיל המתרחשים. תחילתה של gelation יכול להיות שנצפו מעלייה חדה ב צמיגות של ההשעיה. - לפני היציקה, לערבב, חלות ואקום (טנדר של גוה של 20-200 או 2.7-27 kPa) התערובת הסופית השעיה למשך 10 דקות להסיר בועות אוויר מבלי להרתיח את המים. זה יכול להתבצע באמצעות צלחת מלהיב ב- 200-300 סל ד עם צנצנת ואקום.
-
Gelcasting
- מיד שופכים ומאוורר לבטל את ההשעיה לתוך התבניות מודפס 3D.
- מניחים את התבניות שבהן בתוך מיכל זכוכית אטום כדי למנוע אובדן לחות במהלך תהליך הייבוש.
- למקם במיכל אטום עם התבניות תנור 60-80 ° C ליזום תהליך הייבוש.
- לאפשר ההמרות לרפא לפחות 8 שעות עבור חלקים שנמצאים כמה סנטימטרים באורך קנה מידה או ואולי אף יותר עבור תבניות גדולות יותר.
-
פירוק התבניות כדי לקבל גופים ירוקים
- הסר את מיכל אטום עם התבניות מהתנור ולאפשר לו להתקרר לטמפרטורת החדר.
- מוסיפים מספיק אצטון לתוך המיכל עד העובש הוא מלא submersed. הכמות משתנה בהתאם גודל ואת כמות העובש משמש (בדרך כלל ~ 100 מ"ל של אצטון עבור תבנית זה 50 ס מ3 בממד).
הערה: תהליך זה עשוי להימשך עד 2-4 ימים בהתאם לנפח של פלסטיק, כי צריך להיות מומס משם. עצבנות מינימלי של האמבטיה אצטון או חימום זה מעט עד 40 ° צלזיוס עשוי לסייע להאיץ את התהליך. לבצע התראה בעת חימום לאמבטיה אצטון, כמו דליק כימיים והוא עשוי להפוך מטען חבלה בשילוב עם אוויר בטווחים מסוימים קומפוזיציה. - לחלץ את הגוף ירוק חינם מהאמבטיה אצטון לאחר פלסטיק ABS התפרקה משם.
הערה: לאחר הגג הוא נרפא, כייר יכול להיות מומס משם כדי להשיג גוף ירוק מוצק בצורת כעותק שלילי של הגיאומטריה עובש הפנימי. גוף ירוק זה צריך להיות מספיק חזק כדי לשרוד עדין וזהיר טיפול בעיבוד דפוס והשלבים הבאים ללא פריצה. - הצב הגופים הירוקים בתנור ב 80 ° C כדי להבטיח מלאה ייבוש והסרה של כל הלחות.
הערה: זמן ייבוש משתנה בהתאם לנפח של הגוף ירוק. משאיר את החלק לילה יבש (> 8 שעות) מספיקה עבור גוף ירוק גדלים פחות מ 1000 ס מ3. יש במחזה. ייבוש יתר על המידה.
2. פחמון
- לאחר הייבוש, למקם את כל גוף ירוק צינור 2 אינץ קוורץ מצופה רדיד גרפיט ולשים אותם לתוך תנור עם זורם גז [250 רגיל סמ ק של אוויר (SCCM) בהיקף של 4 wt % H2(g) ו- wt 96% Ar(g) ליצור אווירה תוך צמצום במהלך טיפול פירוליזה].
- מחממים את הגופות ירוק בתוך הכבשן ב- 5 ° C/דקה עד 1050 ° C והחזק במשך 3 שעות.
הערה: הגופים הירוקים ג'ל-שחקנים יהיו 15% wt RF ביחס B4C וכל יספק כ 7.5% wt ב פחמן לאחר תהליך פירוליזה. תהליך זה מסיר הרבה השאריות resorcinol-פורמלדהיד, קשות לזהם את הכבשן אם נעשה שימוש ללא השמנה. - ודא כי הגופים הירוקים יצאו בצורה אחידה כהה בצבעו, המעידים על המצאות של פחמן מהטיפול פירוליזה.
3. סינטור
הערה: לאחר סינטור, חספוס פני השטח של הדגימות ישפר במקצת בהשוואה של חספוס בפני השטח של התבניות בשימוש. זוהי תוצאה של כרך 57-58% הצטמקות דגימות מן סינטור.
- מקם את החלקים מפוחמים תנור גרפיט עם עצמם נסתמו ואקום זורם גז הליום (420 SCCM) עבור סינטור. החל SCCM 280 ל- windows pyrometer ולפנים 140 SCCM ישירות לתוך תא הדגימה עם כניסת הלחץ של kPa ~ 170.
- לחמם את התנור ל- C ° 2290 (20 K/דקה 2000 מעלות ואז 3 K/דקה עד 2290 ° C) והחזק למשך שעה להשיג עיבוי בינוי אופטימלית של החלקים.
הערה: ארכימדס צפיפות היא טכניקה נפוצה ומהירה למדוד הצפיפות של החלקים sintered בורון קרביד. ארכימדס צפיפות ערכות ניתן להוסיף על גבי האנליטי איזון מאזניים למדידת הצפיפות של דגימות או ידנית נקבע22. בורון קרביד עם 7.5% wt ב פחמן יש צפיפות מקסימלית תאורטית (TMD) של 2.49 g/ס מ3. חלקים sintered-2290 ° C מ מתודולוגיה זו תגרום 2.43 ± 0.01 גרם/ס"מ3 אשר הוא 97.6 ± 0.4% TMD.
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
בעקבות ההליך עם מיתאר (איור 1), מורכבות בצורת בורון קרביד חלקים עם פחמן (B4C/C) יכול להיות sintered עד 97.6 ± % 0.4 של צפיפות מקסימלית תאורטית עם הקשיות של Vicker של ± 1.8 23.0 ממוצע ציונים8. מספר דוגמאות אפשריות של sintered B4C/C חלקים מודגמות (איור 2). דוגמאות אלה מציגים את התכונות בדוגמת בסדר הניתן להעתקה על-ידי הטכניקה gelcasting. זהו יתרון ליצירת חלקים הדורשים תכונות meso בקנה מידה מדויק. ראולוגיה של המתלה הסופי של C4B נקבע עבור pHs שונים. השעיה pH 2.8 נמדדה כבעלי צמיגות הנמוך יותר מ 20 דקות, אשר היא נאותה ערבוב דה משדרים, הליהוק (איור 3).
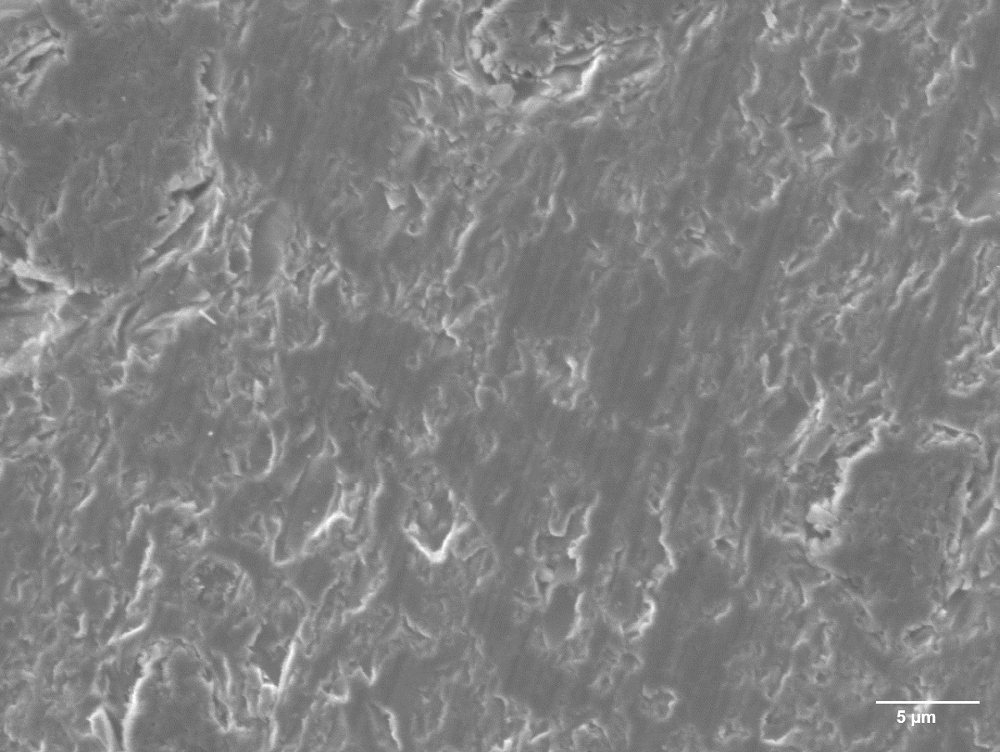
עוד סריקה מיקרוסקופ אלקטרונים ציינו כי רשתות אחיד של פחמן הם מצופה על גבי החלקיקים4C B לאחר פירוליזה של RF (איור 4A , 4B). לאחר צעדים לטיפול ליהוק, פוסט-חום, אפיון באמצעות קרני רנטגן עקיפה (XRD) אישר את האבולוציה של פחמן כמו גרפיט (איור 4C). תמונה microstructural של מדגם מלא sintered בורון קרביד חשף נקבוביות נמוכה בחלק האחרון, אשר רצוי מאוד (איור 5).

איור 1 : תיאור התהליך כולו AM שלילי לייצור צפיפות גבוהה מורכבות בצורת carbides בורון. הסכמות מספק סקירה שלב אחר שלב של התהליך כולו פבריקציה נוספת, של הדפסת תלת-ממד התבנית כדי סינטור קרמיקה החלק האחרון. דמות זו שונתה באישור Lu. et al. 8. אנא לחץ כאן כדי להציג גירסה גדולה יותר של הדמות הזאת.

איור 2 : B בצורת מורכבים Sintered 4 C/C חלקים עם > צפיפות 97% שהוכנו שלילי AM. (א) Gyroid; (ב) קשר סלטיק; (ג) סריג מעוקב. להבדל רקמתי עבור כל צורה היא בשל הבדלי האיכות של התבניות מודפס 3D בשימוש (אזורים שחורים כהים הם פחמן שאריות על פני השטח לאחר פירוליזה של התבניות, יכול להיות ירד). דמות זו שונתה באישור Lu. et al. 8. אנא לחץ כאן כדי להציג גירסה גדולה יותר של הדמות הזאת.

איור 3 : Rheology של ההשעיה B4C הסופי. (א) צמיגות מורכבים כפונקציה של הזמן המתלים pH שונים עם B4C ו- resorcinol-פורמלדהיד. עיבוי מוגדר צמיגות-1 Pa∙s. (ב) זמן להגיע עיבוי על המתלים ה-pH שונים. דמות זו שונתה באישור Lu. et al. 8. rheometer עם לוחית רישוי המחוברים במקביל מעגלית, בתדר קבוע 30% תנודה 1 הרץ והתאמצות שימש כדי למדוד את צמיגות מורכבים. כל הדגימות נמדדו בטמפרטורת החדר, מלבד אחד מדגם pH 2.8 איפה החדר בטמפרטורה הסביבה בכלי שימש כדי לספק חום (נמצא 16.2 מעלות/דקות) עד 80 ° C הושג. אנא לחץ כאן כדי להציג גירסה גדולה יותר של הדמות הזאת.

איור 4 : מיקרוסקופ אלקטרונים סריקה XRD שימשו כדי לזהות הנוכחות של פחמן רשת בתוך המטריצה בורון קרביד אחרי RF ג'ל פירוליזה. חלקיקים בורון קרביד 1500F (א) ללא ציפוי פחמן, (ב) עם 7.5 wt % פחמן ציפוי מוצגים. (ג) XRD שלבי טיפול תרמי שונה של B4C יצוק. דמות זו שונתה באישור Lu. et al. 8. XRD ספקטרה שנאספו על diffractometer קרני רנטגן. דוגמאות רכוב על חימר פולימרי, החלקה במול. LynxEye חד-מימדי לינארי סי רצועת גלאי שימש עם חתך דיברגנץ משתנה של 6 מ מ, חתך אנטי-פיזור 0.5°. המקור היה Ni-מסנן קרינה Cu (λ = 1.5406 Å) מתוך שפופרת רנטגן אטום פעלו בגיל 40 kV ו-40 mA. המקור, גלאי דרכו שנסרקו יחד בזווית קבועה מדגם עם 2θ משולב של 20-80° בקצב של אלגוריתמים עיבוד דפוס ° 0.02 נקודות/ס מתוך התוכנה ניתוח XRD שימשו להתפשט תרומות הרחק מרעש הרקע ואת קרינה K-אלפא 2. מיקרוסקופ אלקטרונים סריקה-10.0 kV האצת מתח על מצב משני אלקטרונים שימשה התמונה B4C חלקיקים. אנא לחץ כאן כדי להציג גירסה גדולה יותר של הדמות הזאת.

איור 5 : משטח המסור-לחתוך חתך הרוחב של מדגם בורון קרביד sintered 1500F 2290 ° C-צפיפות ~ 97%. דמות זו שונתה באישור Lu. et al. 8. אנא לחץ כאן כדי להציג גירסה גדולה יותר של הדמות הזאת.
Subscription Required. Please recommend JoVE to your librarian.
Discussion
המתודולוגיה של הייצור מוספים שלילי תיאר בפרוטוקול מאפשרת מורכבות בצורת בורון קרביד חלקים להיות מיוצרים ב צפיפות כמעט מלא לאחר חימום בטמפרטורה האופטימלית של 2290 ° C. הצעדים הראשונים מספר הקשורים הכנה, הליהוק הם הקריטיים ביותר ליצירה איכותית יצוק עם פגמים מינימלי. אם צמיגות של התליה הוא גבוה מדי, ערבוב המסכן תתרחש. נקבוביות החלק sintered מושפע גם מאז צמיגות מוגברת מעכבת להסרת בועות אוויר. אם התליה האחרון יושב כבר אינו פעיל במשך זמן רב מדי לאחר ערבוב, מבטל את מאוורר, העלייה ברמת צמיגות יהיה בעייתי עבור מילוי חללים קטנים בתוך תבניות מודפס 3D חריגה.
בעיה נוספת שתהיה מודע הוא שסטוק של מסתדר אפקט המתלים מימית. אם צמיגות ההשעיה היא מספיק נמוך לאחר הליהוק לא מיד נרפא, בורון קרביד חלקיקי המתלים יסדר, גורם הדרגתי ריכוז הגופים הירוקים. באופן לא תקין חלקים יצוק עיוות, עם התכווצות גבוה יותר בחלק העליון לעומת התחתון במהלך סינטור. כדי לתקן בעיה זו, בורון קרביד עם הפצות גודל החלקיקים ומשולבות יכול להיות מנוצל כדי למזער בעיות התכווצות לא אחידה במהלך סינטור. שיעור gelation RF, אשר תלויים במידה רבה ה-pH וטמפרטורה של התערובת, הוא גורם חשוב נוסף שיש לקחת בחשבון. ה-pH גבוה יותר וטמפרטורות תואמות קינטיקה הפילמור מהר יותר, אשר יתקיימו כמו עלייה ב צמיגות של ההשעיה. הפחתת ה-pH של המתלים מאפשרת זמן עבודה יותר במהלך הליהוק וגם לריפוי להכנס ולהשבע סט התרמיים באופן מיידי.
למרות AM שלילי היא טכניקה שניתן להרחבה בקלות לייצור נפח גבוה של חלקים גדולים בצורת מורכבים, שיטה זו מוגבל בהפקת חלקים זעירים. גופים ירוקים של הטלות קרמיקה כל יש על החוזק הפנימי ירוק. הכוח הירוק של חלק הגבס יהיה חלש אם הממדים הם קטנים מספיק. למשל, גוף ירוק פחות בעובי 1 מ"מ ישבור בקלות מן הצטמקות הפנימי מדגיש במהלך תהליך ריפוי לאחר השלכת לעומת גוף ירוק גדול מ- 10 מ מ עובי. לכן, גמישות וקשיחות של החומר עובש הם פרמטרים חשובים מאז מדגיש הצטמקות גבוה תתרחש אם תבנית נוקשה, בשל הרחבה תרמי התבנית של הטיפול בחום 80 מעלות צלזיוס. הראו כי ניתן להשתמש בתבניות רכה יחסית כגון hexanediol diacrylate (HDDA) לייצר רשתות מאוד מסודרת עם ~ 100 מיקרומטר תכונה גדלים ללא שבירה, ליצירת סרגל meso מרוכבים8,23.
לסיכום, AM שלילי הוא טכניקה פשוטה המשלב gelcasting עם הדפסת תלת-ממד פלסטיק זול לייצר מורכבות בצורת חלקי קרמיקה. היתרון של המתודולוגיה המתוארת כאן היא היכולת שלה קנה מידה על עוצמה גבוהה ייצור בעת היותו חסכונית. העבודה תכלול גבוה יותר מוצקים4C B טעינה ב השעיות להגביל את הצטמקות במהלך סינטור. בדיקות מכניות. מתבצע גם להעריך את מאפייני כוח של חומרים אלה. בכל זאת, אני שלילי אינה מוגבלת רק חומרים ומערכות הוצג פרוטוקול זה. ג'לי סוכנים שונים, הדפסת תלת-ממד בתבניות טכניקות AM או חומרים אחרים יכולים גם לשמש. לדוגמה, Franchin. et al. 24 יצר תבנית ההקרבה נקבובי בתבניות עם חומצה polyactic (PLA) באמצעות geopolymers כרכיב אורגניים. תבניות ההקרבה אלה PLA שלהסיר תרמית כאשר תרצה24. לכן, ניתן להחיל כללי בטכניקה המתוארת פרוטוקול זה לתחום רחב של חומרים, אשר יפתח את אפשרויות חדשות לפיתוח מסת קרמיקה בצורת מורכבים, מתכות ומערכות מרוכבים אחרים.
Subscription Required. Please recommend JoVE to your librarian.
Disclosures
המחברים אין לחשוף.
Acknowledgments
עבודה זו בוצע תחת חסותה של מחלקת האנרגיה של ארצות הברית על ידי לורנס ליברמור המעבדה הלאומית תחת חוזה דה-AC52-07NA27344. IM שחרור LLNL-JRNL-750634.
Materials
| Name | Company | Catalog Number | Comments |
| Boron carbide powder 1250F | Tetrabor Ceramics | Lot 211M419 | >96% purity |
| Boron carbide powder 1500F | Tetrabor Ceramics | Lot 209M102/9 | >96% purity |
| Boron carbide powder 3000F | Tetrabor Ceramics | Lot 111m53/9 | >96% purity |
| Polyethylene Imine (PEI) | Sigma Aldrich | MKBP3417V | Averaged MW ~25,000 by L.S. |
| Resorcinol | Sigma Aldrich | MKBG6751V | BioXtra, ≥99% |
| Formaldehyde | Fisher Scientific | F79-1 | 37% by weight; Stabilized with 10-15% Methanol |
| Acetic Acid | Sigma Aldrich | SKU 695092 | Glacial ≥99.7% |
| Acetone | Sigma Aldrich | SKU 179124 | ACS Reagent Grade ≥99.5% |
| Water | LLNL In-house (Milli-Q) | ||
| Planetary Mixer | Thinky | AR-250 | Fits 150mL and 300mL Thinky containers |
| Acrylonitrile butadiene styrene (ABS) plastic filament | eSUN | Natural color | |
| Taz 6 (3D printer) | Lulzbot | FDM 3D printer | |
| 4%H2/96%Ar gas | Air Gas | UHP | 4% Hydrogen, balanced Argon |
| Helium gas | Air Gas | UHP | Helium |
| Heating oven | Neytech | Vulcan 9493308 | Oven for 80 °C curing |
| Quartz tube furnace | Applied Test Systems, Inc. | LEA 05-000075 | Furnace for 1050 °C carbonization |
| Graphite furnace | Thermal Technology LLC | Sintering furnace | |
| Scanning Electron Microscope (SEM) | Jeol | JSM-7401F | |
| pH meter | Thermo Scientific | Orion 4 Star | calibrated with buffer standards |
| Rheometer | TA Instrument | AR2000ex | For measurement of viscosity |
| X-ray Diffractometer (XRD) | Bruker | AX D8 Advanced | |
| Analytical balance | Mettler Toledo | XS104 | |
| Bruker EVA | XRD Analysis Software |
References
- An, Q. Prediction of superstrong τ -boron carbide phase from quantum mechanics. Physical Review B. 95 (10), 100101 (2017).
- Thévenot, F. Boron carbide - A comprehensive review. Journal of the European Ceramic Society. 6, 205-225 (1990).
- Lee, H., Speyer, R. F. Pressureless sintering of boron carbide. Journal of the American Ceramic Society. 86, 1468-1473 (2003).
- Deng, J. X. Erosion wear of boron carbide ceramic nozzles by abrasive air-jets. Materials Science and Engineering: A. 408, 227-233 (2005).
- Schwetz, K. A., Grellner, W. The influence of carbon on the microstructure and mechanical properties of sintered boron-carbide. Journal of Less-Common Metals. 82, 37-47 (1981).
- Elektroschmelzwerk Kempten Gmbh. Process for the production of dense sintered shaped articles of polycrystalline boron carbide by pressureless sintering. US. Schwetz, K. A., Vogt, G. , 4195066 (1980).
- Suzuki, H., Hase, T., Maruyama, T. Effect of carbon on sintering of boron carbide. Journal of the Ceramic Association, Japan. 87, 430-433 (1979).
- Lu, R., et al. Complex shaped boron carbides from negative additive manufacturing. Materials & Design. 148, 8-16 (2018).
- Omatete, O. O., Janney, M. A., Nunn, S. D. Gelcasting: From laboratory development toward industrial production. Journal of the European Ceramic Society. 17, 407-413 (1997).
- Yang, J., Yu, J., Huang, Y. Recent developments in gelcasting of ceramics. Journal of the European Ceramic Society. 31, 2569-2591 (2011).
- Gilissen, R., Erauw, J. P., Smolders, A., Vanswijgenhoven, E., Luyten, J. Gelcasting a near net shape technique. Materials & Design. 21, 251-257 (2000).
- Travitzky, N., et al. Additive manufacturing of ceramic-based materials. Advanced Engineering Materials. 16, 729-754 (2014).
- Zocca, A., Colombo, P., Gomes, C. M., Gunster, J. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. Journal of the American Ceramic Society. 98, 1983-2001 (2015).
- Deckers, J., Vleugels, J., Kruthl, J. P. Additive Manufacturing of Ceramics: A Review. Journal of Ceramic Science and Technology. 5, 245-260 (2014).
- Costakis, W. J., Rueschhoff, L. M., Diaz-Cano, A. I., Youngblood, J. P., Trice, R. W. Additive manufacturing of boron carbide via continuous filament direct ink writing of aqueous ceramic suspensions. Journal of the European Ceramic Society. 36, 3249-3256 (2016).
- Colombo, P., Schmidt, J., Franchin, G., Zocca, A., Gunster, J. Additive manufacturing techniques for fabricating complex ceramic components from preceramic polymers. American Ceramic Society Bulletin. 96, 16-23 (2017).
- Olsson, A., Hellsing, M. S., Rennie, A. R. New possibilities using additive manufacturing with materials that are difficult to process and with complex structures. Physica Scripta. 92, 053002 (2017).
- Dhara, S., Kamboj, R. K., Pradhan, M., Bhargava, P. Shape forming of ceramics via gelcasting of aqueous particulate slurries. Bulletin of Materials Science. 25, 565-568 (2002).
- Lewicki, J. P., Fox, C. A., Worsley, M. A. On the synthesis and structure of resorcinol-formaldehyde polymeric networks - Precursors to 3D-carbon macroassemblies. Polymer. 69, 45-51 (2015).
- Swenberg, J. A., et al. Formaldehyde Carcinogenicity Research: 30 Years and Counting for Mode of Action, Epidemiology, and Cancer Risk Assessment. Toxicologic Pathology. 41, 181-189 (2013).
- Kuo, C. C., Chen, C. M., Chang, S. X. Polishing mechanism for ABS parts fabricated by additive manufacturing. The International Journal of Advanced Manufacturing Technology. 91, 1473-1479 (2017).
- Kires, M. Archimedes' principle in action. Physics Education. 42, 484-487 (2007).
- Zheng, X., et al. Design and optimization of a light-emitting diode projection micro-stereolithography three-dimensional manufacturing system. Review of Scientific Instruments. 83, 125001 (2012).
- Franchin, G., Colombo, P. Porous Geopolymer Components through Inverse Replica of 3D Printed Sacrificial Templates. Journal of Ceramic Science and Technology. 6, 105-111 (2015).

{kind=link}