All of the components of commercial SRG are shown in Figure 1. This includes the rotor, thimble, head containing the permanent magnets and wire coils used for suspension and pickup, and the electronic controller. The small spring shown (Figure 1c) is used to retain the ball in the thimble; this retainer spring is not used in the spring-transport mechanism. The commercial controller and head are used in the spring-transport mechanism. The tines from the commercial thimble may be removed and used in the spring-transport mechanism, or a copy of these simple parts may be fabricated. The rotor may also be used, or a different ball-bearing may be used, as specified in the materials list. The mechanical drawings in Figures 2-4 give the critical dimensions of the custom parts that must be fabricated to build the spring-transport mechanism. The ball-holder in Figure 4 is tack welded onto one end of a spring and the other end of the spring is tack-welded to a standoff. With the exception of the thimble, all of the parts necessary to assemble the spring-transport mechanism are shown in Figure 5. The spring must be compressed a minimum of 2 mm and nominal compression of 3 mm is suggested by the authors. Figure 6 shows the measuring technique to determine if the spring will be properly compressed, as discussed in the procedure.
Figure 7 shows a typical assembly of the foam inserts, Figure 8 shows the spring transport mechanism in the transport package. A shipping container should be selected that is sufficiently large to allow room for 7.6 cm of foam surrounding the spring-transport mechanism on all sides and ends. By using a minimum of 7.6 cm of ester foam on the top and bottom and a minimum of 7.6 cm of PE foam on the sides, the shock experienced by the spring-transport mechanism will be held to less than 100 g even when dropped from 152 cm, as shown in Figure 10. It is very important to make certain the foam is not compressed when packing the spring-transport mechanism. This can be caused by using foam that is too thick. Figure 11 shows the effect of compressing the foam even by a small amount: the shock is increased by about 40%. In this case, the foam compressed roughly 1 ¼ cm over 22 ¾ cm. After performing over 180 drop tests of one of our prototypes, we took a neutron radiograph image, Figure 12, which clearly demonstrates the spring-transport mechanism working as designed. Note that the valve in Figure 12 is from a different manufacturer than the valve specified in the present procedure. The former is no longer commercially available. Finally, Figure 9 shows the spring-transport mechanism mounted for use.
Drop-tests are a common practice in the packaging industry and, according to typical industry guidelines, for packages less than 34 kg (75 lbs) the standard drop height for testing is 76 cm (30 inches). A reasonable design goal was that the spring-transport mechanism experience a shock of less than 50 g when dropped from 76 cm, and less than 100 g when dropped from 152 cm, which is twice the recommended height for a drop test. Hard rotationally molded cases and two types of standard foam were chosen to package the spring transport mechanism. Polyurethane (ester) foam and polyethylene (PE) foam are common foams available for packaging. They come in different densities and are usually specified by their nominal densities such as 2# foam (32 kg/m3). Commercial packaging guides give curves showing the desired fragility level (in g, representing the maximum shock that can be withstood by the artifact) versus foam thickness, with different curves representing dropping the box from different heights. For example, if an object with a static load of 0.77 N/cm2 is dropped from 76 cm, 7.6 cm thick 2# ester foam and 12.7 cm thick 2# PE foam both give a shock of about 30 g. The foam must be elastic enough to gently decelerate the object over a reasonable distance, but stiff enough so that there is little or no compression of the foam when under static load. Compression will compromise the foam's ability to absorb the shock. 2# ester foam was used on the top and bottom of the spring-transport mechanism, and 2# PE foam was used for the cutout, as shown in Figure 7. The reason that PE foam was used for the cutout because the static load is greater on the ends of the valve because of the smaller area.
Drop tests were performed on the spring-transport package by attaching an accelerometer to the spring-transport mechanism and dropping the package from different heights and orientations. Figure 10 shows the performance of 7.6 cm and 15.2 cm black 2# PE foam. As can be seen, the thicker foam did not perform any better than the 7.6 cm foam. This is because once the foam is thick enough to fully decelerate the object over its thickness, adding more foam does not help. Therefore it was concluded that 7.6 cm PE foam was sufficient for the sides. On the top and bottom, it was found that a 7.6 cm thickness of 2# ester foam was necessary and sufficient. This is consistent with the lighter static load (larger area) of the valve sides. A small piece of 5 cm thick egg-carton style ester foam was also used to pad the bottom of the cutout so that the spring-transport mechanism would not move within the cutout. Figure 11 illustrates the importance of not compressing the foam. In drop tests where the foam was slightly compressed, the shock was much larger. Different sizes of cases were also tested. It was found that a small case with less padding produced a smaller shock than a larger case. At first this result seemed surprising, but it must be remembered that once the foam thickness is sufficient, adding more foam does not yield better shock results. One hypothesis is that smaller cases produce less shock when dropped since these weigh less than larger cases and bounce more when dropped, thereby dissipating some of the energy. The minimum interior dimensions should be large enough to surround the spring transport mechanism by 7.6 cm of foam on each side, specifically 39.5 cm x 25.4 cm x 23 cm.
Many drop tests with the spring-transport mechanism were performed. Contact between rotor and conical end of thimble was monitored during the drop tests by logging the electrical continuity between the ball and two wires passing through a specially made test thimble, as described in Reference 11. We did not observe a failure of the spring mechanism to hold the rotor during any of the drop tests. Figure 12 shows a neutron radiograph12 of a spring-transport mechanism built by NIST and subjected to over 180 drop tests. As can be seen in the radiograph image, the spring-transport mechanism functions as designed even after being dropped so many times. By following the procedures outlined here, a robust spring-transport package can be created that is capable of minimizing the effects of transport on the long-term stability of spinning rotor gauges.
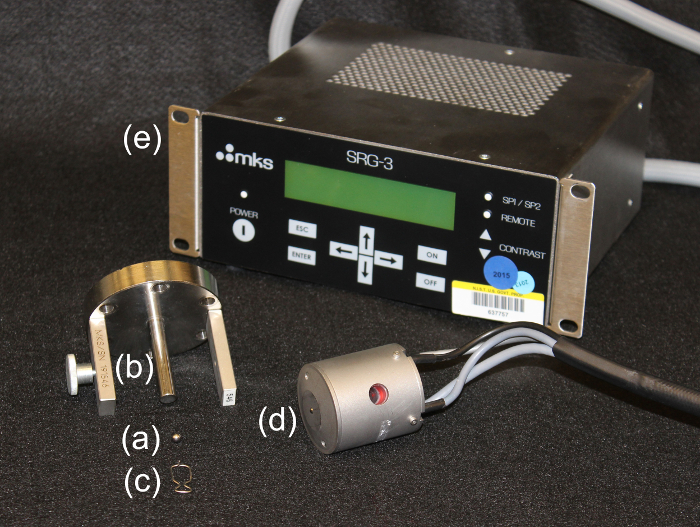
Figure 1: Elements of a Typical Spinning Rotor Gauge. This picture shows all of the elements of a spinning rotor gauge: (a) the steel ball or rotor; (b) thimble that contains the rotor (commercial version), the two rectangular parts near the edge of the flange are the "tines" that hold the head assembly; (c) retaining spring for the rotor (not used in a spring-transport mechanism); (d) the head and cable assembly; (e) the electronic controller.
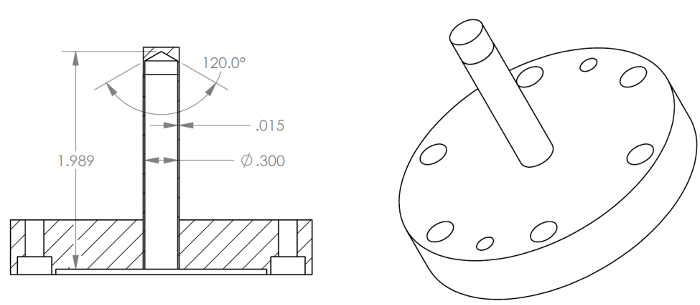
Figure 2: Mechanical Drawing of the Custom Thimble. Critical dimensions are shown and are given in United States customary units (1 inch = 25.4 mm). All tolerances are 0.005 inches (0.1 mm). A *.step file is included as a supplemental file. The part should be made of 316L stainless steel, RA16 finish (micro-inches; RA 0.4 µm). Please click here to view a larger version of this figure.
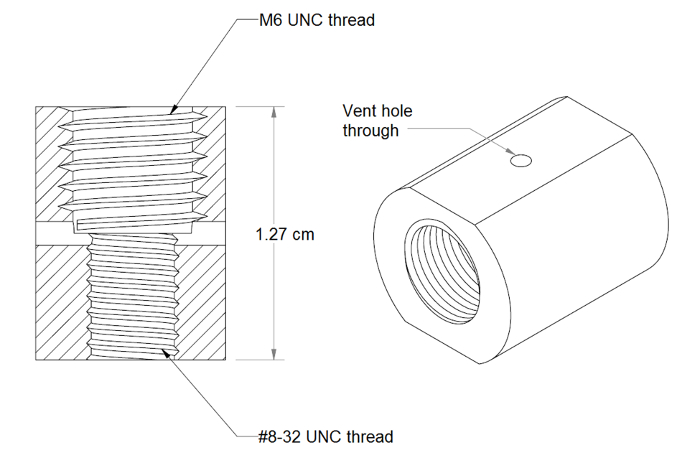
Figure 3: Mechanical Drawing of the Thread Adapter. Critical dimensions are shown and are given in United States customary units (1 inch = 25.4 mm). All tolerances are 0.005 inches (0.1mm). A *.step file is included as a supplemental file. The part should be made of 316L stainless steel; the threads are of type 2A. The M6 Thread has a 1 mm pitch. Please click here to view a larger version of this figure.
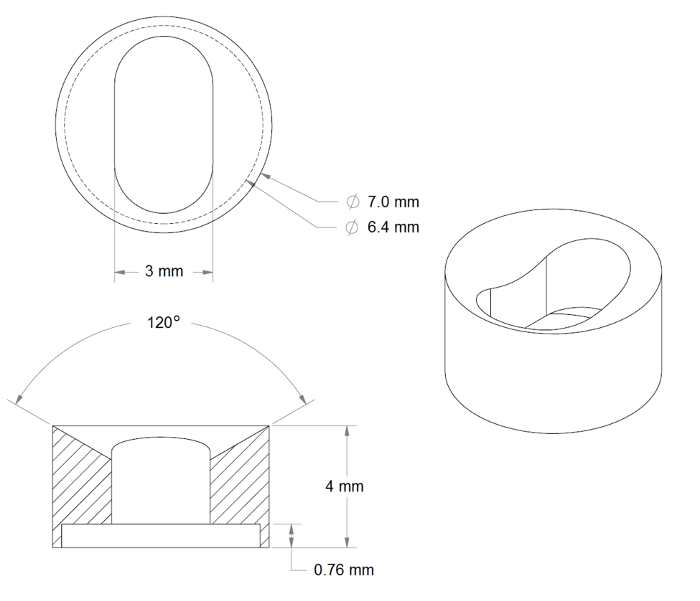
Figure 4: Mechanical Drawing of the Ball Holder. Critical dimensions are shown and are given in United States customary units (1 inch = 25.4 mm). All tolerances are 0.005 inches (0.1mm). A *.step file is included as a supplemental file. The part should be made of 316L stainless steel, RA16 finish (micro-inches; RA 0.4 µm), with no sharp edges. Please click here to view a larger version of this figure.
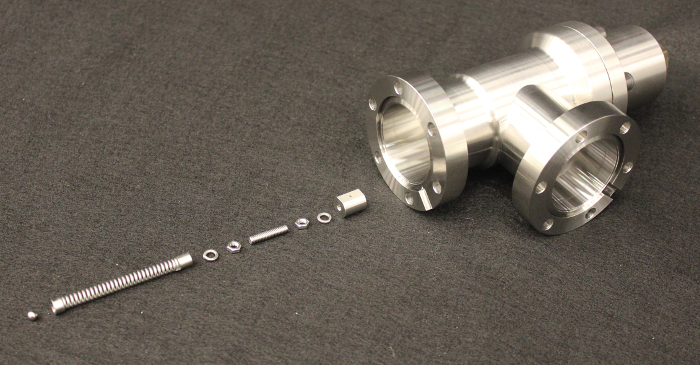
Figure 5: Elements of the Spring Transport Mechanism. In order of assembly (from right to left), the parts shown are: valve, thread adapter, lock-washer, nut, cut 8-32 stud, nut, lock-washer, ball-holder/spring assembly, and 4.5 mm rotor.
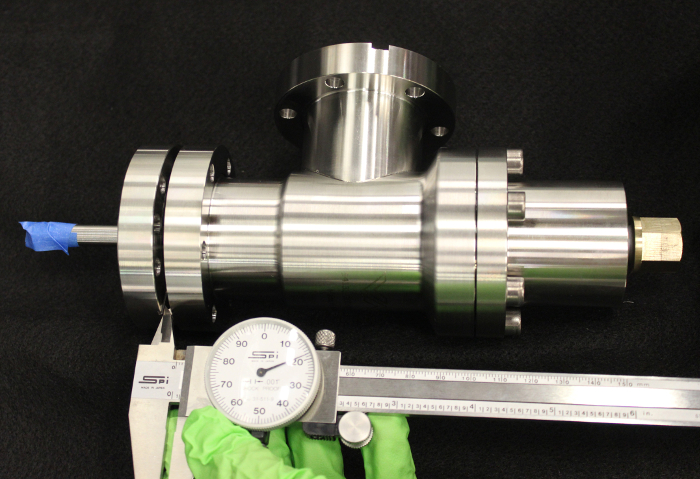
Figure 6: Setting the Distance of the Ball-Holder. After assembling the spring-transport mechanism, close the valve, place the rotor in the custom thimble, secure the rotor with a magnet tapped to the end of the thimble and then place thimble over the ball-holder/spring. The gap should measure a minimum of 2 mm, but no more than 6 mm.
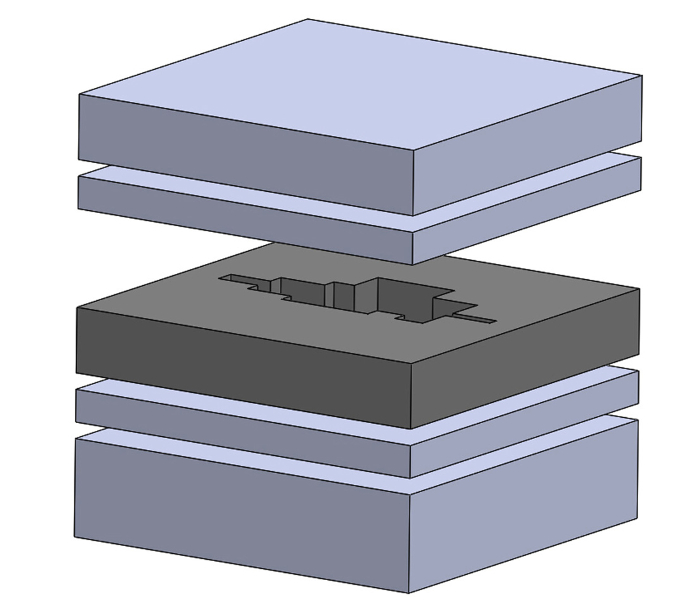
Figure 7: Assembly of the Foam. The dark grey represents the PE foam cutout, the light grey rectangles are the ester foam.
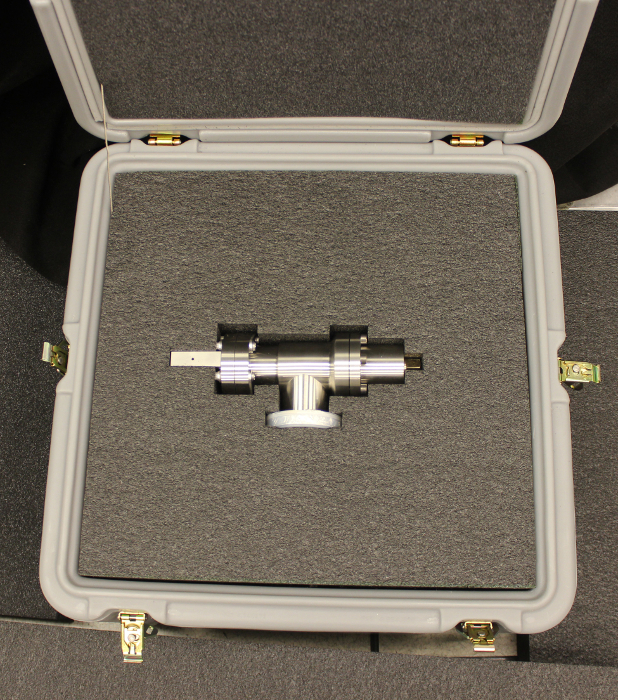
Figure 8: The spring-transport mechanism in the transport package. The spring-transport mechanism is fit into a cut-out in PE foam. Ester foam is used under the PE foam and in the case lid. The ester foam is greater than 7.6 cm thick. The case is a rotationally molded hard-shell case.
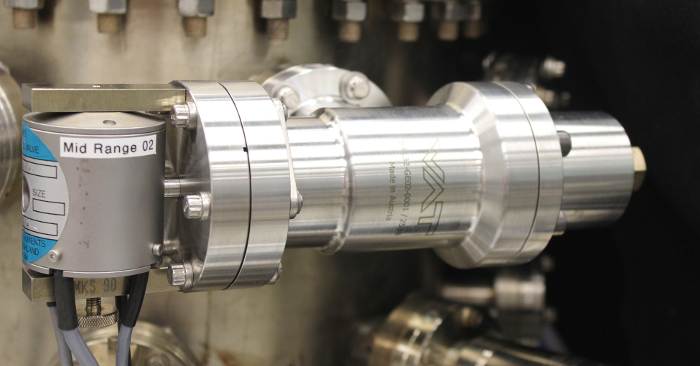
Figure 9: The spring-transport mechanism mounted to a vacuum chamber. The spring transport mechanism must be mounted on the vacuum chamber such that the head is vertical to within 2°, as shown.
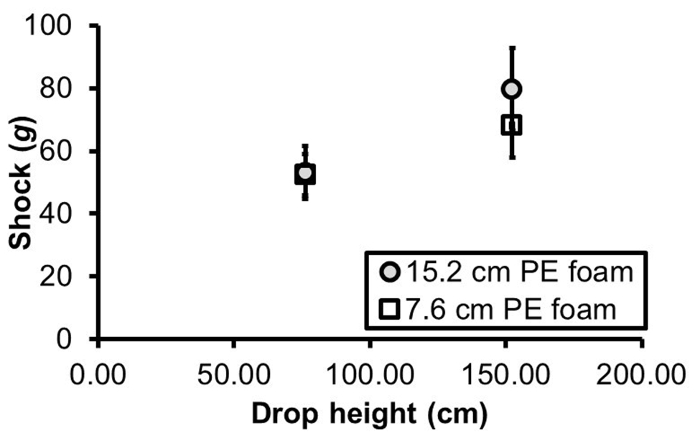
Figure 10: Shock versus Height for PE Foam. The shock for two different thicknesses of PE foam are shown as a function of drop height. The average shock at 76 cm drop height is near 50 g, but the scatter in the data as measured by the standard deviation is nearly 10% (shown as the uncertainty bars). Even at a drop height of 152 cm, the shock is less than 100 g and well within the holding force of the spring.
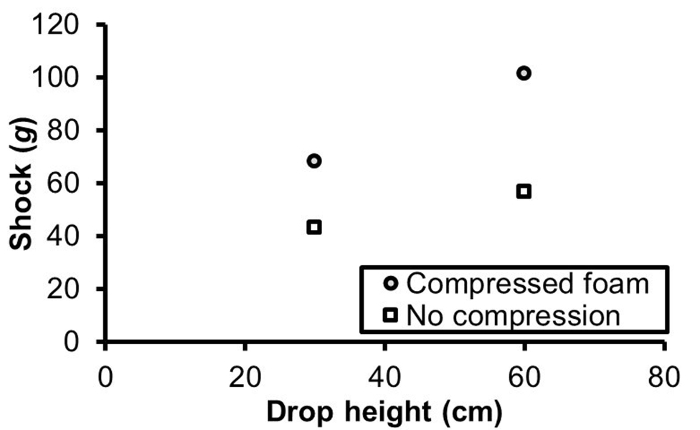
Figure 11: The Effect of Compressed Foam. A small amount of foam compression degrades the ability of foam to reduce shock, as seen by the larger shock values of the compressed foam.
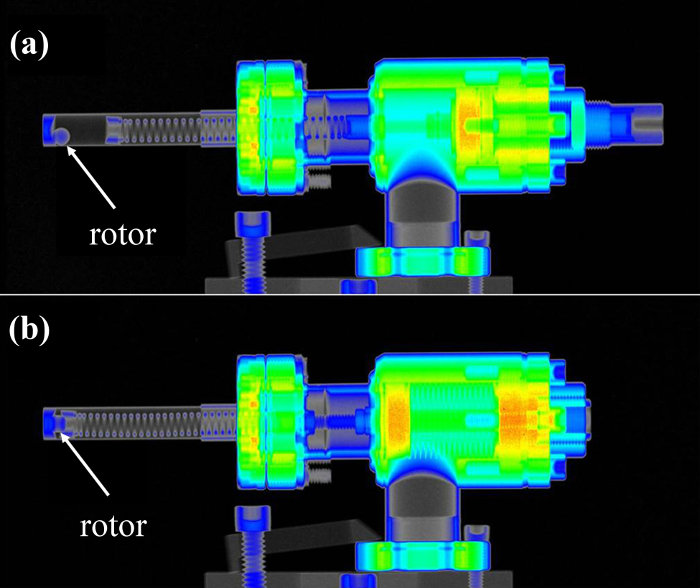
Figure 12: Neutron Radiograph of the Spring-Transport Mechanism. (a) is the valve in the open position and (b) is the valve in the closed position, showing the rotor nicely captured in the apex of the conically shaped ball-holder and thimble. The spring-transport mechanism shown was dropped more than 180 times before the radiograph image was taken. This figure was previously published in Fedchak, J.A., Scherschligt, J., Sefa, M., Phandinh, N. Building a spring-transport package for spinning rotor gauges. J. Vac. Sci. Technol. A. 33 (3), 033201 (2015); used in accordance with the Creative Commons Attribution 3.0 Unported License.
